
Качественные станки для художественной ковки своими руками — moyakovka.ru
Изготовить станки для художественной ковки своими руками сможет при желании любой человек, но тут нужно иметь базовый навык обращения с элементарным инструментом, а вместе с этим и большое желание.
Станок изготовленный своими руками обойдется гораздо дешевле готового магазинного варианта.У каждого мастера свои способы изготовления улитки, но итог всегда одинаковый.
Изготовление наборной улитки
Варианты комплектации приводов.Инструменты и материалы:
- Линейка.
- Сварочный аппарат.
- Болгарка.
- Дрель.
- Маркер.
- Сталь листовая.
- Полоса стальная.
- Пруток.
- Труба профильная.
Тут есть много вариантов, как лучше подойти, но есть и универсальный, который можно воплотить, когда в наличии нет серьезных инструментов. Подобный станок для ковки позволит выгибать детали в спираль, что весьма пользуется спросом, но если сделать неправильно, то самодельный станок продержится недолго.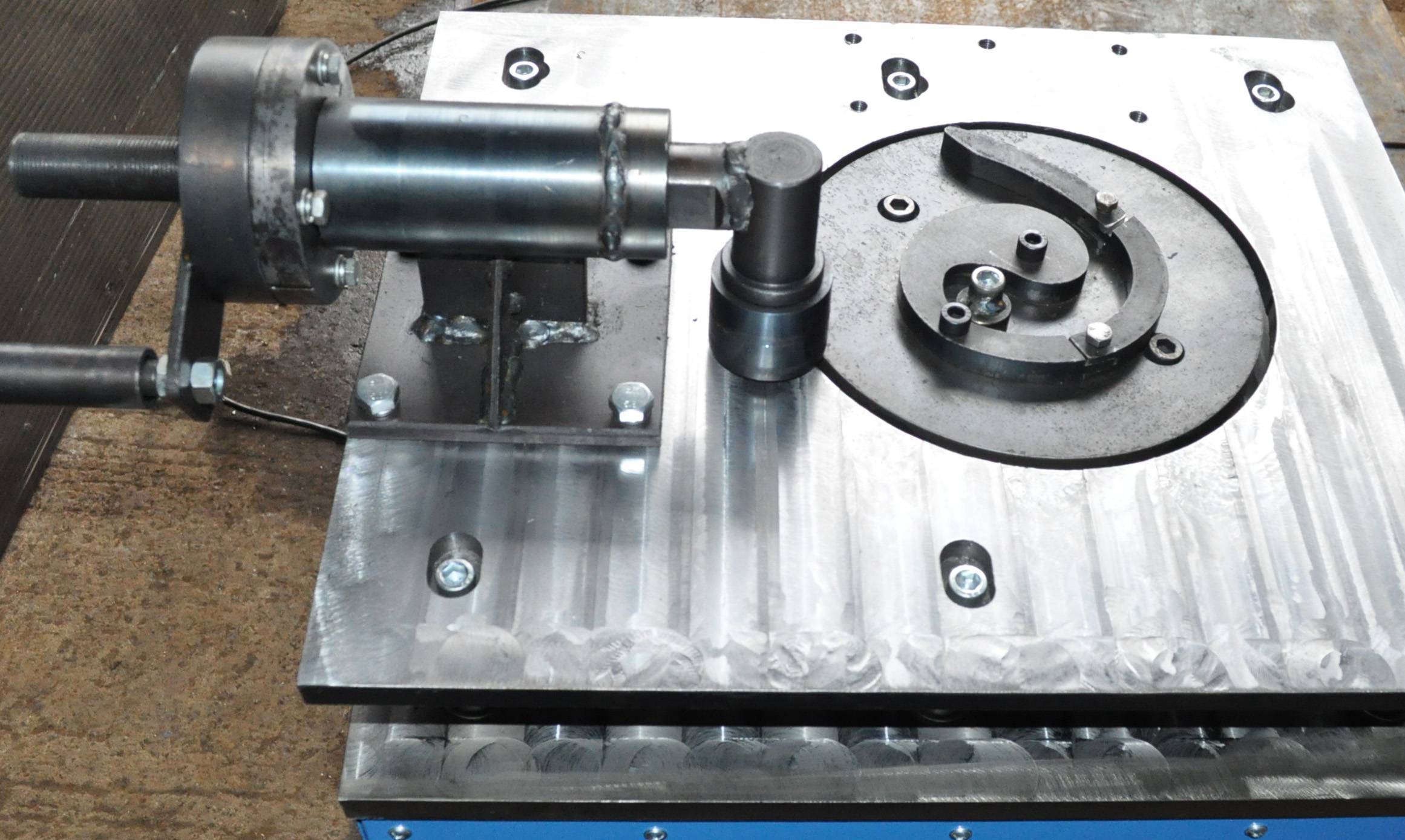
Весь рабочий процесс разделяется на этапы:
- Делается эскиз архимедовой спирали на бумаге. Суть спирали заключается в том, что каждый следующий виток удален от предыдущего ровно настолько, насколько предыдущий удален от своего предшественника. Нужно обязательно помнить, что место между витками оставляется не только под заготовку, но и 3-5 мм для свободного хода. В противном случае заготовку не получится снять. Всего делается до 4 витков, но не больше, т.к. будет огромный перерасход материала.
- Подготовка площадки для рабочего процесса. Для этого вырезается пластина из листовой стали 2-4 мм с площадью 20*20 см. В данном случае площадка достаточно большая, чтобы можно было уместить на ней всю композицию.
- По шаблону вырезается стальная полоса (1,5-2 мм) нужной длины. Отрезать достаточно просто в отличие от того момента, когда нужно начать загибать. При загибании на одной руке обязательно должна быть толстая перчатка, а в другой пассатижи.
 Если забыть про перчатку, то есть очень большой шанс получения травмы, мешающей работе в ближайшие 1-2 недели.
Если забыть про перчатку, то есть очень большой шанс получения травмы, мешающей работе в ближайшие 1-2 недели. - Вырезается пруток на 2-3 мм короче ширины стальной полосы. Можно сделать их и равными, а временами пруток даже выше поднимается, но при этом нужно отшлифовать поверхность до идеально гладкого (лучше закругленного) состояния.
- Делается отрез трубы 15 см. В данном случае используется именно профилированная труба, иначе потом зафиксировать ее будет невозможно. Для фиксации на этом же шаге ровно по центру стальной пластины делается отверстие, под которое потом будет подогнана и стальная полоса.
- Все острые места, где проводился распил, осторожно зашлифовываются. Если этого не сделать, то при работе однажды можно серьезно зацепиться за острый угол и получить серьезную травму.
- Стальная полоса прикладывается к пластине, обводится маркером с 2-х сторон и распиливается на 6-8 отрезов, в зависимости от количества витков. При желании можно сделать и меньше, но придется рассчитывать, чтобы все прошло идеально точно.
- Центральный элемент спирали приваривается на свое место, а остальные нужно доработать. Для этого используется все тот же пруток, который нарезается по 1 см в качестве ножек. Ножки навариваются на основание стальной полосы с шагом в 3 см, после чего детали устанавливаются на свои места, ножки обводятся маркером и при помощи дрели высверливаются отверстия. При выборе сверла нужно добиться достаточно узких отверстий, чтобы заготовка не «гуляла» потом.
- Все оставшиеся элементы объединяются в одну конструкцию при помощи сварочного аппарата. Каждый шов должен быть максимально завершенным без каких-либо пазух. Нельзя забывать, что труба снизу и сверху имеет по 7.5 см, чтобы можно было обеспечить устойчивость и качественное вращение.
 Если забыть про перчатку, то есть очень большой шанс получения травмы, мешающей работе в ближайшие 1-2 недели.
Если забыть про перчатку, то есть очень большой шанс получения травмы, мешающей работе в ближайшие 1-2 недели.
На этом основной элемент готов, но нужно доработать конструкцию, создав механизм для художественной ковки.
Вернуться к оглавлению
Вам может быть интересно: Сайт о потолках.
Ручной механизм вращения
Устройство двурогой наковальни.
Инструменты и материалы:
- Болгарка.
- Сварочный аппарат.
- Прут стальной без ребер.
- Сталь листовая.
- Шарикоподшипники.
- Пруток.
Данный механизм на самодельный станок для художественной ковки достаточно прост и недорог в изготовлении, но материалы должны отличаться самым высоким качеством. Если случайно забыть про качество, то однажды все развалится в руках.
Изначально подготавливается рабочее место — в столешнице проделывается отверстие, куда помещается шарикоподшипник с большим диаметром. В центре шарикоподшипника из стальной полосы либо подобных материалов формируется квадрат, совпадающий габаритами с трубой в основании. Если толщина столешницы позволяет, то нужно установить 2 таких шарикоподшипника, чтобы обеспечить идеальное равновесие.
https://moyakovka.ru/youtu.be/CtCVY1J0lks
3 стальных прута 15-20 мм свариваются под углом 120 градусов. Для качественной фиксации по центру пропускается короткий армирующий прут (лишь для фиксации), после чего сверху наваривается круглая стальная пластина для этой же функции. В итоге получается весьма прочный штурвал, который наваривается сверху на трубу. При желании в трубе можно предварительно сделать пазы под прутья, которые обеспечат дополнительное качество стыка.
В итоге получается весьма прочный штурвал, который наваривается сверху на трубу. При желании в трубе можно предварительно сделать пазы под прутья, которые обеспечат дополнительное качество стыка.
В самом конце фиксируется дополнительный пруток в 5 см от станка, на который будет идти упор заготовки при вращении. При необходимости пруток может проходить сквозь рабочий стол, лишь бы сопротивления хватало не согнуться во время работы.
Вернуться к оглавлению
Электрический механизм
Виды ковки.Инструменты и материалы:
- Асинхронный двигатель.
- Понижающий инвертор.
- Валики.
- Ремни прорезиненные.
Этот механизм очень удобно спаривать с ручным, т.к. они становятся взаимозаменяемы. Общего между ними — это базовая конструкция, пруток для фиксации и крепление шарикоподшипников.
Рабочая часть механизма формируется за счет установленного на небольшом отдалении электромотора (1000 об\мин, 2.2 кВт). К электромотору приделывается понижающий инвертор, который переводит скорость в силу, т.
Система объединения находится снизу, поэтому нужно зафиксировать болтами электромотор с инвертором, после чего при помощи системы роликов и ремня под столом подсоединить улитку для художественной ковки.
https://moyakovka.ru/youtu.be/JQ8usBkOYXs
Такой станок для ковки станет идеальным помощником для любого мастера по работе с металлом. Очень важно, чтобы художественная ковка отличалась высоким качеством и при этом не отнимала много сил. На всю работу у опытного мастера уйдет не более 2 дней, тогда как у новичка может занять и неделю.
Станок для художественной ковки: разновидности оборудования
Существуют разные приспособления для изменения формы и характеристик материала. Кованые изделия смотрятся актуально в любые времена. Чтобы выполнить ковку, нужно использовать специальное оборудование. Станки для художественной ковки можно купить в строительном магазине или сделать самостоятельно. Важно разбираться в технологиях ковки.
Важно разбираться в технологиях ковки.
Процесс ковки
Обработку металлических заготовок можно разделить на две группы:
- Холодный метод — изменение формы заготовки с помощью специального оборудования. Станки основаны на использовании рычагов, которые увеличивают усилие, передают его на материал. Не требует дополнительного обустройства мастерской, создания горна, покупки топлива для него. Металлические изделия соединяются с помощью сварочных аппаратов.
- Горячий метод — технологический процесс при котором материал разогревается до определённой температуры. После разогрева металл становится более пластичным и нужно применять меньше усилий для изменения формы заготовки.
Холодная ковка металла простой способ обработки. Горячий метод требует от кузнеца практического опыта. Однако при нагревании заготовок можно изготавливать изделия разной формы, изменять технические характеристики материала.
Инструменты и оборудование
Зависимо от того, какая технология ковки выбрана, изменяется список используемого оборудования. Станки для художественной ковки:
Станки для художественной ковки:
- пресс;
- твистер;
- улитка;
- фонарик;
- глобус;
- гнутик;
- волна.
Это оборудование используется при применении холодного метода обработки. При горячей обработке основными приспособлениями и инструментами являются:
Нельзя забывать про топливо для горна. Разогревая металл нужно позаботиться о пожарной безопасности, хорошей вентиляции. В мастерской должен присутствовать огнетушитель, работать нужно с использованием защитной экипировки, чтобы не получить ожогов.
Оборудование для горячей ковки
При горячей ковке металла нужно разогреть заготовку до необходимой температуры (показатель зависит от используемого материала). Среди необходимых инструментов, приспособлений, можно выделить три вида оборудования, о которых необходимо поговорить отдельно.
Кузнечный горн
Это приспособление для разогревания обрабатываемого материала. Горн состоит из нескольких ключевых элементов:
- Очаг — емкость для закладки топлива, оборудованная колосником.
- Рабочее окно, через которое закладываются заготовки.
- Дымоход для отвода продуктов горения.
- Отверстия подачи воздуха для равномерного горения расходного материала.

Чтобы не испортить материал, сделать процесс термической обработки более эффективным, нужно использовать качественное топливо для растопки горна. Лучше выбирать коксовый уголь.
Муфельная печь
Чтобы разогреть металлическую заготовку до высокой температуры, применяются муфельные печи. Отличие от горна — наличие муфеля. Он не позволяет разогреваемой детали соприкасаться с топливом, нагревательными элементами.
Муфельная печьНаковальня
Ключевое оборудование кузнечной мастерской при горячей ковке. Наковальня представляет собой тяжелый литой элемент, который состоит из нескольких частей:
- Рога, с помощью которых нагретый металл изгибается.
- Наличник.
- Основание с лапами для устойчивого размещения на полу мастерской.
Изготавливаются наковальни по ГОСТам. Вес кузнечного приспособления может достигать 270 кг.
Вес кузнечного приспособления может достигать 270 кг.
Станки для холодной ковки
Кузнечное оборудование для холодной ковки гораздо разнообразнее чем для горячего метода работы с металлами. Связано это с тем, что с холодным металлом работать тяжелее. Разные технологические операции выполняются с помощью отдельных приспособлений. Собираются металлоконструкции из отдельных элементов, которые скрепляются между собой сварочным аппаратом. Нужно поговорить об отдельных разновидностях приспособлений для холодной ковки, с помощью которых получают нужную форму заготовок.
Станок улитка
Приспособление с литым основанием и закреплёнными на нем изогнутыми элементами. Заготовка медленно подаётся через входное отверстие. Основание начинает закручиваться, и форма металлической детали изменяется.
Станок пресс
С помощью ручного фреза сдавливаются прутья, арматура. Это приспособление представляет собой ручной прокатчик, которые состоит из 2 валов, шестерней, основания с удерживающей конструкцией, рукоятью для вращения.
Это приспособление представляет собой ручной прокатчик, которые состоит из 2 валов, шестерней, основания с удерживающей конструкцией, рукоятью для вращения.
Станок торсионный
Торсион позволяет скрутить металлический прут в спираль или объединить несколько арматур вместе. Торсионный станок состоит из основания, неподвижных тисков, вращающегося зажима. При его вращении происходит скручивание металлического прута вдоль продольной оси.
Станок гнутик
Гнутик является ручным приспособлением для сгибания металлических прутьев под разными углами. Конструкция станка представляет собой литое основание, на котором закрепляется два вращающихся вала. Между ними располагается подвижный ромбовидный элемент, во время движения которого заготовка сгибается под нужным углом.
Станок волна
С помощью волны можно делать кованые изделия волнистой формы. Состоит из двух металлических дисков, рабочей поверхности, ворота для вращения подвижных элементов. Чтобы изменить форму волны, нужно сменить положение дисков на рабочем столе.
Станки для холодной ковки своими руками
Станки для холодной ковки, изготовленные своими руками, популярны в частным мастерских, гаражах. Кузнецы самостоятельно изготавливают приспособления для обработки металла, чтобы не тратить деньги. Этапы создания ручного оборудования:
- Изначально нужно выбрать вид изготавливаемого станка. Улитка должна иметь неподвижную спираль на рабочей поверхности, самодельный гнутик неподвижные валы и центральный подвижный элемент, торсион два типа зажимов, один из которых подвижный.
- На бумаге начертить чертёж будущего приспособления. Обозначить точные размеры, подвижные, крепёжные элементы.
- Сделать рабочую поверхность, на которой будут расположены остальные элементы.
После подготовки чертежа нужно собрать инструменты, расходные материалы. К ним относятся:
- Толстолистовая сталь для создания станины, рабочей поверхности, корпуса ручного приспособления.
- Крепежные элементы — гайки, болты.
- Болгарка.
- Инструмент для гибки металла.
- Сварочный аппарат.
- Шлифовальная машинка.
- Пассатижи.
- Дрель со сверлом по металлу.
- Разметочный инструмент.

Зависимо от того, какой вид станка для ковки выбран, могут понадобиться валы, втулки, шестерни, металлические диски, уголки, швеллера, тиски, вороты, ручки.
Чтобы изменять форму металлических заготовок, оборудование должно изготавливаться из металлов с высоким показателем прочности. Сначала нужно подготовить все элементы будущего приспособления по отдельности. Далее требуется соединить их с помощью сварочного аппарата. Соединительные швы обработать шлифовальной машинкой, покрыть защитным антикоррозийным составом.
Дополнительно необходимо подготовить рабочее место, продумать где будут расположены кузнечные тиски. Выделить область для соединения отдельных элементов изготавливаемого изделия. Работать с металлическими листами в перчатках. Сваривать элементы, используя защитную маску. Перед работой проверять надёжность крепления элементов.
Работать с металлическими листами в перчатках. Сваривать элементы, используя защитную маску. Перед работой проверять надёжность крепления элементов.
Станки для художественной ковки можно купить или изготовить своими руками. При самостоятельном производстве проще наладить процесс обработки холодного металла. Связано это с тем, что горячий метод требует обеспечения хорошей вентиляции. Разогретым металлом легко обжечься, работать с ним сложнее.
Станки для художественной ковки своими руками
Декоративно-прикладное искусство, результатом которого становятся предметы искусства, получаемые методом деформирования (холодного или горячего) металла, называют художественной ковкой.
Для выполнения горячей ковки используют, предварительно разогретый в кузнечном горне металл и после этого выполняют его обработку с применением ударных и других инструментов.
Для получения изделий методом холодной ковки нет большой необходимости в использовании предварительного нагрева, но потребуется использование некоторого, специализированного оборудования.
Инструменты для художественной ковки
Как и множество лет, назад, главным инструментами кузнеца являются кузнечный горн и молот. Это типовой набор оборудования, который существует в каждой кузне.
Кузнечный горн это печь, в которой происходит разогрев заготовки до необходимой температуры.
Металлический блок, на котором куют заготовку при помощи молота, называют наковальней. Для обработки заготовок применяют молотки разного веса. Начиная от минимального в 200 гр и заканчивая кувалдами в 10 и более килограмм. Кстати, механизация коснулась и труда кузнецов. Для обработки габаритных деталей применяют молоты, которые работают на пару, гидравлике или от механического привода.
Еще один не менее важный инструмент, без которого в кузне невозможно работать – клещи. Их используют для удержания деталей в процессе обработки. У этого инструмента длинные рукояти и это помогает кузнецу работать с горячими деталями, не опасаясь ожога рук.
К вспомогательным, относят целый набор кузнечных инструментов – зубила разной длины и шириной бойка. Подбойки, подсечки и пр. Кроме того, в серьезной кузне мастера используют несколько наковален.
Для холодной ковки мастера чаще применяют такие слесарные инструменты, как – шаберы, резцы, напильники с разным размером насечек. Кроме перечисленного в кузне можно встретить инструмент, применяемый для рифления поверхности и нанесения чеканки. Кстати, на первый взгляд, набор высококлассного кузнеца, напоминает хирургический инструмент. Большая часть инструмента применяется как при изготовлении деталей для нужд домашнего хозяйства, так и для выполнения художественной ковки.
Кроме, перечисленных инструментов в современной кузнечной мастерской можно увидеть станки для выполнения художественной ковки.
Виды кузнечных работ
Ковку металла производят путем деформирования заготовки. Надо помнить, что исходя из формы заготовки, применяемого инструмента и метода обработки кузнец имеет возможность выполнения следующих работ – получение шишек, спиральных изделий, пробой отверстий или рубку.
Кованые изделия с большими размерами собирают по частям. То есть, кузнец сначала получает отдельные детали, а уже потом собирает их в единое целое. Соединение деталей может быть выполнено или с использованием хомутов, заклепок, кстати, некоторые крепежные детали можно смело назвать элементами декора. В некоторых случаях применяют сварку и кузнечную, и традиционную электродуговую.
Именно поэтому большая часть кузнечных мастерских оснащают электро- и газосварочным оборудованием.
Станки для художественной ковки
Станки, применяемые для художественной ковки, по сути, заменяет собой большое количество инструмента и приспособлений, необходимых для получения кованных изделий. То есть, кузнец получает возможность использования одной установки, в комплект поставки которой входит набор технологической оснастки, позволяющей, изготавливать довольно сложные детали.
Для этого он должен установить заготовку, требуемую оснастку и просто нажать кнопку запуска оборудования. По сути, тяжелая кузнечная работа сведена к работе станочника.
Кроме того, применение станочного оборудования этого класса, позволяет сократить время на производство одной детали. Особенно это выгодно если партия заказанных изделий носит серийный характер.
Детали выполняют с использованием лекал или с применением систему числового управления.
Использование оборудования для художественной ковки позволяет сократить площади необходимые для работы.
Кузнечные станки
На рынке можно встретить станки для горячей, холодной и универсальной ковки.
Использование холодной технологии получения кованных деталей позволяет выполнять гибку с применением лекал, завивку кольцевых и спиральных деталей. Кроме того, станки и оснастка для холодной ковки позволяет выполнять рубку заготовок. выпускать такие детали, как завитки, прутки с винтовой формой и пр. Каждый вид указанных изделий производят или на отдельном станке или специальной технологической оснастке.
Самодельные станки для художественной холодной ковки могут иметь ручной или электрический привод. Такое оборудование не отличается высокой производительностью, но достаточно просты в производстве. Использование электрического привода практически устраняет необходимости применения мускульной силы, но в то же время конструкция и изготовления такого оборудования значительно усложняются.
Такое оборудование не отличается высокой производительностью, но достаточно просты в производстве. Использование электрического привода практически устраняет необходимости применения мускульной силы, но в то же время конструкция и изготовления такого оборудования значительно усложняются.
На практике применяют следующие группы станков:
- торсионный — на нем выполняют скручивание прутков или полосы вдоль продольной оси. Такие винтовые детали называют торсионами.
- фонарик — на этом устройстве выполняют две операции. На первой выполняют скручивание детали вдоль своей оси и одновременно выполняют его изгиб в нужном направлении.
- твистер — на этом станке, возможно, получение деталей в виде улиток для художественной ковки.
- гибочные станки, иногда их называют гнутиками, они предназначены для изгиба деталей под нужным углом.
- волновой (волна) — он предназначен получать детали волновой формы.
Обработка концов прутков происходит на инерционно — штамповочных станка.
Изготовление станка своими руками
Многолетний опыт использования станков для холодной ковки говорит о том, что самостоятельное изготовление самодельных станков для холодной ковки — это не самая простая задача и изготовить его в условиях гаражной мастерской, без использования механической обработки и соответствующего мерительного инструмента практически не выполняемая.
Поэтому после получения на руки комплекта рабочей документации необходимо его тщательно изучить и понять какие детали необходимо заказывать на предприятии, а какие можно выполнить самостоятельно.
Поэтому имею на руках комплект рабочей документации имеет смысл разместить заказ на изготовление некоторых узлов в заводских условиях. Например, станину у торсионного станка, целесообразно выполнять с использование современного токарно-фрезерного оборудования и аппаратов промышленной сварки. Все дело в том, что смещение центров, в которых происходит крепление заготовки перед ее скручиванием, гарантированно приведет к получению некондиционной детали.
Все дело в том, что смещение центров, в которых происходит крепление заготовки перед ее скручиванием, гарантированно приведет к получению некондиционной детали.
В то же время некоторые, например, станок по изготовлению улиток изготавливается исключительно на основании представлений мастера о последовательности работы станка.
Для его производства понадобятся следующие материалы прокат, который играет роль основания, листы, на которых будет выполняться получение улиток.
Сфера применения изделий художественной ковки
Изделия, которые изготовлены по технологиям художественной ковки применяют в архитектуре, дизайне интерьеров. Кроме того, такие изделия применяют для оформления внешнего вида здания. Внутри зданий устанавливают лестницы и другие предметы интерьера.
С применением кованых технологий производят предметы, которые устанавливают на улицах, в общественных местах, парках, городских садах, например, скамейки, кованые решетки (ограждения), столбы и другие предметы малой архитектуры.
С помощью этой технологии изготавливают элементы художественной ковки разного назначения, в том числе и украшение тончайшим кружевом из металла.
Станок для холодной ковки Декор-1
Станок Декор-1 предназначен для холодной ковки.
Устанавливаются:
Станок предназначен для холодной ковки и гибки основных элементов кованых изделий из металлопроката квадратного и круглого сечения толщиной от 6 до 20 мм, полосы от 2х10 до 10х40 мм, профильной трубы max 60х60х4 мм.
Возможности Декор-1:
Узнать ценуУзнать цену
Оставьте свои данные и мы дадим вам ответ максимально быстро.Внимание акция!!!
Если вы хотите экономить
покупая по самой низкой цене
Пришлите счет
который собираетесь платить
на более выгодных условиях.
То есть дешевле!!!
Сэкономим ваше время.
Подберем оптимальный вариант.
Позвоните нам:
WhatsAPP, Viber
Базовая комплектация
Артикул / Название
Что делает / Описание
Заготовка
Цена
МКБ
На малом кузнечном блоке выполняются все основные операции холодной художественной ковки.
Привод-Д1
РВ 1/1
Эксцентриковые вальцы РВ 1/1
круг, квадрат: 6-20 мм,
фасонная труба: до 20*20 мм.
У
Штамп «Улитка» — универсальная У
круг, квадрат: 6-16 мм.
Б-114
Барабаны для навивки колец Б-114
Изготавливает элемент «кольцо» D = 114 мм. |
Дополнительная комплектация
Артикул / Название
Что делает / Описание
Заготовка
Приспособления для МКБ
П1
Комплект приспособлений для изготовления элемента «торсион»
Предназначен для продольного скручивания квадрата, полосы в «Торсион». Максимальная длина скручиваемой длины 1. |

Квадрат 6*6, 8*8, 10*10, 12*12, 14*14, 16.*16, 20*20 мм
П2
Приспособление для «корзинки»
Комплект приспособлений для изготовления элемента «корзинка». |
Квадрат 6*6, 8*8, 10*10 мм.
НВ
Навесные вальцы.
Навесные вальцы предназначены для изготовления колец и дуг из проката квадратного и круглого сечения, профильной и круглой трубы. |
Квадрат: до 20*20 мм.
Круг, круглая труба: до 20 мм.
Профильная труба: до 40*40 мм.
Приспособления для изготовления хомутов
ХП-20
Ролики для изготовления хомутной полосы
Ролики накатывают рисунок на полосу. |
ПДХ
Приспособление ПДХ
На приспособлении из полосы изготавливаются хомуты, которые используются для закрытия мест сварки в изделиях. Данное приспособление не имеет аналогов и является одной из последних запатентованных разработок компании «Декор». |

Приспособления для завитков
П-ОЗ
Приспособление обратный загиб
Предназначено для предварительной подготовки заготовки перед изготовлением элемента «обратный загиб» из металлопроката квадратного и круглого сечения от 6 мм до 16 мм. |
круг, квадрат: 6-16 мм.
УДЛ
Приспособление для догибания лапки
Приспособление для догибания лапки элемента «доллар». |
круг, квадрат: 6-16 мм.
Штамп «Улитка» с нераскатанным окончанием
УБЛ
Штамп «Улитка» – УБЛ
Предназначен для изготовления элементов «доллар»,»бублик»,»запятая» без оттяжки лапки. |
круг, квадрат: 6-12 мм,
проф. труба: 15*15, 20*20 мм.
Штампы «Улитка» с раскатанным окончанием
Предназначен для изготовления элемента «доллар»,»бублик»,»запятая».
Предварительные работы: необходимо раскатать кованое окончание. Воспользуйтесь эксцентриковыми вальцами на блоке МКБ, УКГБ или КРБ.
Бублик арт. М0
Бублик
Доллар
Завиток
Запятая
Спираль
У
Штамп «Улитка» Универсальная
Предназначен для изготовления завитков из металлопроката квадратного и круглого сечения от 6 мм до 16 мм различной длины и внутренним размером 120*115 мм. |
круг, квадрат: 6-16 мм.
М0
Штамп «Улитка» — М0
Предназначен для изготовления завитков минимального диаметра без прямого участка. Внутренний размер завитка от 53*32 до 95*125 мм. |
круг, квадрат: 6-14 мм,
проф. труба: 15*15, 20*20 мм.
М1
Штамп «Улитка» — М1
Внутренний размер завитка 67*54 мм. |
круг, квадрат: 6-16 мм
проф. труба: 15*15, 20*20 мм.
М2
Штамп «Улитка» — М2
Внутренний размер завитка 80*40 мм. |

круг, квадрат: 6-16 мм,
проф. труба: 15*15, 20*20 мм.
Б1
Штамп «Улитка» — Б1
Внутренний размер завитка 167*181 мм. |
круг, квадрат: 6-16 мм,
проф. труба: 15*15, 20*20 мм.
Б2
Штамп «Улитка» — Б2
Внутренний размер завитка 200*203 мм. |
круг, квадрат: 6-16 мм,
проф. труба: 15*15, 20*20 мм.
Штампы «Улитка» с окончанием «обратный загиб»
Для получения элементов «доллар»,»бублик» ,»запятая» с окончанием «обратный загиб» необходимо его предварительно подготовить.
Бублик с обратным загибом
Доллар с обратным загибом
Запятая с обратным загибом
ОЗ-1
Штамп «Улитка» – ОЗ-1
Чтобы работать на ОЗ-1 нужно сделать предварительный загиб на любой стандартной улитке (к ним относятся Д1У, М1, М2, Б1). |
круг, квадрат: 6-16 мм.
ОЗ-2
Штамп «Улитка» – ОЗ-2
Чтобы работать на ОЗ-2 нужно подготовить загиб на специальном приспособлении П-ОЗ. |

круг, квадрат: 6-16 мм.
ОЗ-3
Штамп «Улитка» – ОЗ-3
Заранее подготовить загиб на приспособлении П-ОЗ. |
круг, квадрат: 6-16 мм.
ОЗ-4
Штамп «Улитка» – ОЗ-4
Необходима предварительная подготовка загиба на П-ОЗ. |
круг, квадрат: 6-16 мм.
ОЗ-5
Штамп «Улитка» – ОЗ-5
Заготовку необходимо подготовить на П-ОЗ. |
круг, квадрат: 6-16 мм.
Штампы «Улитка» с окончанием «плотный завиток»
На штампах можно изготовить различные конфигурации элементов «доллар», «бублик» ,»запятая». Для подготовки плотного завитка необходимо Приспособление Плотный Завиток (ППЗ).
ПЗ-1
Штамп «Улитка» – ПЗ-1
Внутренний размер завитка элемента 80*40 мм. |
круг, квадрат: 6-14 мм.
ПЗ-2
Штамп «Улитка» – ПЗ-2
Внутренний размер завитка элемента 45*70 мм. |
круг, квадрат: 6-14 мм.
Барабаны для навивки колецОснастка устанавливается на блоки МКБ или УКГБ. Каждая модель навивает кольца определенного диаметра. |
Б-50
Предназначен для изготовления элемента «кольцо»
диаметром 50 мм.
Б-70
Изготавливает элемент «кольцо» D = 70 мм.
Б-90
Изготавливает элемент «кольцо» D = 90 мм.
Б-114
Изготавливает элемент «кольцо» D = 114 мм.
Ролики для усиления профиля трубы
| ПТ-10 | Ролики в работе | Накатывает канавку, усиливая профиль трубы. | Профильная труба | |
| ПТ-15 | Профильная труба | |||
| ПТ-20 | Профильная труба | |||
| ПТ-25 | Профильная труба |
Эксцентриковые вальцы
Эксцентриковые вальцы предназначены для получения кованых окончаний (оттяжки лапок).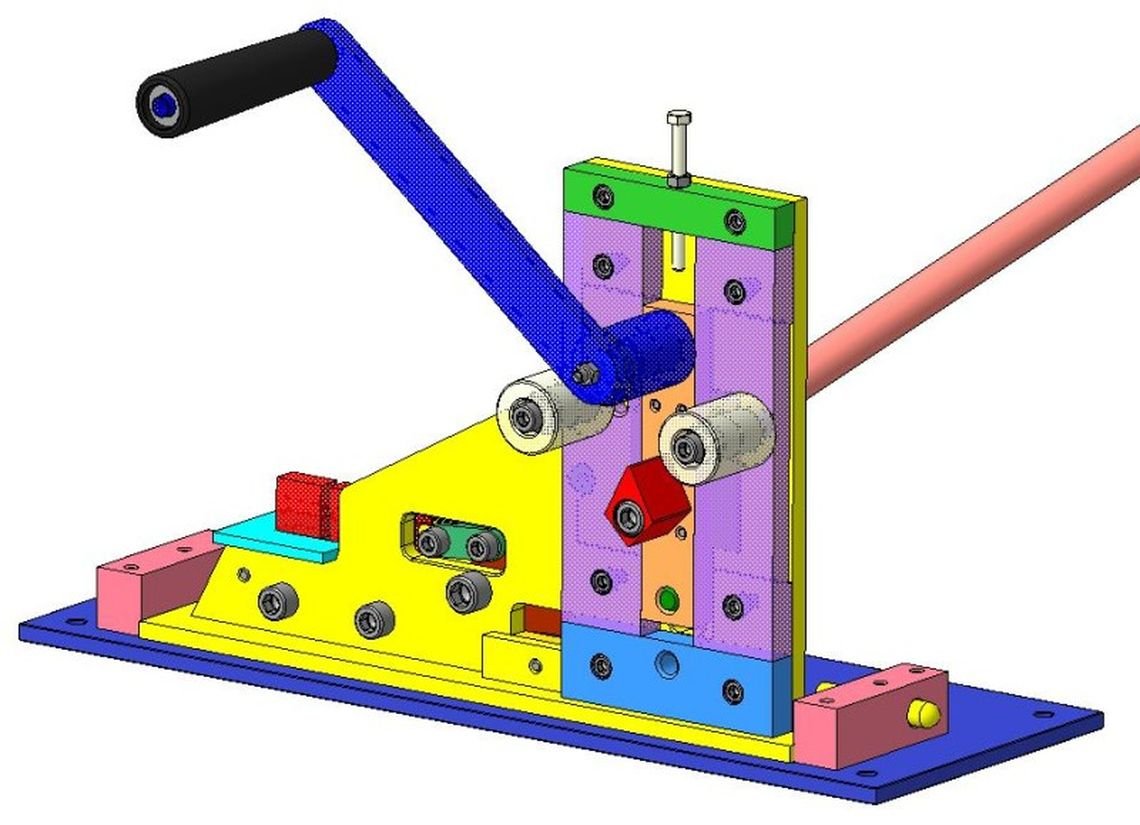
Установка на блоки МКБ и УКГБ. Не требуют перевальцовки.
Комплектация: Вальцы устанавливаются в паре: верхний и нижний.
РВ 1/2
Двойная «Гусиная лапка»
С помощью вальцов можно изготавливать по два кованых окончания «гусиная лапка» за одну операцию. |
круг, квадрат, фасонная труба: 6-20мм.
РВ 2/1
«Лепесток»
Изготовление кованого окончания «лепесток» и еще три вида окончаний: пика, гладкая лапка, купольная пика |
РВ 2/2
Двойной «Лепесток»
РВ-4
«Гусиная лапка/Лепесток»
РВ 3/1
«Лилия»
РВ 3/2
«Лилия двойная»
РВ 5
«Лилия/Гусиная лапка»
РВ 6
«Лилия/Лепесток»
Горны
Горн используется для нагрева заготовок при выполнении операций по оттяжке декоративных окончаний: “лапок”, “пик”, “лепестков”. Горн работает на газе пропане.
Горн работает на газе пропане.
К горну можно подключить компрессор с воздухом для более быстрого нагрева.
Технические характеристики:
Применяемое топливо: Пропан / природный газ.
Рабочее давление газа: 0,05-0,15 Мпа.
Рабочее давление сжатого воздуха: 0,15-0,2 Мпа.
Мах. температура нагрева заготовок: 1000 С.
Габаритные размеры: 246х246х286 мм.
Масса: 25 кг.
Д1-3
Газовый горн тупиковый
Предназначен для нагрева заготовки перед формовкой окончания. |
Д1-3/1
Газовый горн сквозного типа
Предназначен для нагрева середины заготовки и ее окончания перед формовкой окончания. |
Д1-3/2
Газовый горн сквозной с двумя горелками
Предназначен для нагрева заготовки перед формовкой. |
Технические характеристики Декор-1
| Мощность электродвигателя: | 3,0 кВТ. |
| Ток питания сети: | 380 В, 50 Гц, переменный, «трехфазный» (220V — под заказ). |
| Частота вращения рабочих валов: | 8,5 об/мин. |
| Направление вращения: | реверсивное. |
| Габаритные размеры: | 960х816х950мм. |
| Масса: | 287 кг. |
Ручные станки для холодной ковки
Ручные станки для холодной ковки можно купить готовые, а можно собрать кузницу своими руками, приобретая или изготавливая всё собственноручно. Покупное оборудование, высокопроизводительное и дорогое. Для небольшой мастерской более подходит второй вариант.
Основные направления холодной ковки – ограды, ворота, оконные решетки, некоторые предпочитают художественную ковку и чувствуют себя дизайнерами по металлу.
Так как печь не нужна при холодной ковке, то из инструментов понадобятся только наковальня и молот. Из материалов – горячекатаная сталь: квадратный и круглый профиль различного сечения, листы.
Для художественной ковки могут понадобиться ещё и некоторые цветные металлы.Перед началом изготовления изделия нужно иметь представление о его конечном виде, кроме того желательно иметь чертёж или трафарет в натуральную величину.
Оборудование для холодной ковки позволяет гнуть, резать, клепать, делать отверстия. Условно технологические процессы производимые на них, делятся на два вида: гибка и скручивание.
Самыми распространенными устройствами являются: Гнутик, Твистер, Улитка, Глобус, Волна и Фонарик.
Гибочный ручной станок «Гнутик»
Это основной инструмент. Применяется для гибки прута, трубки под радиус или с заданным углом. Не требует больших усилий, не изменяет структуру металла. Принцип действия: Изделие устанавливается между центральным (гибочным) и упорным валами. Гибочный вал давит на металлопрофиль, а упорный не даёт загибаться всей заготовке.
Принцип действия устройства показан на видео.
 com/embed/X1azjU1NbEc» frameborder=»0″ allowfullscreen=»allowfullscreen»/>
com/embed/X1azjU1NbEc» frameborder=»0″ allowfullscreen=»allowfullscreen»/>
Станок для скручивания «Твистер»
Позволяет закрутить профиль прямоугольного сечения вдоль продольной оси.
Видео: работа оборудования в действии.
Станок «Улитка»
Сворачивает стальные пруты в спирали, завитки, кольца и т.д. Радиус гибки ограничен только платформой. Представляет собой шаблон, для производства серийных изделий – литой, для индивидуальных работ – со съемными деталями.
Схема сборки приспособления своими руками
Общий вид
Как делать завитки на «Улитке»:
Станок гибочный «Глобус»
«Глобус” это устройство, похожее на транспортир. Применяется для холодной ковки объемных изделий из полосы, прута квадратного сечения и трубок.
Получается дуга с большим радиусом гиба, параллельно концы заготовок плавно сгибаются.
Работа на «Глобусе»:
Станок гибочный «Волна»
При помощи «Волны» создаются волнообразные изделия из проката различного профиля – квадрат, круг, шестигранник, трубки.
Работа на приспособлении «Волна»:
Станок гибочный «Фонарик»
Позволяет изготавливать изделия сложной, объемной формы – «Корзинка», «Фонарик». Узкоспециальный станок, но для кого-то незаменимый. Плетение допустимо для сечения круглого профиля – 30мм, квадратного – 16мм.
Также для полноценной работы кузнечной мастерской может понадобиться обрезное устройство по металлу и пробойник отверстий.
Изготовление оборудования своими руками
Изготовить все станки для ручной холодной ковки можно самостоятельно. Вот как, проявляя техническую смекалку, можно изготовить крайне полезный станок.
А вот как он работает:
Такое приспособление облегчает труд и на много повышает производительность.
Вышеописанные приспособления для холодной ковки металла не слишком сложны в изготовлении, просты в эксплуатации, не прихотливы.
Если нет причин покупать высокопроизводительное оборудование для нужд, например, завода, а предполагается установка его в небольшую кузницу, есть все предпосылки сделать необходимое оборудование своими руками или заказать у мастеров – самодельщиков. Такое вложение средств окупится гораздо быстрее.
Можно начать с малого – с «Гнутика», постепенно расширяя свой станочный парк.
Republished by Blog Post Promoter
ХУДОЖЕСТВЕННАЯ КОВКА металла: [фото и видео, станки]
[Художественная ковка металла] – это вид декоративно-прикладного искусства, когда утонченные предметы создаются методом ковки (деформирования) металла.
Выделяют художественную ковку горячим способом и холодную ковку.
Для горячей ковки заготовку предварительно накаливают в горне, а затем производят обработку на наковальне, периодически вновь разогревая предмет в огне.
Холодная ковка не требует предварительного накаливания детали.
История художественной ковки
Художественная ковка известна еще с давних времен, упоминание о художественной ковке можно найти в сказаниях древних народов, например, в мифах Древней Греции, где рассказывается о великолепных доспехах, которые бог-кузнец Гефест создавал своими руками.
Художественная ковка из металла была распространена среди всех народностей, умевших работать с металлом, первые предметы, декорированные ковкой, археологи относят к III тысячелетию до н.э.
Мастера кузнечного дела своими руками украшали ковкой все – от оружия и доспехов до предметов быта, посуды, позже кованные изделия стали применяться и в архитектуре. Специального оборудование для ковки появилось гораздо позднее.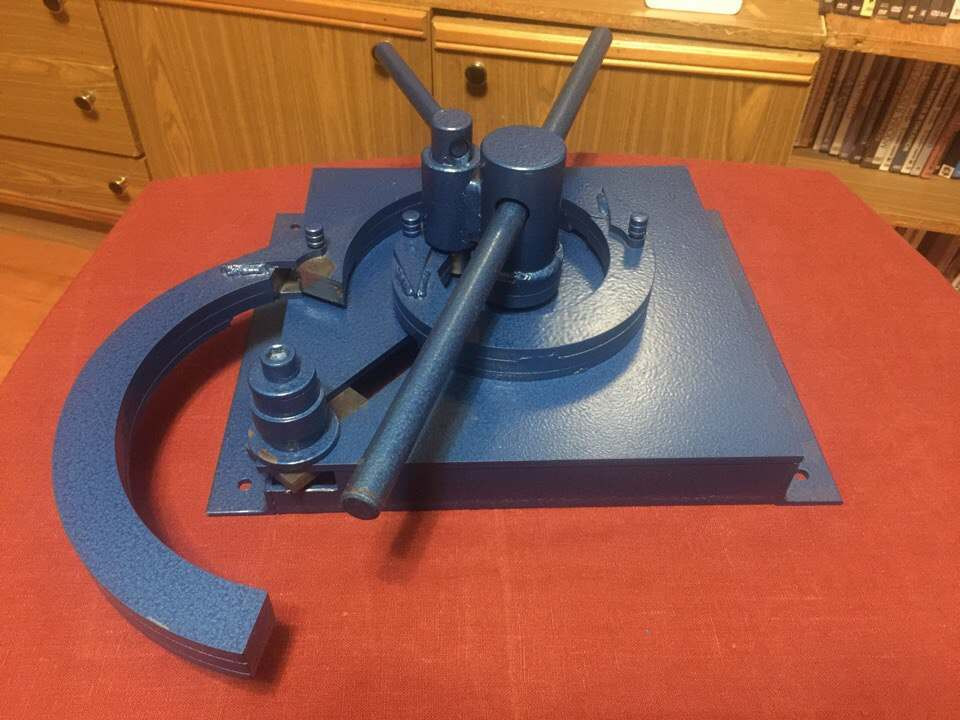
Фото наглядно показывает насколько тонким и воздушным может быть кованное изделие из металла.
Вместе со сменой моды и художественных стилей, царящих в обществе, менялся и вид предметов, изготавливаемых в кузницах.
Все стили искусства – от строгой готики до вычурного барокко – можно увидеть в кованных изделиях, созданных в различные годы.
На предлагаемых фото отчетливо видна принадлежность кованных изделий к различным стилям.
Дизайн кованных предметов претерпевал существенные изменения, чтобы соответствовать последним веяниям искусства, однако, ключевые моменты оставались неизменными – все изготавливалось в кузнице-мастерской, где было специальное оборудование. Каждый предмет подчеркивал индивидуальность и показывал статус своего хозяина, будь это грубый узор на металлическом блюде или причудливая вязь кованных ворот усадьбы, как на этом фото.
Конечно, изначально кованные изделия изготавливались вручную, но с развитием техники работа кузнеца стала более механизированной, появилось оборудование, позволяющее поддерживать в горне постоянную температуру, были изобретены пневматические и механические молоты.
В современном мире мастера, создающие кованные произведения искусства, могут выполнять работу своими руками или использовать оборудование, чтобы выполнить художественную ковку металла.
Инструменты для ковки
Как и тысячелетия назад, самыми главными инструментами для выполнения ковки своими руками являются наковальня, молот и горн. Это стандартное оборудование для ковки может сегодня приобрести себе каждый.
Горн – это специальная печь, в которой заготовка разогревается до нужной температуры. Наковальней называют металлический опорный блок, на котором производится ковка заготовки при помощи молота.
В зависимости от размера изделия применяются молоты разного веса – от ручника до кувалды.
Работу кузнеца у наковальни и другое оборудование для ковки вы можете представить, посмотрев данное видео.
Видео:
В больших художественных мастерских для ковки больших предметов используются пневмо- или механические молоты.
К вспомогательным кузнечным инструментам относят клещи – приспособление для удерживания детали.
Клещи имеют длинные рукоятки, чтобы избежать ожогов при разогревании металла в горне и травм при ковке изделия.
Также в группе вспомогательных инструментов для горячей ковки выделяются различные скругленные молотки, зубила, подбойки, бородки, подсечки, обжимки и т.д., мастера также используют несколько видов плит.
При холодной ковке в руках мастера можно увидеть напильники, шаберы, резцы, штампы, а также различный инструмент для зернения, рифления и чеканки.
В зависимости от габаритов изготавливаемого предмета, кузнец использует инструменты различных размеров, на данном фото инструменты кузнеца чем-то напоминают хирургический инструментарий.
Весь этот инструмент применяется, если мастер выполняет художественную ковку своими руками.
Также в мастерских вы можете увидеть специальные станки для художественной ковки, один из которых представлен на следующем фото.
Виды кузнечных работ
Художественная ковка металла выполняется путем деформирования заготовки, при этом в зависимости от типа заготовки (металлополоса, прут, труба, проволока и т.д.), используемого инструмента и способа обработки, мастер своими руками может выполнять следующие работы: изготовление шишек, корзин, колец, спиралей, скручивание прута, чеканку, пробивку отверстий или рубку.
В фото, расположенном ниже, вы можете посмотреть самые простые элементы художественной ковки.
Кованные изделия больших размеров создают по частям – мастер своими руками выковывает отдельные элементы, которые потом собираются по схеме в единое целое.
Соединение элементов выполняется с помощью хомутов и клепок, что также является элементом декорирования (смотрите фото), в некоторых случаях используется сварка различных видов.
Поэтому художественные мастерские, где занимаются ковкой, оборудуются также и сварочными аппаратами.
Виды современного кузнечного оборудования
Станки существенно облегчают работу кузнеца, теперь вместо целого набора кузнечных инструментов мастер получает в управление один станок и становится по сути его оператором.
Вместо тяжелой физической работы кузнец устанавливает на станке необходимую оснастку, закрепляет заготовку и нажимает одну кнопку или педаль.
Дополнительно к этому сокращается время на изготовление одного предмета, изделия имеют одну форму и размеры, так как выполняются по лекалам (оснастке), либо с использованием программного управления.
Применение станков для художественной ковки, ввиду их компактных габаритов, освобождает дополнительные площади в мастерской.
Кузнечные станки
Основным оборудованием для художественной ковки являются кузнечные станки.
Выделяют:
- станки для горячей обработки металла;
- станки для холодной обработки металла;
- универсальные станки, которые позволяют использовать оба способа обработки.
К «холодной» обработке относятся, например, гибка деталей по шаблону, изготовление скрученных деталей, холодная рубка заготовок, навивка колец и спиралей.
«Горячим» способом выполняются следующие работы: расковка «лапок», расковка и закатка плотных «лапок», расковка купольных и граненых пик (смотрите примеры на фото).
Наиболее распространены в нашей стране отечественные универсальные станки «Мастер-2» и «Мастер-3», позволяющие выполнять художественную ковку своими руками.
Видео:
Преимущество этих станков в их надежности и безотказности, а также широком ряде кузнечных операций, доступных для этих станков.
Также хочется отметить удобный для российских покупателей ценовой сегмент, и доступность всех элементов оснастки и запчастей к этим станкам.
Станок «Мастер-2» выполняет ковку «холодным» и «горячим» способами, для разогрева заготовок используется пропановая печь, дополняющая комплектацию этих станков.
На видео выше вы можете посмотреть изготовление основных кованных элементов на станке «Мастер-2».
«Мастер-3» — это младший брат предыдущей модели, отличается от него меньшими габаритами и почти втрое меньшим весом.
Он использует только «холодную» ковку, однако более удобен для бытового использования, позволяет выполнять художественную ковку буквально своими руками.
А на данном видео кузнец демонстрирует нам работу на станке «Мастер-3».
Видео:
Станки рассчитаны на напряжение 380 В и 220 В, вторая модификация вовсе не означает снижение производительности или мощности этого станка, но делает доступным подключение станка к общей распределительной электрической сети.
Индукционные нагреватели
Также к кузнечному оборудованию относят индукционные нагреватели (см. фото).
Индукционные нагреватели используются для быстрого разогрева заготовки при «горячем» способе обработки.
Работа нагревателя основывается на эффекте электрической индукции, благодаря которому на разогрев пятисантиметрового кончика прута сечением 20 мм до температуры 1100°С вы затратите не более 10-15 сек.
Этот способ более удобный и экономически выгодный по сравнению с печами на пропане, которые идут в комплекте с некоторыми станками.
Индукционные нагреватели работают от сети 380 В и 220 В, их КПД достигает 98%, а потребляемая мощность не превышает 20-30 кВт.
При этом потребление электроэнергии происходит только в момент разогрева.
Нагреватели можно устанавливать в местах, где запрещены работы с открытым огнем, для них не нужно подводить систему газоснабжения, либо постоянно заботиться о своевременной заправке газовых баллонов.
Оборудование для художественной ковки своими руками
Технология холодной ковки своими руками
Любуясь красотой ажурной металлической ограды или восхищаясь невероятным витым узором на перилах железной лестницы, мало кто задумывается о том, что изготовлены они методом холодной ковки. Научится воплощать красоту в металле можно без особых усилий. Для этого достаточно обладать минимальными навыками работы с металлом и иметь специальные станки для холодной ковки.
Что такое холодная ковка? Какие нужны для неё станки? Что можно изготовить на этих станках? Ответы на эти вопросы вы найдёте в нашей статье.
Холодную ковку правильнее будет назвать — механическим сгибанием металлического прута на специализированных станках, для придания ему формы задуманной производителем. Сгибание прутьев в станке, можно производить как в ручную с помощью рычагов, так и с применением электромоторов. Помимо металлического прута, методом холодной ковки можно сгибать трубы небольшого диаметра, узкие железные полосы и арматуру. С применением метода холодной ковки производятся:
- Витые ограды.
- Украшения для жилых сооружений.
- Узорные ворота.
- Ограждения для балконов и лестниц.
- Металлические садовые скамейки.
- Украшения для беседок и фонарей.
- Большое количество вариантов решёток.
Элементы изготовленные методом холодной ковки
Освоив метод холодной ковки, в с лёгкостью сможете начать своё дело по производству изделий из металла. При этом, первоначальные финансовые вложения вам потребуются только на закупку станков, а если вы изготовите станки своими руками, то можно обойтись минимальными затратами.
Станки для холодной ковки
Ниже мы приведём вам инструкции по самостоятельной сборке станков для холодной ковки.
Станок «улитка»
Изготовление станка «улитка», это один из примеров самостоятельного конструирования, при этом давать советы с точным указанием размеров всех деталей не имеет смысла. Вам нужно ориентироваться на своё представление о работе станка, как и что будет гнуться, какое количество витков спирали будет достаточно для качественной работы, какого размера будет рычаг со столешницей. Если вы поймёте суть процесса изготовления станка, то сама сборка не вызовет особых затруднений.
Станок “улитка”
Изготовление основных узлов станка
Процесс сгибания железного прута, подвергает станок сильным нагрузкам, поэтому при изготовлении каркаса для «улитки», используется только металлические уголок, швеллер или толстостенная труба. Не делайте каркас из деревянных брусьев, такой стол не выдерживает длительных нагрузок и разрушается.
Столешница для «улитки» делается из металлической плиты вырезанной в форме круга, толщиной не менее 4мм. Из этой же плиты, вырезается вторая столешница, повторяющая форму первой. На второй столешнице будут размещаться сегменты улитки и производится сгибание изделий. В процессе холодной ковки, столешница принимает на себя основную часть нагрузки, поэтому не нужно экономить и делать её из более тонкого листа железа.
Из этой же плиты, вырезается вторая столешница, повторяющая форму первой. На второй столешнице будут размещаться сегменты улитки и производится сгибание изделий. В процессе холодной ковки, столешница принимает на себя основную часть нагрузки, поэтому не нужно экономить и делать её из более тонкого листа железа.
Основной вал и рычаг.
Основной вал размещается по центру между столешницами и крепится к основанию с помощью четырёх прямоугольных треугольников. Изготовить вал можно из толстостенной трубы нужного диаметра.
Рычаг крепится к валу с помощью кольца и вращается вокруг него, дополнительно на рычаг устанавливается ролик для сгибания прутьев на верхней столешнице.
Схема станка
Разметка и монтаж навесных деталей
В зависимости от того желаете ли вы производить только однотипные образцы или вам потребуются более художественные изделия, существует три варианта устройства «улитки».
Вариант №1.
Это самый простой из трёх вариантов, суть его в том, что на столешнице прорисовывается контур спирали.
Чертёж сегментов “улитки”
По своей сути это рисунок будущих изделий которые вы будете производить на станке. После нанесения схемы, достаточно вырезать из толстых полос железа разной ширины, несколько сегментов, повторяющих линию рисунка и приварить их по разметке к столешнице. На такой статичной «улитке» вы сможете производить простейшие изгибы.
Вариант №2.
Второй вариант является самым популярным среди самодельных станков, он подразумевает изготовление разборной улитки из съёмных частей. Вдоль контуров разметки высверливаются отверстия, в которых нарезается резьба. Далее, из картона или фанеры изготавливаются шаблоны для сегментов-упоров и по ним из металла делаются накладки. В завершении, в накладках высверливаются отверстия, которые должны совпасть с посадочными гнёздами на столешнице. Для закрепления сегментов, используются в основном болты, но вы можете сделать и цилиндрические упоры. Данная конструкция «улитки», позволит на одном станке производить спиралевидные заготовки с различными радиусами.
“Улитка” из полос металла
Вариант №3.
В третьем варианте вместо разборных сегментов-упоров, изготавливаются несколько съёмных модулей с разными вариантами улитки, которые меняются по мере необходимости. Модуль делается куска железа на который наварены сегменты повторяющие части спирали.
Модули “улитки”
- Установите каркас на месте где вы будете иметь свободный доступ к станку со всех сторон.
- Забетонируйте ножки каркаса в полу или закрепите каркас другим доступным способом.
- Приварите к каркасу основную столешницу.
- Установите основной вал приварив его к столешнице и укрепив треугольниками.
- Наденьте на вал вращающийся рычаг.
- Установите верхнею столешницу, приварив её к основному валу.
- Установите на столешницу сегменты улитки.
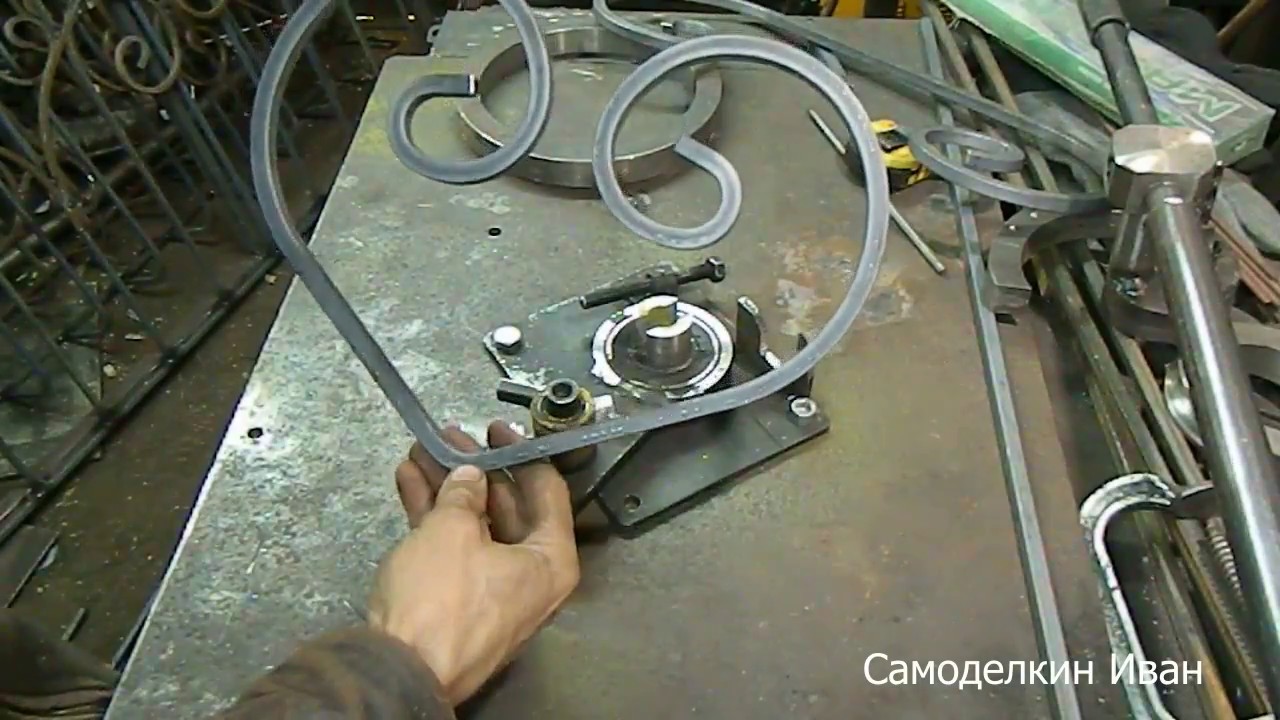
После сборки проведите пробное сгибание прута.
Что бы более подробнее узнать о сборке станка для холодной ковки «улитка» ознакомьтесь с видеороликом:
Станок торсионный
Данный станок предназначен для одноосного продольного скручивания заготовки из прутка поперечной или квадратной формы.
Станок торсионный
Для основания торсионного станка используются швеллер или двутавр. К нему с помощью сварки присоединяют толстую железную полосу, на которую устанавливают тиски для зажима неподвижной части прута. Тиски закрепляются четырьмя болтами диаметром М16 или более. Для увеличения прочности зажима прутка, на тиски навариваются рифлёные пластины из листовой стали. С противоположной стороны основания устанавливаются направляющие ролики, к которым присоединяется зажимной узел для подвижной части заготовки. Его изготавливают из стальной втулки, в которой необходимо предусмотреть отверстия для зажимных болтов расположенных под углом 120 градусов. Болты должны иметь плоский торец и быть изготовлены из качественной стали. Оба зажимных устройства должны располагаться соосно, для этого их необходимо проверить с помощью уровня, слесарного угольника и штангенциркуля.
Виды станков
Далее необходимо изготовить ручку для проворачивания подвижной части зажима. Её рычаг должен бить как можно длиннее, для снижения прикладываемого усилия. Саму рукоятку лучше сделать с резиновой втулкой, для исключения проскальзывания руки во время работы.
После полной сборки станка его проверяют на надёжность работы подвижных элементов и точность производства деформации прутка. После проверки станок крепится к опорной раме.
Простая модель торсионного станка
Как сделать торсионный станок своими руками смотрите в ролике:
Станок «гнутик»
Чтобы качественно сформировать угол в изделии производимом методом холодной ковки, вам понадобится станок под названием «гнутик». Он состоит из стальной пластины с подвижным упором на которых находятся два опорных вала и рычаг.
Станок “гнутик”
Заготовка помещается между клином и опорными валами. После этого, с помощью рычага происходит смещение клина по направлению к валам, что приводит к изгибу заготовки.
Компьютерная модель станка
Изготовить такой станок довольно просто, главное следовать приведённому чертежу и использовать инструментальную сталь, поскольку во время работы на части устройства производится большая нагрузка.
Как сделать станок “гнутик” вы также можете посмотреть в видеоролике:
Станок «волна»
Правильнее назвать данный станок — управляемая волна. Оснащение станка состоит из пары стальных дисков диаметром 140 мм., которые крепятся при помощи болтов к рабочей столешнице. На ведущем диске закреплена ось вращения универсального воротка.
Станок “волна”
Управление волной происходит в следствии изменения расстояния между дисками. При обкатывании воротком прутка вокруг ведущего диска, происходит формирование узора, после этого, пруток снимается с кондуктора и формируется узор с другой стороны.
Посмотреть работу станка вы можете в видеоролике:
Станок — пресс
Для формирования наконечников прутьев необходим пресс. Этот станок работает по принципу маховика, в начале вращая штангу с грузами отводят винтовой боёк назад до упора. После этого вставляют в гнездо сменный штамп и ставят заготовку. Далее, быстро раскручивают штангу в обратную сторону и оставляют его свободно вращаться. В заключении боёк сильно бьёт по хвостовику штампа, за счёт этого развивается усилие достаточное для штамповки.
Прокатный пресс
Что касается ручного прокатного стана, то его можно сделать самостоятельно, но вам всё равно придётся заказывать — валки из специальной стали, подшипниковые втулки и валы, а шестерни покупать в магазине. Изготовить на таком станке можно только наконечники «гусиная лапка» и «лист».
Соединение и покраска деталей
Элементы произведённые методом холодной ковки, соединяются двумя способами:
- Сварка — детали привариваются друг к другу, а окалина стачивается «болгаркой» или другой шлифовальной машиной.
- Хомуты — такой вид соединения смотрится гораздо красивее. Для хомутов используют проштампованные полоски металла толщиной от 1,5 мм.
Покраску готовых изделий производят кузнечными эмалями или красками для металла на акриловой основе.
Соединения деталей с помощью сварки
Изделия произведённые методом холодной ковки
Предлагаем вам ознакомиться с вариантами изделий которые вы можете сделать используя метод холодной ковки:
- Элемент забора полностью сделанный по методу холодной ковки. Для соединения деталей использованы хомуты. Для изготовления использовались станки: «улитка», торсионный, «гнутик» и «фонарик».
- Скамейка содовая — изготовлена посредством холодной ковки и обшитая деревом.для соединения элементов использована сварки и хомуты. В изготовлении применялись станки — «улитка», торсионный, пресс.
- Балконные перила — метод производства — холодная ковка. Элементы перил соединены при помощи сварки и хомутов. Используемые станки при производстве — «волна», «улитка», пресс.
- Лестничные перила — произведены по методу холодной художественной ковки. Детали соединены с помощью сварки. В производстве использованы станки — торсионный, «фонарик», «улитка».
- Козырёк — методом холодной ковки выполнен каркас козырька. Детали соединены с помощью сварки. В процессе изготовления использованы станки — «улитка», «волна», пресс.
- Мангал — простая конструкция изготовленная по методу холодной ковки. Для соединения деталей использованы хомуты и сварки. Элементы мангала производились на станках — торсионный, «улитка».
- Двуспальная кровать — для спинок использован метод холодной ковки. Соединения сделаны сваркой и хомутами. В процессе изготовления использованы станки — «улитка», «волна» и пресс.
Как видно из всего вышеперечисленного, метод холодной ковки не требует больших финансовых затрат и довольно лёгок в освоении, поэтому если вы решили начать обучение кузнечному делу именно с этого метода, то вы поступили правильно.
Самодельный станок для холодной ковки своими руками чертежи
Невооружённым глазом можно заметить, что у того или иного человека появился красивый забор или ворота, различного вида предметы декорирования приусадебных участков. Всё это воплощается в реальность посредством ковки, с отсутствием каких — либо температур.
В современном обществе очень хорошо развита холодная ковка металла. За долгие годы существования такого промысла, люди создавали инструменты, с помощью которых можно производить тонкие элементы декорирования из железа.
Основные приспособления
Механизмы без которых холодная ковка была бы очень тяжёлым занятием
Механизм улитка
Применяется для придания отдельным участкам поковок спиралевидной формы. Как правило, сама улитка закреплена на толстой, железной
Виды станков для ковки
плите и может быть съёмной. Толщина такой плиты должна быть не тоньше 4 миллиметров толщиной. Как правило, на изделие, который создан своими руками, необходимо изготовить различные оттиски, называемые шаблонами. С помощью подготовленных шаблонов есть возможность придавать стальным прутьям различные формы.
Механическое устройство универсал
На таком устройстве осуществляется резка, клёпка и формирование. Довольно удобная вещь, в своём роде. В отличие от заводского электрического механизма, его можно также собрать своими руками и сэкономить свой бюджет.
Устройство гнутик
С помощью него производится дуговая деформация под углом. Главное заранее сделать чертежи и точно разметить градусы углов, чтобы с помощью станка производить точное сгибание прутьев.
Аналог гнутика твистер
Способствует производить сгибание вдоль продольной оси уже готового объекта. Такое приспособление можно сделать несколькими способами. По металлическому шаблону, как это распространено и закрепив на толстой доске крупные болты. Суть такого станка в том, что оба конца металлического прута зажимаются и с одной стороны, посредством вращающейся рукояти, производится скручивание.
Агрегат волна
С его помощью можно получать волнообразные заготовки из металлических прутьев. С помощью такого станка можно изготавливать периодические решётки по типу «Боярские», «Волна».
Штамповый пресс
С помощью такого пресса, на изделие наносятся штампы с различными узорами. Как правило, должно иметься огромное множество таких штампов с различными рисунками. Производится это посредством вдавливания в металл штампа. Соответственно, под давлением на металле остаются чёткие отпечатки шаблонов.
Механический узел
Для сгибания кругов из металлических прутьев, различных диаметров. Когда в конструкции декора должны присутствовать круги, такое приспособление незаменимо.
Виды холодной ковки
В кузнечном деле, червонную болванку, либо отдельную деталь, принято называть «поковкой». Такой же термин имеется и в горячей ковке металла. Только он уже означает процесс ковки металла, для придания заготовке необходимой формы.
Разновидности холодной ковки
Различают непосредственно 7 видов холодной ковки, которые производятся по строгой последовательности. Каждый вид — это определенный процесс, производимый с заготовками. Если не совершать этих действий в соответствии с требованиями, то у вас ничего не получится. Итак, рассмотрим эти виды.
Непосредственно, ковка металлических заготовок. Ковка является самым сложнейшим и объёмным процессом в кузнечном деле. Холодная ковка разделяется на следующие виды и подвиды:
Такое действие производится под давлением. Делается это для того, чтобы уменьшить высоту заготовки и увеличить боковые размеры заготовок.
Это действие производится за счёт нагревания заготовки и обработке молотом. За счёт чего, уменьшается площадь поперечного сечения и происходит увеличение длины заготовки.
Данное действие производится для получения на заготовках необходимых отверстий. Как правило, совершая такое действие, на заготовках появляются различных размеров пазы, отверстия различных диаметров. Прошивка бывает нескольких видов:
Открытая прошивка
Производится сплошным прошивнем, за счёт вытеснения металла. Однако такое действие влечёт за собой дополнительную обработку заготовки.
Закрытая прошивка
Производится пустотелым прошивнем. Обычно используют при изготовлении больших отверстий.
Совет: «За счёт осадки и протяжки металлических заготовок, структура металла может стать хрупкой. Поэтому необходимо обращаться с заготовками аккуратно, чтобы не допустить внезапной поломки той или иной детали! В лучшем случае придётся переделывать поковку, а в худшем случае, может нанести здоровью непоправимый вред!»
На этом процесс холодной ковки не завершается, а наоборот находится в самом разгаре
Далее совершается три последовательных этапа:
Наглядный процесс холодной ковки.
(штампование) — называется процесс пластичной деформации заготовки, с изменением форм и размеров металла. Различают несколько видов штамповки:
Объёмная штамповка
Производится за счёт давления. Когда ковочная деталь нагрета до соответствующих размеров, она подвергается прессованию специальными штампами. Такой способ применяется на производствах, где детали, полученные таким способом, выпускаются партиями.
Листовая штамповка
Производится из листового железа. Применяется при производстве мелких и средних деталей металла. Такой вид штамповки позволяет добиться высокого качества и прочности от изготавливаемых деталей.
Прессование
Этот процесс обработки металла производится за счёт высокого давления, за счёт чего повышается плотность металла и изменяется его форма. Существует несколько видов прессования:
Прямое прессование
Такой способ позволяет получать различные профильные заготовки (прутья, трубы, профили). Процесс заключается в выдавливании металла через определённое отверстие.
Обратное прессование
При этом процессе заготовка располагается в формуляре, а давление производится в обратном направлении, нежели при прямом прессовании.
Является процессом протягивания , уже прессованных прутьев через специальную волочильную матрицу. За счёт такого процесса можно получить проволоку, фасонные профили, трубы с тонкими стенками.
Заключительным, а также достаточно ответственным этапом является прокатка
В этом процессе участвует закон «Силы трения», за счёт которого, путём трения специальными валиками о поверхность заготовки, происходит пластическая деформация. В свою очередь различают 5 видов прокатки изделий:
Завершающий этап холодной ковки -прокатка.
Продольная прокатка
При использовании этого вида прокатки, на станке, валики вращаются в разные стороны. За счёт этого происходит постепенное обжимание и удлинение детали. В данном случае производится листовое железо, ленточное железо и полосы.
Поперечная прокатка
При данном виде прокатки, валики движутся в одном направлении. За счёт этого деталь подвергается деформации в поперечном движении. К примеру, посредством такого вида получают цилиндрические шестерёнки с накатанными зубцами.
Поперечная или винтовая прокатка
в данном случае валики на станке установлены под углом друг к другу. Тем самым поковка получает поступательное и вращательное движения. Между этих валов получается зазор и металл, попадая в этот зазор, получает свою деформацию. Такой вид прокатки используется для создания трубных заготовок, так называемых «гильз».
Проектирование станка для холодной ковки
Прежде, чем заниматься сборкой , необходимо создать проект, в котором будет подробно описано всё то, что вы собираетесь воплотить в реальность.
Однако, перед созданием своего стального детища, необходимо прочитать очень много литературы, в которой подробно описаны все приспособления. Чтобы в процессе сборки не возникло непредвиденных ситуаций, важно иметь представление о станке, его размерах и размерах каждой из деталей, которые будут задействованы в проекте.
Потому, как все детали будут производиться из чернового металла или из каких-либо деталей, которые лежат без дела в вашем гараже.
Итак, прежде чем приступить к изготовлению изделия для ковки, необходимо изготовить станину, на поверхности которой и будут располагаться все необходимые детали станка.
Чтобы иметь представление о самодельном станке и о ковке в целом, а также узнать, как собрать, посмотрите видео ролик, представленный ниже:
Теперь, когда у вас сложилось представление, можно приступить к изготовлению — станины.
Станина должна изготавливаться из прочного материала. Это может быть массив дерева, причём достаточно плотным и толстым или железная плита. Однако, она должна иметь железную опору из сваренных или прочно закреплённых к станине ножек. В готовом виде у вас должен получиться прочный верстак.
После того, как станина изготовлена и установлена в необходимом месте, можно начинать собирать и крепить все приспособления на станину.
Схема сборки приспособления «Улитки».
Выше представлена схема сборки приспособления, так называемой «Улитки». Предназначена она для изготовления спиралевидных завитков на поковке.
Составляющие детали механизма
- Ведущий лемех самой улитки,
- Основная ось,
- Рычаги для совершения силовых операций,
- Фиксатор для металлической заготовки,
- Площадка станка,
- Прижимной валик,
- Палец для фиксации лемехов улитки,
- Пружина для притяжения прижимного валика,
- Рычаг управления валиком.
Для большей наглядности можно посмотреть архив чертежей данного приспособления. Скачать
Универсальный станок для холодной ковки предназначен для отрезания металлической полосы, металлического прутка или квадрата. Также можно пробивать отверстия под
Чертеж универсального станка
заклёпки и заклепать ту или иную деталь. Он приспособлен для сгибания под заданным углом и для производства вальцевания. Состоит такое приспособление из 39 деталей. Подробнее с ними вы сможете ознакомиться в данном архиве. Скачать
Предназначен для сгибания различных металлических заготовок, а также дуговых поковок определённого радиуса. Для изготовления данного станка применяют преимущественно инструментальную сталь. Это объясняется тем, что в приспособлении преобладают большие нагрузки. Состоит из рукояти, движущегося по оси углового гнутика, три валика, которые в закреплённом состоянии похожи на треугольник. Также крепёжные элементы и элементы крепления станка к станине.
Предназначен для сгибания металлических прутьев, квадратов и полос вокруг продольной оси. Получается торсионное скручивание. Состоит из двух креплений, закреплённых на усиленной станине с отверстиями под металлический прут и рукояти, чтобы совершать движения по оси. Более подробную информацию можно найти в архиве чертежей данного приспособления.
Приспособление волна предназначено для изменения изгиба металлической заготовки, получая волнообразные детали. По своей значимости — это тот же гнутик, однако имеет волна сложную конструкцию.
С помощью штампового пресса можно совершать оттиски рисунков на металлических заготовках.
Если вы вдруг собрались сделать собственноручно, начертите обязательно все нужные эскизы и чертежи с размерами, предположительно таких же размеров, какими они будут в сборной конструкции.
Такой манёвр позволит Вам полностью иметь представление о будущем станке, поможет редактировать все детали на чертеже. Также посмотрите множество роликов в интернете на тему «Как сделать приспособления для холодной ковки?». Это даст возможность иметь представление о полной картине.
А также прочитайте немного литературных произведений, которые посвящены данному вопросу. Как изготовить ту или иную деталь, а также, из какого материала она должна быть изготовлена, вы тоже должны изучить. Когда вы будете знать наверняка, что к чему, вы с лёгкостью сможете сделать станок своими руками!
Ниже представлены три видео ролика посвящённые отдельным частям механического узла, без применения высоких температур:
Приспособление «Гусинная лапка» видео
Приспособление «Твистер» видео
Приспособление «Улитка» видео
Самостоятельное изготовление станка для холодной ковки
Очень популярными благодаря своей красоте и изысканности давно стали изделия из металла, сделанные при помощи ковки. Такие декоративные элементы достаточно дорогостоящие и не всегда есть возможность заказать себе все желаемые украшения в интерьер или загородный дом. Но, помимо горячего вида ковки, которая нужна для того, чтобы создавать металлические декоративные конструкции, есть холодная ее разновидность. Последний вариант можно реализовать самостоятельно, для этого понадобиться соорудить станок для холодной ковки своими руками, после чего можно будет приступить к реализации всех задумок и идей.
Станок для ходолной ковки своими руками
Разновидности станков
В основном все приспособления, которые предназначены для изготовления деталей из металла при помощи ковки холодного типа характеризуются ручным приводом. По принципу электропривода работают немногие из них, хотя соорудить такую конструкцию можно с каждым из приспособлений. Единственный вопрос относительно привода – это целесообразность, потому как затраты на энергоресурс, который питает агрегат и сложность процесса установки механизма могут не оправдывать себя, если соотносить их с количеством выполняемой работы и ее регулярностью.
В таблице указаны все приспособления, которые работают за счет привода ручного типа, относящиеся к процессу холодной ковки.
Справка: очень часто в некоторых источниках можно встретить название станков, предназначенных для кручения также как и для станков, которые делают навивку — твистеры. Однако это не совсем верно, станки, которые закручивают металл – это станки торсионного типа.
Видео по изготовлению станока для холодной ковки своими руками.
Отличия холодной ковки
Существует такое понятие как «штамповка», которое иногда путают с холодным типом ковки. Сама же холодная ковка имеет 2 принципа, по которому может происходить этот процесс. В таблице указаны различия процессов.
Ковкой холодного типа, которая проводится по принципу гнутья заниматься довольно просто, особенно если имеется специальное оборудование стационарного типа, которое облегчает существенно процесс. Преимуществом такой разновидности является и то, что собрать практически любой станок для холодной ковки своими руками можно без больших затрат на это.
Видео обзор ручного станка для ковки металла
Устройство станков для ковки по холодному типу
Каждое приспособление для того, чтобы можно было заниматься холодной ковкой, имеет свои особенности и параметры. Чтобы беспрепятственно можно было сделать станок для холодной ковки своими руками, необходимо разобраться, что представляет собой каждый из них.
Оснащение электроприводом торсионного станка для холодной ковки
Для того, чтобы повысить не только эффективность работы на агрегате для холодной ковки, закручивая в винтовую волну прутья, но и увеличить скорость, а также обеспечить стабильность и не подвергаться переутомлению, можно установить привод электрического типа.
Работая вручную достаточно непросто сделать все элементы декорирования из металлических прутьев одинаковыми, поскольку равномерность вращательного момента при такой ситуации будет сильно варьировать. Для того чтобы избежать ошибок при изготовлении изделий можно воспользоваться:
- полуосью от автомобиля, которая установлена на ведущем мосту;
- также понадобится зубчатая пара дифференциала;
- для защиты стоит воспользоваться кожухом.
Из перечисленных приспособлений можно соорудить электрический привод к торсионному станку. Такой двигатель лучше чтобы не превышал показатели мощности в 900 об/мин и 3 кВт.
Построение завитка для станка своими руками
Прежде чем приступать к созданию станка для холодной ковки своими руками необходимо уметь рассчитывать параметры шаблонной спирали, потому как специальных программ для таких целей практически нет. Такой шаблон должен быть не только грамотен со стороны технической, но еще и иметь привлекательный вид.
В основе расчетов такого шаблона положена логарифмическая спираль. Некоторые нюансы при построении можно выделить в следующий список:
- начало построения берется в точке R0;
- радиус поворота будет равен фиксированному углу;
- показатель длины такого угла должен быть умножен на расхождение витка;
- расхождение в стандартном варианте в основном берется равное 1,2;
- для простоты расчетов, а также сохранения точности угол изгиба лучше всего брать угол в 45 градусов;
- если есть необходимость построить шаблон, который будет иметь более плотную спирать, то следует прибавлять к величине радиуса 8ую часть (s) единичного расстояния от спирали;
- что касается r0, то он должен быть равен по величине поперечного сечения размера диаметра, которым обладает заготовка для спирали.
Важно: r0 может принимать любое значение, все зависит от того, каких характеристик для заготовки металл используется, а именно от его плотности.
Учитывая все нюансы можно приступать к изготовлению «улитки»-шаблона, для этого лучше всего уметь решать уравнения, имеющие кубическую степень и выше. Точной формулы для расчетов такого устройства не имеется, но то, которое позволяет добиться оптимального результата, есть. Последовательность при построении спирального шаблона может быть такой:
- первостепенно определяется начальная точка r0;
- витки, которыми будет обладать шаблон, берутся произвольно, их количество может быть любым;
- используя табличные данные, следует произвести расчет поперечника (b), при этом следить за тем, чтобы он был меньшим по ширине в проеме под шаблон;
- пользуясь формулой, проводится расчет радиуса R;
- последний шаг – это перенос всех полученных точек в соответствии с масштабом, после чего можно приступать непосредственно к построению. В процессе допустим подгонять пользуясь аналогичной формулой радиус R в окончательном варианте.
Справка: если появится необходимость провести расчеты промежуточных значений, то делается это в соответствии с геометрической пропорцией.
Сооружение станка для холодной ковки
При составлении чертежа для дальнейшего создания шаблона для станка лучше всего позаботиться о том, чтобы он имел максимальное количество различных вариаций касаемо изгибов и волн. Имея такие заготовки можно создать станок для холодной ковки с множеством сменных насадок, что будет давать возможность изготавливать различные узоры и вензеля.
Последовательность действий при создании устройства:
- Изначально понадобиться металлическое полотно, размер которого будет зависеть от количества узоров, размещаемых на нем. Размещать сами шаблоны следует таким образом, чтобы было место для изготовления изделий, потому как в процессе материал с насадок может смещаться из-за нехватки места. Также при недостаточном удалении друг от друга шаблонов, могут возникнуть осложнения в работе.
- Что касается самих вариаций шаблонов, то они могут быть как простыми, так и содержать не один поворот вензеля. Можно сделать подобную улитку лемешного типа и продумать конструкцию изгибов в разобранном и собранном состоянии. При этом стоит быть внимательными при подборе материала для фиксации раздвигающихся частей – он должен быть максимально прочным.
- Смену насадок можно обеспечить, сделав прорезь прямоугольной формы, в нее можно будет вставлять сменные шаблоны для ковки. Прикреплены они все должны быть к металлическим пластинам, имеющим форму прямоугольника. Крепление таких насадок обеспечено будет при помощи болтов.
Видео инструкция
Сборка устройства
Такой вариант станка используется для примера по причине его простоты. Зная основные принципы и последовательность конструирования оборудования, его можно модернизировать по своему желанию. Чтобы собрать все части оборудования в единое целое, необходимо будет воспользоваться:
- дрелью с твердосплавным типом сверл;
- аппаратом для сварки;
- пилой, разрезающей металл, либо ножовкой;
- металлическим полотном выбранного размера;
- круглой трубой из металла;
- прутом металлическим;
- разной величины подшипниками;
- болтами размером м8.
Чтобы собрать станок для холодной ковки своими руками необходимо воспользоваться проверенной последовательностью действий:
- Изначально необходимо собрать стойку, которая будет служить опорой. Для этого все ее составляющие (отрезы трубы одинакового размера и сочленения между ними с верхнего и нижнего краев) необходимо соединить в единое целое. Конструкция по внешнему виду может напомнить табуретку. Соединение проводить при помощи аппарата для сварки, а нарезаются отрезки пилой.
- Следующим шагом является нарезка листов из металла. Должны получиться круги равных диаметров и четыре треугольника, имеющих равные стороны. Элементы треугольной формы необходимо приварить на низ соединенной конструкции труб таким образом, чтобы подучилось нечто подобное пирамиде. Основание, которое имеет более широкую площадь необходимо приварить в центральной точке вырезанной окружности.
- Четыре планки, которые расположены горизонтально необходимо присоединить к кругу с уже приваренным элементом. Произвести это следует, используя болты, для этого понадобится дрель, чтобы проделать отверстия.
- Следующий шаг – сооружение рукояти. Чтобы это сделать нужно воспользоваться двумя прутьями различной длины. Определить их размеры можно, соотнеся их с диаметром круга. Один прут должен быть соизмерим с диаметром, другой немного превышать его размер. Сгибая первый прут, следует соблюдать угол в 30 градусов при этом. Оба прута после этого приварить друг к другу, после чего в нижнюю часть вварить еще один прут. Также должна быть перемычка между первыми двумя отрезками, к которой присоединяется сваркой рычаг, который должен сохранять направление в сторону сооружения из прутьев.
Подшипник для будущей вариабельности направлений в устройстве необходимо прикрепить к концу присоединенного рычага, а также к отрезку, находящемуся внизу конструкции. Верхний отрез служит креплением для катушки из металла, устанавливать которую необходимо горизонтально – она дает возможность загибать металл. С нижней стороны отрезка, где имеется свободный конец, следует проделать отверстие, равное по диаметру размеру сечения трубы.
Кто решил всерьез заняться ковкой и сделать станок для холодной ковки своими руками, следует быть очень скрупулезными на этапе создания чертежей и расчетов. В остальном процесс создания достаточно прост, а разобравшись в принципе конструкции оборудования, можно придумывать ему различного рода вариации, которые помогут совершенствовать изделия.
Кузнечное оборудование: станок для холодной ковки своими руками
Холодная ковка невозможна без специального кузнечного оборудования. Давайте рассмотрим виды приспособлений и фигуры, которые можно получить с их помощью. Мы подготовили для вас чертежи и тематические видео. Также рассмотрим последовательность изготовления станка для холодной ковки своими руками.
Если вы только собираетесь организовать мастерскую холодной ковки и хотите избежать больших расходов, то самостоятельное изготовление станков и приспособлений поможет создать свой маленький бизнес без чрезмерных затрат.
Основные приспособления и станки
Станки для холодной ковки предназначены в основном для гибки по дуге или углом, а также для скручивания. Они могут быть ручные или с электрическим приводом.
Основные виды станков и приспособлений для холодной ковки:
Приспособление «Гнутик»
Покупной или сделанный самостоятельно «Гнутик» — универсальное приспособление, позволяющее получить дугу или угол из прута. Он представляет собой основание с ползуном, на котором закреплен упор с углом (90° или другим по необходимости) и двумя цилиндрическими неподвижными упорами. Перемещая ползун и угловой упор, прут сгибается под углом. Для получения дуги предусмотрен третий цилиндр, вращающийся на противоположной от углового упора стороне.
Приспособление может быть выполнено на горизонтальной или вертикальной платформе.
Аксонометрия приспособления «Гнутик» — вертикальное расположение
Чтобы смасштабировать размеры, приводим чертёж нижней планки этого «Гнутика».
Планка нижняя
Это приспособление — универсальное. С помощью насадок на нем можно не только гнуть, но и резать, и пробивать отверстия. Но это уже будет следующим шагом.
Получение дуги на «Гнутике»
Получение угла на «Гнутике»
Так выглядит самодельный «Гнутик»:
Приспособление «Твистер»
«Твистер» — инструмент для скручивания прутков, в основном квадратного сечения, вдоль продольной оси. Это несложное приспособление может быть ручным и с электроприводом. Принцип действия: закрепляются оба конца прута, потом одно крепление начинает проворачиваться, скручивая металл до необходимой формы.
Внешний вид покупного ручного «Твистера»
Посмотрите фото самодельного «Твистера» с электроприводом, собранного с использованием электрооборудования бывшего в употреблении:
Для изготовления «Фонариков» и «Шишек» существует специальный станок, но для начала можно использовать и «Твистер», как это показано на видео (англоязычное, но всё предельно понятно).
Видео: как сделать заготовку под «Фонарик» на «Твистере»
Приспособление «Улитка»
Инструмент «Улитка» предназначен для получения завитков (или спиралей) и «валют» (S-образных деталей). Встречаются различные конструкции.
Один из вариантов конструкции: 1 — лемех улитки; 2 — основа станка; 3 — прижимной валик; 4 — рычаг для управления прижимным валиком; 5 — крепление основы; 6 — палец для фиксации лемехов; 7 — паз для прижиного валика; 8 — ось рычага управления; 9 — пружина для прижатия валика; 10 — фиксатор для заготовки; 11 — ведущий лемех улитки; 12 — основная ось; 13 — рычаги
В результате должно получиться такое приспособление:
Ещё одна лёгкая конструкция, чтобы гнуть прокат сечением до 12 мм:
1 — сегмент улитки; 2 — эксцентрик; 3 — ручка; 4 — основание; 5 — направляющие полозья; 6 — ось; 7 — ползун; 8 — гайка оси; 9 — ось крепления ролика; 10 — ролик; 11 — приводная ось; 12 — направляющая эксцентрика; 13 — центральный сегмент улитки; 14 — барашек эксцентрика; 15 — основная ножка; 16 — соединительный штифт сегментов улитки; 17 — корректирующий винт; 18 — соединительное ухо сегментов улитки
Часто приспособление «Улитка» делают на опоре, особенно если гнуть нужно толстый прокат.
Несколько полезных видеоматериалов по самодельных станкам «Улиткам».
Подробнее о таких конструкциях мы поговорим ниже.
Приспособление «Глобус»
Такое устройство внешне похоже на школьный транспортир и предназначено для изготовления дуг с большим радиусом изгиба из полосы, квадрата, круга или шестигранника. Сначала загибом фиксируется один конец заготовки, потом она изгибается по всей длине по шаблону. Принцип действия чем-то похож на работу закаточной машинки для консервации.
Внешний вид приспособления
На видео работа на «Глобусе»
Пользуясь исключительно мускульной силой, дугу большого диаметра можно изготовить на шаблоне, прикрученном или приваренном к верстаку. На нём хорошо гнуть полосу, трубу тонкостенную и т. д.
Шаблон
Приспособление «Волна»
Получить волнообразные изделия из заготовки круглого, квадратного, шестигранного сечения или трубки можно на приспособлении «Волна». Деформация заготовки происходит между вертикальными валками прокручиванием.
Приспособление волна и полученные изделия
Приспособление в действии
Приспособление «Фонарик»
На этом станке изготавливают заготовки элементов «Фонарики» или «Шишки», которые могут состоять из 4-х, 6-ти, 8-ми и более прутков. По принципу действия станок похож на «Твистер», но тут заготовки изгибаются вокруг направляющего вала, что формирует более правильную и точную конфигурацию изделия.
Приспособление «Фонарик»
Работа приспособления для изготовления «Фонарик»
Приспособление для холодной ковки элемента «Хомут»
Элемент холодной ковки «Хомут» предназначен для фиксирования между собой других элементов конструкции.
Приспособление для гибки «Хомута» можно выполнить по прилагаемым чертежам.
Приспособления для выполнения «гусиной лапки»
«Гусиная лапка» — расплющивание с нанесением красивых насечек концов заготовок для придания большей изящности конструкции или с целью уменьшения толщины для различных соединений.
Концы элементов оформлены «гусиной лапкой»
Эту операцию можно выполнить при помощи станка с матрицей или приспособлением и тяжелым кузнечным молотом на наковальне. Оба варианта мы даем в виде видеоматериалов.
Станок для изготовления «гусиной лапки»
Приспособления для ковки «гусиных лапок»
Подробный процесс изготовления штампа
Ниже прокатный станок для выполнения той же операции.
Станок для прокатки «гусиной лапки» (расстояние между вальцами регулируется). Материалы для прокатного станка: шестерни и валы — запчасти от комбайна б/у
Принцип действия
Изготовление «Улитки» с приводом
«Улитка» с электроприводом облегчает изготовление завитков и «валют». Особенно это ценно, когда работа не «для души», а для изготовления большого количества однотипных изделий на потоке при работе на заказ.
Ниже приведены этапы сборки станка для гиба прута максимальным сечением 10х10 мм. Двигатель мощностью 0,5 КВт/1000 об/мин работает при этом на пределе своих возможностей. Выполняет 6 оборотов вала в минуту. Сегменты улитки выточены из круглой болванки Ст.45 без термообработки высотой 25 мм и толщиной 20 мм. Улитка насажена на вал на подшипниках от заднего колеса мотоцикла — 7204. Поддерживающий ролик закреплён жёстко в пазу. Между двигателем и редуктором установлены шкивы.
Ниже приведены чертежи сегментов улитки.
Элемент улитки 1
Элемент улитки 2
Элемент улитки 3
Центральный элемент улитки
Для более массивного прута (от 12 мм) мощность двигателя должна составлять более киловатта. На фотографиях ниже представлен станок с двигателем мощностью 2,2 кВт, 1000 об/мин, дающий выход на валу около 10 об/мин. Это уже станок для профессионального использования. Применён бывший в употреблении редуктор, матрица вырезана из заготовки толщиной 30 мм — самый трудоёмкий процесс.
Для холодной ковки ещё понадобятся наковальня и молот. Горн не нужен, он требуется только для горячей ковки.
Совет! Перед началом работ начертите эскиз будущей конструкции в натуральную величину. Это поможет корректировать элементы и не запутаться при сборке.
Оборудование для ковки
Ковка давно вошла в жизнь современного человека, если множество лет назад, эта технологическая операция применялась практически повсеместно. Ее применяли и для изготовления вооружения (мечи, доспехи), транспорта (обода колес), предметов обихода (засовы, дверные петли, и многое другое.
В наши дни ковка, может, и не такой популярный вид обработки металла, но и исключить его из перечня обработки металлов нельзя.
Ковку применяют для получения заготовок валов, зубчатых колес. Не менее широко ее применяют и в быту, ее используют для получения декоративных элементов зданий и сооружения, ограждений и пр.
Следует отметить, что, кроме, горячей ковки, широкое распространение получила холодная. Если при первом способе заготовку постоянно подвергали нагреву и обработке ударным воздействием, то при втором методе применяют набор оборудования, позволяющий получать практически такие же детали, как и при горячей ковке.
Разновидности станков для ковки
К несомненным достоинствам холодной ковки металла необходимо отнести то, что исчезает необходимость в сооружении кузни и установки оборудования и приспособлений, без которых работы попросту невозможна (горн, наковальня и пр.).
Холодная ковка металла может быть автоматизирована, причем без особых сложностей. Такое решение гарантирует повышение эффективности работы по изготовлению изделий. Даже неавтоматизированное производство позволяет поднять производительность труда, то есть она позволяет производить целые партии деталей по заданному образцу, другими словами, всегда существует возможность организации мелкосерийного и серийного производства. Это особенно выгодно при оформлении больших заказов, например, при изготовлении ограждений, решеток на окна и пр.
Для обустройства мастерской холодной ковки нет необходимости в наличии больших площадей.
При холодной ковке металла не происходит изменений во внутренней структуре металла, а это приводит к сохранению прочностных характеристик металла. При холодной ковке металла существует возможность искусственного старения металла и это позволяет производство деталей под старину.
В общем, можно сказать, то, что использование технологии холодной ковки позволяет выпускать относительно недорогую продукцию с высоким качеством.
Оборудование для горячей ковки
Если сравнивать холодный и горячий метод ковки, то сразу, можно сказать, то, что первый способ требует от работника значительно большего мастерства, наличия некоторых художественных навыков и, конечно, умения работать с набором необходимых инструментов.
Ковка материала происходит после его предварительного нагрева в кузнечной печи. Ее называют горном. Горн оснащен оборудованием для принудительной подачи воздуха. Нагрев производят до заданной температуры и после этого переносят на наковальню. Это металлическая плита, на которой производят ударную обработку разогретой заготовки. Ее выполняют с помощью молотков и кувалд разного веса. Один работник, легким молотком наносит удар по нужному месту, а второй, вооруженный тяжелым молотком или кувалдой, наносит в обозначенное место сильный удар. После того как заготовка остыла, ее снова загружают в печь для нагрева. Все перемещения детали в процессе ее обработки выполняют с помощью клещей с длинными рукоятками.
Ручная горячая ковка
Кроме, вышеназванных основных инструментов при горячей ковке применяют множество специального инструмента, который позволяет резать горячий метал, формовать сложные поверхности при горячей ковке металла.
Кузнечный горн
Для нагрева заготовок применяют печи, которые называют кузнечным горном. В его конструкцию входит несколько узлов. В частности:
- ствол, выполненный из материала стойкого к воздействию огня;
- очаг, со встроенной колосниковой решёткой;
- системы подачи и отбора воздуха;
- рабочего окна через которые подают длинные заготовки;
- дымоход, через который происходит удаление продуктов горения.
Кузнечный горн газовый
Кроме того, в состав горна входит и закалочная ванна.
В основе работы классического кузнечного горна лежит уникальная восстановительная способность углерода. Именно эта его способность с успехом противостоит окислению заготовки, то есть его горению. Тут важна и теплотворная способность углерода. Дело в том, что подавая воздух необходимо регулировать его количество. Его должно быть столько, что бы хватило сжечь углерод, а тепло, выделяемое при этом, поднимет температуру в горне еще выше.
Кроме того, подачу воздуха в горн необходимо настроить так, чтобы подаваемого кислорода не хватало для окисления металла. Но если разогретую заготовку продержать в таком состоянии свыше необходимого времени, то произойдет ее перенасыщение углеродом. Существует такой термин — пересушивание, то есть металл становится очень хрупким. Кстати, в качестве пересушенного металла можно привести чугун.
Муфельная печь
Оборудование, которое используют для разогрева деталей, выполненных из разных материалов до заданной температуры, называют муфельной печью.
Отличительной чертой этого оборудования является наличие муфеля. Так, называют деталь, которая защищает деталь от контакта с топливом и продуктами сгорания и в то же время служит камерой, в которой деталь нагревают.
На практике применяют два вида таких печей, с постоянным и сменным муфелем. В первой печи загруженные детали проходят все операции — от нагрева до состояния готовности, во втором, только до охлаждения. То есть, по мере достижения необходимой температуры и определенной выдержки заготовки один муфель убирают и на его место устанавливают другой.
Надо отметить, что и кузнечный горн, и муфельные печи могут использовать разные виды топлива — газ, уголь, дрова, светлые и темные нефтепродукты и пр.
Наковальня
Один из ключевых инструментов применяемый и для холодной, и для горячей ковки металлов — наковальня. Именно на ее поверхности, кузнецы выполняют деформирование заготовки и приведение ее к готовому виду. Наковальню отличает большой вес и поэтому ее жестко фиксируют к деревянной колоде.
Наковальня — ключевых инструментов
Конструктивной наковальня состоит из:
- рога;
- наличника с отверстиями;
- основания с лапами для установки наковальни.
Для изготовления этого инструмента применяют сталь 45Л. Надо отметить, то что, наковальни — это продукция, выпускаемая в соответствии с рядом ГОСТ. Например, ГОСТ 11396-75 нормирует безрогие изделия с весом от 92 до 200 кг, а ГОСТ 11398-75, определяет требования к изделиям с двумя рогами и весом от 100 до 270 кг.
Твердость материала, из которого производят наковальни, составляет 340 — 477 по HB.
Станки для холодной ковки
Для выполнения работ по холодной ковке будут востребованы разные инструменты и технологическая оснастка. Большая часть необходимых инструментов можно приобрести в любом инструментальном магазине, но некоторые приспособления, вполне возможно, придется заказывать. Можно приобрести уже готовый набор для производства и приспособления для холодной ковки.
Станки для холодной ковки
В количество потребных инструментов входит сварочный аппарат. На рынке существует множество предложений по поставке сварочного оборудования, но для нужд кузни имеет смысл приобретать аппарат, который может работать как с постоянным, так и с переменным током. Такой аппарат позволяет работать с тонкими листами не опасаясь их испортить.
Углошлифовальная машинка необходима для механической обработки заготовок. То есть, с ее помощью можно что-то подрезать, что-то отшлифовать. Такая машина должна обладать определенным запасом мощности и высокими оборотами. Не помешает и зачистная машинка, ее услуги будут востребованы в случае необходимости выравнивания сварного шва в труднодоступных местах, например, на стыке двух плоскостей.
Из электроинструмента будет востребованы — дрель, перфоратор.
Кроме, перечисленного инструмента будет необходим и набор технологических приспособлений. Например, для получения отдельных деталей используют шаблон, его применяют для получения металлических дуг или колец. Без такого приспособления, как объемник невозможно получить узоры.
Кузнечное оборудование для холодной ковки можно приобрести в составе готовых комплектов, а можно изготовить своими силами.
Станок улитка
С помощью оборудования под названием «Улитка» мастер может изготавливать различные завитки. Для большего удобства в работе применяют улитки с воротом.
Монолитная неразборная улитка
Станок торсионный
Торсионное оборудование для ковки предназначено для скручивания прутка вдоль оси.
Торсионы — ручная ковка
Для изготовления такого станка своими руками потребуются следующие материалы и инструменты:
- стальной лист;
- двутавр;
- слесарные тисы;
- крепеж;
- углошлифовальная машина;
- сварочный аппарат;
- приводная станция, которая состоит из редуктора и электрического двигателя.
Станок гнутик
Этот тип оборудования применяют для гиба пруткового материал или труб под определенный радиус и угол. Работа на таком оборудовании не требует приложения значительных усилий, а после обработки на нем, металл не изменяет свою структуру.
Гнутик для холодной ковки
Гнутики работают следующим образом. Для получения готового изделия заготовку устанавливают между гибочным валом и упором. Гибкий вал оказывает давление на заготовку, а упор, не дает ей деформироваться полностью.
Станок волна
Оборудование этого типа позволяет изготавливать изделия волнообразного типа из круга, квадрата и других типов проката. С его помощью получают такие детали, как волны и зигзаги.
Волны для выполнения волнообразного изгиба заготовки
Универсальный станок для холодной и горячей ковки НК-1
Оборудование марки НК—1 это установка, в состав которой несколько блоков и позволяющий выполнять множество операций и изготавливать различные кованые детали, например, завитки, кольца и пр. Оборудование этой марки позволяет наносить рисунок на металлические полосы, трубы и другие виды профиля. При этом применяют метод холодной деформации.
Станки для холодной ковки своими руками
На самом деле качественные самодельные станки для выполнения холодной ковки встречаются нечасто. По-настоящему качественное оборудование возможно получить только в заводских условиях с использованием металлорежущего оборудования, термических установок и пр.
Как сделать кузницу дома
Как работает кузница?
В традиционной кузнечной кузнице используется сочетание огня, топлива и движущегося воздуха. Пока кузница работает, кузнец поджигает твердое топливо внутри очага. Источник движущегося воздуха вводит в огонь дополнительный кислород. Традиционно это делалось с помощью больших сильфонов. В современных кузницах используются вентиляторы. Кислород поступает в кузницу через фурму, которая представляет собой трубу на кузнице. Кислород повышает температуру огня и позволяет кузнице гореть сильнее.Он должен достичь температуры, при которой становится легче придавать форму металлу, или до точки, при которой больше не происходит затвердевания. В современных кузницах обычно используются дымоход и вентиляционное отверстие для фильтрации дыма из кузнечной мастерской. Во время работы кузнец должен постоянно балансировать топливо и воздух в традиционной кузнице.
В чем разница между кузницей, печью и литейным цехом?
Хотя иногда эти термины используются как синонимы, каждый из них выполняет очень разные функции при нагревании металлов.Литейный цех плавит металлы в специальных печах для разливки в формы. Кузница — это печь или под, в которой металлы нагревают, прежде чем придать им форму. Процесс ковки — это нагрев металла и придание ему формы.
Как сделать кузницу в домашних условиях
Многие кузнецы и любители строят дома собственные кузницы. Следующее пошаговое руководство описывает, как сделать кузницу на твердом топливе, которая работает на горячем угле и идеально подходит для ковки небольших предметов. Эта кузница может нагреваться до температуры, достаточной для кузнечной сварки, ее изготовление недорого, и она является отличной кузницей для начинающих.
Принадлежности, необходимые для создания собственной кузницы
-
Контейнер из нержавеющей стали — от тормозного барабана до угольного гриля для барбекю
-
(4) болта M6 40 мм и (4) шайбы и болты
-
Стальная труба для подачи воздуха
-
Штукатурка Paris
-
Песок — чистый пляжный песок, песочный песок, или печной песок
-
Электродрель и сверло 6 мм
-
Древесный уголь
-
Источник воздуха — ручной вентилятор, сильфон или воздушный компрессор
Шаг 1. Создайте безопасную рабочую среду
Всегда надевайте защитное снаряжение при работе в кузнице и рядом с ней.Как минимум, вы должны носить защитные очки и одежду из натуральных волокон, например рабочую рубашку и брюки из хлопчатобумажной ткани с длинными рукавами, чтобы защитить свою кожу. Установите кузницу на открытом воздухе. Когда вы строите кузницу дома, чрезвычайно важно работать в хорошо вентилируемом помещении на открытом воздухе. Хорошо вентилируемое рабочее место предотвращает накопление окиси углерода. Если вы работаете в гараже, откройте дверь гаража и установите датчик угарного газа. Если вы строите в помещении профессиональную кузницу, подумайте об установке вытяжки.
Шаг 2: Пробейте отверстие
С помощью стамески или дырокола проделайте дырокол в каждом углу стального лотка. Затем используйте электродрель и сверло 6 мм, чтобы полностью просверлить каждое отмеченное отверстие.
Шаг 3: Добавьте ножки
В каждое отверстие вставьте болт M6 и прикрепите шайбу и гайку. Это поднимет вашу кузницу над землей и поможет с изоляцией.
Шаг 4: Добавьте отверстие для подключения подачи воздуха
Просверлите отверстие с одной стороны металлической чаши, чтобы подключить подачу воздуха к стальной трубе.Вставьте трубу так, чтобы из отверстия выступала длина около 6 дюймов. Это ваша фурма, где источник воздуха будет добавлять кислород в вашу кузницу. Расположение источника воздуха сбоку от кузницы гарантирует простоту и практичность использования кузницы. Если бы фурма была внизу, она бы наполнилась золой. Также в ваших интересах локализовать тепло с одной стороны кузницы и холодный уголь с другой. Работая в кузнице, вы можете подталкивать уголь к более холодной стороне, пока он остывает, и иметь запас тепла на стороне фурмы.
Шаг 5: Добавьте подачу воздуха
Подсоедините к трубе источник воздуха, чтобы поддерживать поток кислорода. Хорошо работают воздушные компрессоры, ручные воздуходувки или сильфоны. Некоторые домашние кузнецы даже используют фены, но ограниченные настройки могут затруднить контроль количества кислорода, подаваемого в кузницу. Если ширина выбранной вами подачи воздуха отличается от ширины фурмы, возможно, вам придется сделать переходник, чтобы подогнать вашу трубу к нужной ширине.
Шаг 6. Изолируйте кузницу
Используйте смесь штукатурки «Парижский гипс» и песка в соотношении 50/50, чтобы изолировать основание поддона огнеупорным покрытием.Смешайте два ингредиента вместе и добавьте небольшое количество воды до консистенции глины. Вы стремитесь получить покрытие толщиной 1 см по всей внутренней части лотка. Дайте высохнуть в течение нескольких часов.
Шаг 7. Заправьте кузницу
Это кузница, работающая на угле, и ее очень легко зажечь. Просто зажгите его, как угольный гриль, и включите подачу воздуха.
Распространенные типы кузниц
На выбор предлагается три типа кузн: твердотопливные, газовые и электрические.Вышеуказанная кузница является одной из наименее дорогих и простых кузниц, но опытные производители могут построить более энергоэффективные, большие и / или более мощные кузницы. Тип кузницы, в которой вы будете работать, будет зависеть от вашего рабочего места, бюджета и проектов. В каждой кузнице должен быть очаг, в котором кузнец нагревает кованный металл.
Кузницы газовые
Основным преимуществом кузницы с газовым двигателем является простота использования, особенно для начинающего кузнеца, поскольку получаемый огонь чистый, постоянный и легко управляемый.Некоторые недостатки использования газовой кузницы заключаются в том, что ее нельзя легко преобразовать для проектов различного размера, а также трудно нагреть небольшую часть проекта. Газовую кузницу легко построить, и материалы легко доступны. Вы можете построить один с пропановой паяльной лампой и конструкцией из огнеупорного кирпича.
Кузницы индукционные
В индукционных кузницахдля нагрева металла используется индукционная катушка, а не твердое топливо или газ. Преимущество использования индукционной кузницы для кузнечного дела заключается в том, что это энергоэффективный и легко контролируемый процесс нагрева по сравнению с большинством других способов плавки металла.Их установка может быть более дорогой, в зависимости от вашего доступа к электричеству дома. Источники питания могут иметь разную частоту от 50 Гц до 200 кГц, что превышает обычную бытовую электрическую мощность и, возможно, потребует от кузнеца установки нового автоматического выключателя и / или трансформатора. Этот тип кузницы может хорошо работать для небольших проектов и для кузнецов с правильной электрической настройкой дома.
Кузницы твердотопливные
Кузница для угля будет хорошо работать, если у вас есть магазин большего размера и вы не планируете перемещать кузницу после того, как она будет создана.Кузница для угля имеет больший и более открытый поддон, что дает вам больше места и стабильности для более крупных предметов или предметов необычной формы. Поскольку угольная кузница не закрыта, как большинство газовых кузниц, может быть легче найти правильное место для нагрева металла. Уголь является предпочтительным источником тепла, потому что он горит медленно и эффективно, в то время как древесный уголь горит сильнее и быстрее. Некоторые кузнецы предпочитают самостоятельно делать уголь из дерева, разводя раскаленный костер и поливая его водой. Когда он полностью высохнет, у вас останется идеальный уголь для кузницы.
Часто задаваемые вопросы по кузнечной кузнице
Какой тип кузницы мне нужен?
Выбор типа кузнечной кузницы, которая вам нужна, зависит от проектов, которые вы хотите создать, и вашей способности построить кузницу дома. Индукционные кузницы лучше всего подходят для небольших проектов и проектов с большой электрической мощностью. Газовые кузницы идеально подходят для начинающих кузнецов, заинтересованных в работе над небольшими проектами и на портативном уровне. Наконец, твердотопливные или угольные кузницы хорошо подходят для крупных проектов и недорогих установок.Вы можете построить свою собственную простую кузницу на твердом топливе, выполнив шаги, которые мы изложили в семи шагах выше.
Могу ли я построить кузницу дома?
Да, вы можете построить кузнечную кузницу дома! Кузни на твердом топливе недороги в установке и могут использовать в качестве очага все, от суповой банки до гриля для барбекю. Кузницы, работающие на пропане, — отличный вариант для начинающих кузнецов, которые только начинают работать и могут быть портативными.
Сколько стоят кузницы?
Вы можете построить собственную кузницу для хобби на заднем дворе всего за 20 долларов на расходные материалы, следуя модели «сделай сам», которую мы описали выше.Если вы заинтересованы в создании более постоянного магазина, стоимость новой газовой кузницы составляет от 500 до 800 долларов, а цена новой твердотопливной кузницы — от 800 до 1600 долларов. Кентавр Forge — отличный ресурс для кузниц и кузнечных инструментов.
Как зажечь кузнечную кузницу?
В зависимости от типа кузницы, которую вы выберете, освещение будет разным для каждой кузницы. Кузница для угля зажигается так же, как мангал. Газовые кузницы требуют осветительного механизма. В зависимости от того, к чему у вас есть доступ, вы можете использовать кремневую сварочную зажигалку или пропановую водопроводную горелку.
Создание домашней кузнечной мастерской
Кузница
Кузница — это то, что вы будете использовать для нагрева металла, над которым работаете. Он состоит из горшка для разведения огня, рабочей поверхности и воздуходувки. Топка должна быть примерно 4-5 дюймов глубиной и может быть сделана из старого тормозного барабана. Кузница, которую я использую, сделана из кирпича и огнеупорного кирпича и более прочная, но я также видел кузницы на старых фермах, сделанные из бетона, залитого в покрышку трактора, с углублением для горшка. Вы можете найти воздуходувки в антикварных магазинах или собрать их из кондиционеров, сушилок для одежды или другой бывшей в употреблении техники.Первая кузница моего отца представляла собой тормозной барабан на ножках. Воздуходувка была старым феном!
Наковальня
Если у вас нет больших денег, лучше начать с использованной наковальни. Их можно найти примерно по 1-2 доллара за фунт. Даже если на наковальне есть вмятины, при необходимости ее можно очистить и выровнять, и она будет работать нормально. Объявление о розыске в газете — хороший способ найти это и другое кузнечное оборудование. Мы также нашли наковальни и другое кузнечное оборудование на распродажах фермерских хозяйств, поместьях и сельскохозяйственных аукционах.
Молоток
Вы можете начать с обычного шарового молотка или перекрестного молотка. Обычно их можно найти в местных хозяйственных магазинах. Вы также можете заказать различные виды кузнечных молотов в кузнице. Развивая навыки кузнечного дела, вы сможете делать молоты.
Тиски
Существует два основных типа тисков: почтовые тиски и тиски машиниста. Почтовые тиски — это кузнечные тиски. Он разработан, чтобы выдерживать удары молотком.Тиски машиниста, особенно маленькие, могут быть повреждены многократными ударами молотка. Места для поиска почтовых виз — это сельскохозяйственные аукционы и продажа недвижимости. Если у вас нет почтовых тисков, вы можете начать с машинистских тисков. Лучше всего приобрести тиски большего размера, которые будут хорошо выдерживать удары молотком, и вам нужно будет снабдить их гладкими губками, чтобы они не повредили заготовки.
Клещи
Со временем вам понадобится много разных клещей, по одному или два для каждой толщины металла, с которым вы работаете.Наличие щипцов, подходящих по размеру для ваших материалов, значительно упрощает удержание металла и улучшает качество вашей работы. Но для начала вам понадобится всего 1-2 пары, которые вы можете купить по 30-40 долларов каждую у кузнеца. Набравшись опыта в кузнечном деле, вы сможете делать щипцы своими руками. Обычно к концу нашего двухдневного урока кузнечного дела наши ученики готовы начать изучать навыки изготовления ключей.
Прочие инструменты
Вы также можете использовать выколотки, резцы, кернеры, крутильные инструменты и долота.Это все инструменты, которые вы сможете изготовить самостоятельно по мере развития своих кузнечных навыков.
Планы кузнечной кузницы Сделай сам Создай собственное портативное кузнечное оборудование 12 В —
| Цена: | 11 долларов.95 + Без залога за импорт и $ 14,47 за доставку в Российскую Федерацию Подробности |
- Убедитесь, что это подходит введя номер вашей модели.
- ✔️ Планы кузнечной кузницы
- ✔️ Создайте собственное портативное кузнечное оборудование
- ✔️ Планы самодельной кузнечной кузницы на 12 вольт
- ✔️ Эти планы помогут вам построить собственную кузницу.
8 самых известных подделок произведений искусства в истории
Будь то ради денежной выгоды или, возможно, только ради острых ощущений, фальшивомонетчики изготовили утраченные предметы, сделали точные копии оригиналов и придумывали совершенно новые идеи в стиле прославленных творцов.Примеров такого обмана так много, что в Вене, Австрия, есть Музей художественных подделок, наполненный двуличной работой. Вот восемь самых печально известных подделок в истории: от Вермеера, обманувшего нациста, до подделок, созданных самим Микеланджело.
1.
ФавнВ течение 10 лет 18,5-дюймовая керамическая скульптура фавна, приписываемая французскому художнику Полю Гогену, была признанным произведением искусства Чикагского института искусств. Но в 2007 году выяснилось, что это всего лишь одна из многих подделок, созданных и проданных семьей Гринхалгов из северной Англии — возможно, одной из самых печально известных семей когда-либо живших подделок произведений искусства.
Скульптуры изготовил сын Шон; его родители, Джордж и Олив, были продавцами. Семья произвела поразительный объем работ, включая поддельные документы, такие как письма и счета-продажи, чтобы установить (поддельное) происхождение. Среди других подделок Гринхала были реликварий Эадред 10-го века, который они пытались продать Манчестерскому университету, древняя египетская статуя, известная как принцесса Амарна, которая попала в музей Болтона, и римский серебряный поднос под названием Risley Park Lanx, который был приобретен Британский музей.Часто Гринхалы делали копии утерянных предметов, которые потенциально могли оказаться на аукционе или на чердаке. Шон основал свою керамику для фавна на эскизе 1800-х годов из записной книжки Гогена, опираясь на эту реальную иллюстрацию, чтобы собрать что-то, что теоретически могло существовать. Технический анализ экспоната, проведенный музеем, не выявил красных флажков.
По оценкам полиции, семья заработала около 1,6 миллиона долларов на незаконных произведениях искусства, но жили они просто в государственном жилье в промышленном городе Болтон.Шон создавал свои искусственные шедевры в садовом сарае. Падение семьи произошло с тремя ассирийскими рельефами, которые были предложены Британскому музею примерно в 2005 году. Эксперты заметили исторические неточности, и музей обратился в Скотланд-Ярд. После изготовления и продажи подделок в течение большей части двух десятилетий Гринхаллы были наконец разоблачены. Шона приговорили к четырем годам и восьми месяцам тюремного заключения; его престарелые родители получили условные или отсроченные приговоры. После своего освобождения в 2010 году Шон Гринхал утверждал, что некоторые из его подделок все еще существуют, обманывая мир искусства.
2.
Спящий ЭросПрежде чем стать ведущим скульптором эпохи Возрождения, Микеланджело был фальсификатором. В 1496 году, в возрасте 21 года, итальянский художник вырезал из мрамора фигуру спящего купидона и обработал ее так, чтобы она выглядела как древнеримские статуи, которые тогда пользовались бешеной популярностью. Его кованые предметы старины, часто называемые Спящий Эрос, , были проданы через торговца произведениями искусства Бальдассарре дель Миланезе кардиналу Раффаэле Риарио. (По некоторым данным, именно торговец состарил скульптуру, закопав ее в своем винограднике.)
Когда кардинал узнал об обмане, он вернул статую, но не стал выдвигать обвинения против явно талантливого молодого художника. Уловка не навредила репутации Микеланджело, а только укрепила ее. Кардинал Риарио заказал работы флорентийского скульптора, в том числе Bacchus , которые сейчас находятся в Барджелло во Флоренции. Спящий Эрос , тем временем, с тех пор был утерян, и считается, что он был уничтожен в результате пожара 1698 года в лондонском дворце Уайтхолл.
3.Фрески Мариенкирхе
Когда Любек, Германия, подвергся бомбардировке 29 марта 1942 года, церковь Мариенкирхе была одним из многих исторических зданий, которые сгорели. Пока бушевали пожары, со стен церкви падала штукатурка, обнажая давно забытые готические фрески. Потрясающая находка среди разрушений была названа «чудом Мариенкирхе» и защищена импровизированной кровлей. Однако к концу войны картины были в очень плохом состоянии. Лотар Мальскат, который помогал реставратору Дитриху Фею в консервации, позже заявил, что почти не сохранилась оригинальная краска, и «даже она превратилась в пыль, когда я подул на нее.”
Еще в 1951 году фрески были объявлены реставрированными. Люди чествовали эти иконы послевоенной реконструкции; выпущены памятные марки. Никто, казалось, не сомневался в яркости пигментов или в том, что многие детали пережили бомбы и воздействие элементов. Но примерно восемь месяцев спустя сам Мальскат — возмущенный тем, что Фей взял на себя всю заслугу в реставрации — выступил вперед и заявил, что нарисовал их все. Мальскат даже признал, что создал лицо Девы Марии на основе австрийской актрисы 1930-х годов Ханси Нотек, использовал своего отца в качестве одного из пророков, моделировал другую фигуру Распутина и использовал кирпич, чтобы разрушить портреты.Он и Фей были арестованы и в конечном итоге приговорены к тюремному заключению. Другие подделки Malskat, в том числе снимки Марка Шагала и Матисса, были впоследствии раскрыты, когда полиция обыскала его дом. Некоторые фрески в конечном итоге были оштукатурены, а другие, как сообщается, остались в церкви.
4. Кубок Роспильози
В конце 1970-х годов исследование тайника тысячи рисунков немецкого ювелира 19 века Райнхольда Вастерса вызвало волну беспокойства по музейному миру.Хотя они находились в Музее Виктории и Альберта после его смерти в 1909 году, никто, по-видимому, не рассматривал их слишком внимательно, пока любопытные ученые не пересмотрели их. Именно тогда они заметили, что многие из дизайнов соответствуют работам, предположительно относящимся к эпохе Возрождения, в том числе предметам из Метрополитен-музея в Нью-Йорке. В 1984 году сообщалось, что по крайней мере 45 предметов европейских украшений и других предметов Метрополитена были на столетия моложе, чем предполагалось. Среди них был и знаменитый кубок Роспильози, который когда-то приписывали итальянскому ювелиру XVI века Бенвенуто Челлини.
Как сказал The New York Times Филипп де Монтебелло, тогдашний директор Метрополитена, «Скорее всего, каждое крупное хранилище ювелирных изделий эпохи Возрождения, металлических изделий и монтированных кристаллов обнаружит, что тревожная часть их запасов датируется 19-м годом, а не 19-м годом. 16 или 17 век ». Дальнейшее расследование показало, что венский коллекционер Фредерик Спитцер, заказавший у Вастерса несколько предметов в стиле ренессанс, мог выдать их за антиквариат.Кубок Роспильози по-прежнему выставлен на обозрение в Метрополитене, но он определяется как мастерская копия XIX века, а не настоящая вещь.
5. Vase de Fleurs
В 2000 году на двух крупных аукционных домах произошло нечто странное. В весенних каталогах Christie’s и Sotheby’s была одна и та же картина: 1885 Vase de Fleurs (Lilas) Поля Гогена. Они немедленно представили две работы эксперту по Гогену, который заявил, что у Christie’s на руках подделка. Любопытно, что в истории обеих картин фигурирует арт-дилер Эли Сахаи из Нью-Йорка.
Как позже Сахай объяснил в своем признании вины, он занимался приобретением подлинных, но малоизвестных произведений художников, включая Гогена, Марка Шагала, Амедео Модильяни, Поля Клее и Огюста Ренуара. Затем он приказал китайским художникам-иммигрантам сделать копии. Копии были невероятно подробными, вплоть до недостатков на обратной стороне холста, и часто сопровождались сертификатами подлинности. Сахай в основном продавал репродукции в Азии, а оригиналы — в Европе и США, надеясь, что они никогда не встретятся.В конце концов они это сделали, и Сахаи приговорили к 41 месяцу тюремного заключения и выплатили 12,5 миллиона долларов обманутым сборщикам.
6. Han van Meegeren’s Vermeers
После окончания Второй мировой войны Союзная комиссия по искусству приступила к долгой задаче репатриации произведений искусства, похищенных нацистами. В руках Германа Геринга они наткнулись на нечто неожиданное: ранее неизвестную картину голландского художника Йоханнеса Вермеера. Комиссия связала его продажу с другим голландским художником, Ханом ван Меегереном, который также был торговцем произведениями искусства.Но ван Меегерен отказался назвать законного владельца картины до того, как нацисты захватили власть, и поэтому был арестован и обвинен в государственной измене.
Хан ван Меегерен оказался в затруднительном положении. Чтобы спастись от этого серьезного обвинения, ему пришлось бы признать целую историю подделок. За несколько лет он заработал миллионы на своих подделках. Этот обман последовал за тяжелой карьерой художника, чьи работы были отвергнуты критиками, которые считали его портреты в стиле Рембрандта недостаточно оригинальными.
Его первый Вермейер — Христос в Эммаусе, — использовал пигменты, кажущиеся подлинными, но сцена была новой.Он также добавил бакелит, чтобы холст приобрел текстуру многовековой картины, а затем приготовил его в печи для пиццы. В 1937 году авторитетный авторитет в области голландского искусства объявил эту картину «доселе неизвестной картиной великого мастера […] И что это за картина!» Успех ван Мегерна не был связан с тем, что он искусно копировал стиль Вермеера; он достаточно подражал этому и играл на существующем убеждении, что в жизни художника был религиозный период, и эта новая работа заполнила этот пробел. Он написал еще шесть, в том числе «Христос с женщиной, взятой в прелюбодеяние» , которые будут приобретены Герингом.Он купил шампанское и отели, а оставшиеся деньги спрятал в саду и под половицами его постоянно растущего числа домов.
После шести недель в тюрьме он наконец сказал своим тюремщикам: «Думаете, я продал Герингу бесценный вермеер? Вермеера не было. Я сам это нарисовал ». Никто ему не поверил. Итак, он нарисовал другую на глазах репортеров и назначенных судом свидетелей. В конечном итоге он был приговорен к одному году тюремного заключения, хотя умер до отбытия наказания.К тому времени он превратился в голландского народного героя, обманувшего нацистов.
7. Портрет Мэри Тодд Линкольн
Более трех десятилетий портрет Мэри Тодд Линкольн висел в особняке губернатора Иллинойса. Он был приписан знаменитому портретисту XIX века Фрэнсису Бикнеллу Карпентеру и содержал драматическую историю о том, что это был неожиданный подарок президенту Аврааму Линкольну, заказанный его женой Мэри Тодд в 1864 году. Прежде чем она смогла передать его ему, он был убит .
Однако, когда художественный реставратор исследовал его примерно в 2012 году, он обнаружил, что подпись была добавлена спустя некоторое время после того, как картина была закончена. На самом деле картина изображала вовсе не Мэри Тодд, а анонимную женщину. The New York Times , которая сообщила об «открытии» картины в 1929 году, заявила, что это была афера, сделанная человеком по имени Людвиг Пфлум. Считается, что он изменил некоторые черты картины, в том числе добавил брошь с изображением президента Линкольна, чтобы успешно продать ее семье Линкольна.Семья пожертвовала его в историческую библиотеку штата в 1970-х годах, и вскоре после этого он оказался в особняке губернатора.
8. Цветочный портрет Шекспира
Портрет Уильяма Шекспира, подписанный датой 1609 года, долгое время считался многими редким изображением английского драматурга, созданным при его жизни. Это было до того, как в 2005 году в ходе расследования, проведенного экспертами по искусству из Национальной портретной галереи в Лондоне, было установлено, что масляной живописи на деревянной панели было всего лишь начало 19 века.
Названный «Цветочным портретом» в честь сэра Десмонда Флауэра, который передал его Королевской шекспировской труппе, он регулярно появлялся в книгах и публикациях по пьесам Барда в течение последнего столетия или около того. В настоящее время считается, что портрет, на котором широко раскрытый Шекспир носит большой белый воротничок, был основан на портрете Дроешаута, который сопровождал первую публикацию фолио произведения Шекспира в 1623 году. Ранее предполагалось, что «Цветочный портрет» был на самом деле вдохновением для гравюры Дроешаута, посмертного портрета Шекспира.Одной из подделок в подделке портрета Цветка был хромовый желтый цвет, присутствующий в краске, пигмент, который появился только в начале 1800-х годов.
В подземном мире легального искусства Подделка
Несмотря на то, что у одного американского мультимиллионера есть средства владеть оригиналом, он решил повесить кованый Ренуар в своем доме, в то время как настоящая вещь висит на видном месте в большом музее. Речь идет не о президенте Дональде Трампе, который недавно попал в заголовки газет с заявлением о том, что он владеет картиной Ренуара 1881 «Две сестры (на террасе) » 1881 года, несмотря на то, что картина является частью постоянной коллекции Института искусств Чикаго, а Генри Блохом. Соучредитель фирмы по налоговой подготовке H&R Block из Канзас-Сити.
Скорее всего, мы никогда не узнаем происхождение предполагаемого президента Ренуара, но Блох является примером редко упоминаемой, но широко распространенной практики среди учреждений подделывать знаменитые произведения для коллекционеров, которые либо пожертвовали, либо одолжили оригинальные работы. В 2010 году Генри и покойная жена Мэрион Блох пообещали музею Нельсона-Аткинса их коллекцию импрессионистов и постимпрессионистов, насчитывающую уже два десятилетия. В 2015 году, за два года до того, как должна была дебютировать Коллекция Блоха, музей начал копировать работы, некоторые из которых были собственными силами, а некоторые с внешней помощью.
«Для скульптуры Дега у них было несколько под рукой в книжном магазине Метрополитен-музея», — говорит директор музея по дизайну и опыту Стив Уотерман. «Это была не совсем та же скульптура, но нас это особо не волновало».
Пьер Огюст Ренуар, француз (1841-1919). Женщина, опирающаяся на локти , ок. 1875–1885. Холст, масло, 5 ½ х 9 дюймов. Дар Генри В. и Мэрион Х. Блох.
Фото: любезно предоставлено коллекцией Мэрион и Генри БлокБлох называет результаты «замечательными».»
» Я спросил, вы уверены, что дали мне копии? » он говорит. «Вот насколько они похожи на оригиналы».
Репродукции облегчают разделение тревог между коллекционером и произведением искусства, заполняя пространство на стене (или в сердце), которое иначе было бы пустым.
«Это полезный ресурс для музеев, аукционных домов и дилеров, которым, в первую очередь, необходимо выделить конкретное произведение искусства из коллекции», — говорит Брэд Шар, чья нью-йоркская фирма Lowy работает как с учреждениями, так и с отдельными коллекционерами для создания репродукций. .«Возможность иметь точную копию для заполнения пространства стены часто является мощным стимулом».
Галереи Блоха в музее Нельсона-Аткинса.
Фото: Джошуа ФердинандПодделка | искусство | Britannica
Подделка , в искусстве, произведение литературы, живописи, скульптуры или objet d’art , которое претендует на то, чтобы быть работой кого-то другого, а не его истинного создателя. Диапазон подделок простирается от искажения подлинного произведения искусства до прямой подделки произведения или стиля художника.Подделку следует отличать от копий, произведенных без намерения ввести в заблуждение.
Самый распространенный вид мошенничества в искусстве — это подделка: изготовление работы или предложение ее на продажу с целью обмана, обычно путем ложного приписывания ее художнику, чьи работы стоят дорого. Другие виды мошенничества включают плагиат, ложное представление чужой работы как своей собственной, а также пиратство, несанкционированное использование чужой работы, например, публикацию книги без разрешения автора; обе практики обычно нарушают законы об авторском праве.
Подделка чаще всего встречается с произведениями живописи, скульптуры, декоративно-прикладного искусства и литературы; реже с музыкой. Плагиат сложнее доказать как мошенничество, поскольку возможность совпадения должна быть сопоставлена с доказательствами воровства. Пиратство чаще бывает бизнесом, чем художественным мошенничеством; это часто происходит при публикации изданий иностранных книг в странах, у которых нет соглашения об авторском праве со страной, в которой произведение было защищено авторским правом. Сценическое производство, воспроизведение картины, исполнение музыкальной композиции и аналогичные практики других видов произведений без разрешения и лицензионных платежей также попадают в эту категорию.
Основным фактором при определении подделки является «намерение обмануть». Копирование картины или другого произведения искусства само по себе не является подделкой, равно как и создание произведения «в стиле» признанного художника, композитора или писателя или определенного исторического периода. Подделка может быть действием не самого автора, а дилера, который добавляет поддельную подпись или каким-либо образом изменяет внешний вид картины или рукописи. Однако восстановление поврежденной картины или рукописи не считается подделкой, даже если реставратор в своей работе создает значительную часть всей работы.Неправильная атрибуция может быть результатом либо честных ошибок в учёных — например, при атрибуции работы известному художнику, когда работа на самом деле была сделана художником в его мастерской, учеником или более поздним последователем, — либо преднамеренным мошенничеством .
Получите подписку Britannica Premium и получите доступ к эксклюзивному контенту. Подпишитесь сейчасИз категории литературных подделок исключена копия, добросовестно сделанная для учебных целей. Что касается автографов, рукописей, написанных от руки их авторов, подделки следует отличать от факсимиле, копий, сделанных с помощью литографии или других репродуктивных технологий.Некоторые ранние издания работы лорда Байрона, например, содержали факсимиле автографического письма поэта. Если такие факсимиле отделить от томов, которые они должны были проиллюстрировать, они могут обмануть неосторожных.
Самым распространенным мотивом мошенничества является денежная выгода. Мошенничество наиболее вероятно, когда спрос на определенный вид работы совпадает с дефицитом, что приводит к повышению рыночных цен. Беспринципные дилеры поощряют технически квалифицированных художников к созданию подделок, иногда направляя их для удовлетворения конкретных требований коллекционеров или музеев.Это ни в коем случае не современное явление: в I и II веках нашей эры скульпторы, работавшие в Риме, создавали копии греческих работ, чтобы удовлетворить потребности в вызываемой большим восхищением греческой скульптуре предшествующих пяти веков. Эти копии или адаптации, по-видимому, предлагались не как современные работы, а как трофеи из Греции по чрезвычайно высокой цене, заплаченной за такие работы в имперском Риме. Подобные обстоятельства могут объяснить «обнаружение» рукописи или автографа мертвым автором или композитором, хотя многие такие находки являются вполне законными и были подтверждены.
История искусств раскрывает случаи, когда люди использовали подделку либо для признания своего мастерства, либо для того, чтобы обмануть критиков, отвергавших их подлинные работы. Об этом свидетельствует легенда, рассказанная о Микеланджело. В возрасте 21 года он вырезал из мрамора маленького спящего Эроса, или Купидона, на основе древнеримских работ, которыми он восхищался. Через некоторое время эта резьба была продана как антиквариат известному коллекционеру кардиналу Риарио, который высоко ценил ее.Когда Микеланджело выступил вперед и объявил работу своей собственной, он сразу же приобрел известность как молодой человек, который мог соперничать с работами очень почитаемых древних скульпторов.
Следует отметить еще два мотива подделки: время от времени производились поддельные документы, чтобы превозносить или очернять какую-либо религию, политическую партию или расу; а подделки иногда создаются как розыгрыши. Некоторые мистификации предназначены для того, чтобы сбить с толку или высмеять экспертов; другие предназначены для пародии или бурлеска художника или жанра.
Существует три основных метода изготовления подделки: с помощью точной копии, с помощью соединения частей и с помощью работы, выполненной в стиле художника или эпохи и получившей заведомо ложную атрибуцию. Эти методы в наибольшей степени применимы к изобразительному искусству, но также могут быть обнаружены в литературе и музыке.
Подделка произведений искусства — Как распознать поддельное произведение искусства
В 2014 году Швейцарский экспертный институт изобразительного искусства (FAEI) сделал поразительное открытие, согласно которому до 50% произведений искусства, обращающихся на рынке, являются поддельными.
Дом примерно для 1 миллиона произведений искусства, по их оценкам, 70-90% из них были неправильно атрибутированы.
Стоимость до 15 000 евро, они исследуют картины, используя множество методов, которые варьируются от обширных исследований до углеродного датирования.
Несмотря на доступные сегодня инструменты, поддельные произведения искусства все же попадают в музеи и на аукционы.
Поддельные картины в музеях
Изображение через — Новости Artnet
Поддельные произведения искусства не уникальны для коллекционеров и покупателей.Музеи и художественные галереи стали жертвами этой проблемы, причем некоторые случаи достигли грандиозных масштабов.
Например, музей Этьена Терруса обнаружил, что 82 произведения искусства были поддельными! В музее был проведен специальный показ Этьена Терруса, на котором было выставлено 140 произведений его искусства. Выяснилось, что почти 60% — подделка. Мэр Эльна назвал это катастрофой.
«На одной картине чернильная подпись стерлась, когда я провел по ней своей белой перчаткой». — Эрик Форкада, историк искусства.
Произведение искусства изъято из галереи полицией
Image Via — Antiques Trade Gazette
В 2015 году анонимная информация в полицию привела к изъятию картины «Венера» стоимостью 6 млн фунтов стерлингов, предположительно принадлежащей немецкому мастеру эпохи Возрождения Лукасу Кранаху.
Подтверждая термин «современная подделка», его качество вызвало шок в мире искусства.
Эти потрясения были вызваны не только качеством, но и деньгами.
Сумма денег, потраченных на искусство, резко увеличилась по сравнению с предыдущими десятилетиями. В 2017 году только на аукционах произведений искусства было продано более 850 миллионов долларов.Подробнее об этом можно прочитать здесь: 5 самых дорогих произведений искусства, проданных на аукционе в 2017 году.
В этом руководстве вы узнаете, как внимательно изучать произведения искусства, которые вы видите в галереях, музеях, аукционах и т. Д.
Лучшие советы по выявлению фальшивых произведений искусства
Ознакомьтесь с этими главными советами, которые вы можете использовать для выявления поддельных произведений искусства, а также позволят вам покупать или делать ставки с большей уверенностью.
Выявление подделок может быть затруднено без обучения, а иногда это может уловить экспертов.
1) Соответствует ли он стилю художника?Вы помните, как исследователи обнаружили новую картину «Закат на Монмажуре», предположительно принадлежащую Ван Гогу?
Изображение через — Evening Standard
Стиль художника уникален.Он может варьироваться от того, как они гладят кисть до используемого холста. Эти аспекты учитываются в тестах, используемых исследователями для проверки подлинности произведений искусства.
Проведя свои анализы, они сделали рентгеновский снимок холста. Цель заключалась в том, чтобы установить связь с полотнами, которые Ван Гог использовал в то время. Кроме того, они провели химический тест, чтобы проверить использованную краску.
Картина прошла эти строгие испытания и была признана произведением искусства Ван Гога.
2) Согласована ли подпись?Художник часто использует тонкий знак, что это его работа. Подписание определенной части произведения искусства или, в случае Пикассо, подписание карандашом.
Причина этого в том, что его трудно воспроизвести. Кроме того, буквы в его имени расположены под углом и пропорционально разнесены, что также усложняет воспроизведение его подписи.
Вы будете удивлены, узнав, что в галерее из Нью-Йорка продавались поддельные произведения искусства после того, как в рассматриваемом произведении искусства была неправильно написана фамилия автора, Джексон Поллок.Подпись была написана Джексоном «Поллок» и была продана за 280 000 долларов!
3) Доступны ли использованные материалы в то время?В это трудно поверить, но существуют художественные средства и материалы, которые были доступны только в определенные периоды истории.
Например, подделка стоимостью 8,5 млн фунтов, предположительно принадлежащая голландскому художнику Франсу Халсу. Он был ошибочно продан как оригинал, но был проанализирован Sotheby’s и обнаружил, что он содержит современные материалы, недоступные в 17 веке.
К счастью для покупателя, когда Sotheby’s продает произведение искусства, на него предоставляется пятилетняя гарантия.
Для борьбы с угрозой появления поддельных произведений искусства на их аукционах они приобрели Orion Analytical. Благодаря этому приобретению у них появился собственный отдел консервации и анализа.
4) Есть ли признаки возраста?Ни для кого не секрет, что картины и даже полотна на них патинировались со временем.
Патина — это процесс появления естественных признаков старения.
Типичными контрольными признаками может быть то, что краска со временем потрескалась. Например, французские полотна 18 века выглядят как паутина.
Это может быть связано с различными факторами, такими как окружающая среда, например: климат, воздействие химикатов и многое другое.
Популярным методом создания искусственной патины являются чайные пакетики и даже лак.
5) Provenance — Были ли предыдущие владельцы?Прежде чем вы решите сделать ставку или купить картину, необходимо выяснить ее происхождение.Вопросы, на которых вам нужно сосредоточить внимание, — это любые пробелы в документации о праве собственности.
Были подняты вопросы о подлинности «Salvator Mundi», проданного на аукционе в 2017 году за 450 миллионов фунтов стерлингов. Есть 200 лет владения, что не подтверждено документально. Вы можете прочитать больше об этом здесь: Пропавший Salvator Mundi, найденный на яхте.
Если есть пробелы в происхождении произведения искусства, спросите.
Эти пробелы могут вызвать множество вопросов о том, как это где-то началось и где-то закончилось.
6) Щеточка с щетиной
Дешевая копия говорит сама за себя, просто присмотритесь к картине под увеличением.
То, что вы можете найти, это прилипшая к нему щетина. Это один из самых распространенных способов проверить подлинность картины.
На оригинальном произведении искусства не должно быть следов щетины.
7) Печатные и оригиналы
Увеличительное стекло здесь должно пригодиться.Печатное произведение искусства имеет свои особенности.
Чтобы экспонировать напечатанное произведение искусства, вы можете поднести картину к свету и посмотреть на нее сзади.
Если это настоящая картина, вы должны видеть свет, проходящий через заднюю часть холста. Но если это печатная копия, это не так.
Художники используют разную степень импасто (насыщенности краски в определенных областях), которая предупреждает зрителя о мазках кисти, различающихся по размеру и текстуре. Совершенства можно достичь, только если это принт.
8) Представлено в их каталоге raisonné?
Художники имеют так называемый краткий каталог.
Здесь представлены все известные произведения искусства. Иногда это могут быть такие средства, как масло, вода или пастель.
В других случаях все их известные работы появляются в том же списке. Если картина не может быть найдена в их каталоге raisonné, она могла быть неправильно атрибутирована, подделана или не обнаружена.
9) Методы сложения происхождения
Художники-фальсификаторы приложили немало усилий, чтобы их работы выглядели как можно более оригинально.
Примеры включают фотографирование современных людей в старинной одежде с произведениями искусства, поддельные документы, бумаги, сфабрикованные истории о происхождении и многое другое.
Вольфганг Бельтракки, известный фальсификатор произведений искусства, подделал более 50 художников.
Чтобы создать поддельный источник, он придумал истории о своих бабушках и дедушках, которые были коллекционерами.
Его схема принесла более 100 миллионов евро!
10 ) Мнение выше истины?Из исследования, проведенного при создании этой статьи, мы узнали, что рынок искусства невероятно уникален.
Несмотря на доступные сегодня инструменты, уважаемые люди могут свести на нет любые ранние опасения по поводу подделок произведений искусства своим мнением.
Это правда, что художники обладают уникальными чертами, которые мгновенно выдают себя, но почему до 50% произведений искусства, находящихся в обращении, считаются поддельными?
Что дешевле — нанять эксперта, чем пройти процесс глубокого анализа такими компаниями, как Orion или даже Fine Art Expert Institute (FAEI)?
Bonus Tip —
Слишком хорошо, чтобы быть правдой? Обычно это так!Изображение через — Liberator
Предыдущие 10 советов касаются объективных способов, с помощью которых вы можете идентифицировать подделки, но все же существует преобладающее мнение, которое может склонить чашу весов — ваше собственное.
Сколько раз вы проводили исследования, спрашивали людей и смотрели миллионами разных способов без убедительных доказательств того, что предмет можно купить, но вы все равно его купили?
Даже если вы думаете, что идете курсом на сделку века, необходимо искать признаки.
Общая информация — Если у вас нет доступа к рентгеновскому или углеродному датированию, то вы можете принести цветовую диаграмму.