
Чтение чертежей — правила чтения для начинающих
Карандаши и листы ватмана постепенно уходят в прошлое, уступая место цифровым технологиям и специализированным программам. Но принципы начертания остаются теми же и необходимо учиться чтению чертежей. В производстве и в строительных организациях широко распространено использование конструкторской документации, разработать которую без знания черчения невозможно. Для создания простых и комплексных трубопроводов и электроустановок, для сборочного узла и высотных металлоконструкций всё равно необходимо создавать проекты.
Основные правила чтения чертежей
Любая стойка или крепёж сначала воплощаются на листе бумаги или экране компьютера и лишь потом передаются в производственный цех. Для правильного понимания задачи, чтобы ответственный работник мог понять, где именно должно проходить наложение сварочных швов или делать отверстие нужного диаметра, надо уметь читать технологические документы.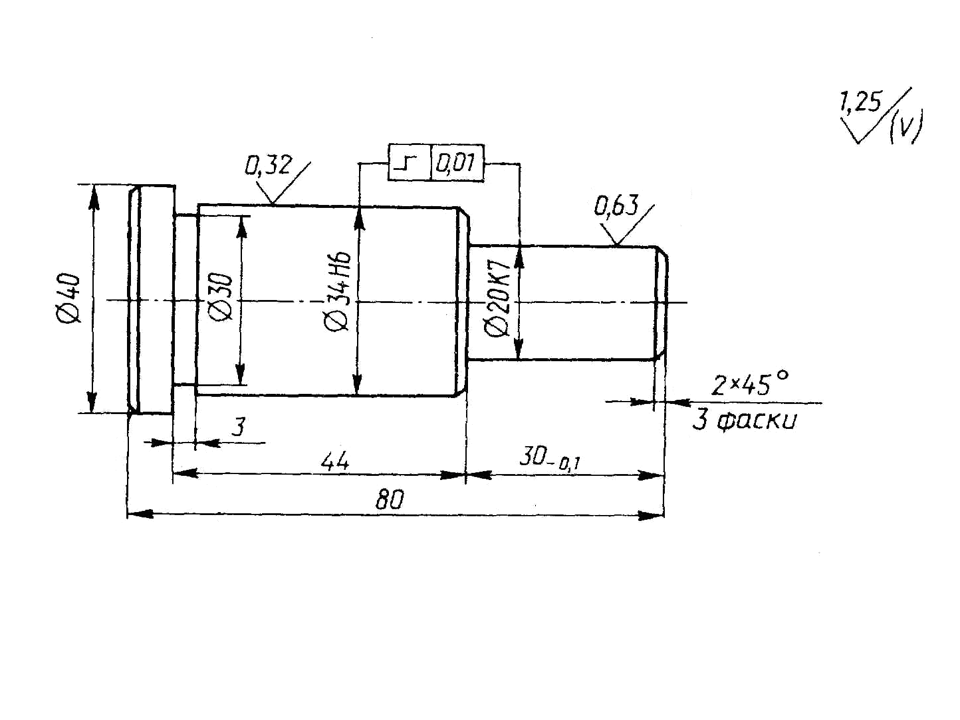
В машиностроении чертежи могут быть разными: существуют чертежи деталей, сборочные, схемы, спецификации и др. Технические рисунки должны изготавливаться согласно правилам государственных стандартов (ГОСТ) или Единой системы конструкторской документации (ЕСКД).
Количество изображений должно быть минимальным. В инженерной графике чертёж — это представление предмета с помощью проекций и точным соотношением его размеров.
Обозначения на чертежах в машиностроении
Допуски и посадки
Зачем это все нужно? Этот вопрос возникает не только у рабочего на производстве. Это задумано, чтобы на заводе не теряли время на постоянное измерение фактических размеров полученной детали, и без брака производили совместимые изделия.
Числовые значения верхнего и нижнего предельных отклонений указывают рядом с размерами шрифтом меньшей величины, чем для размерных чисел. Допуск – это диапазон отклонения от номинального размера. Поле допуска обозначают либо одной, либо двумя буквами основного отклонения и номером квалитета.
Допуск – это диапазон отклонения от номинального размера. Поле допуска обозначают либо одной, либо двумя буквами основного отклонения и номером квалитета.
Посадка состоит из допуска на наружной, охватываемой поверхности, допуска на внутреннюю поверхность, и определяется величиной зазора или натяга. Посадки указывают с помощью дроби в правой части от размера, в числителе обозначение предельного отклонения, а в знаменателе аналогичное обозначение для совместимой детали.
Обозначения размеров
Величина детали обозначается соответствующими числами и линиями со стрелками на концах. Линии размеров непрерывны и располагаются параллельно за пределами контура детали.
Единицы измерения на чертежах не обозначаются, по умолчанию всё указывают в миллиметрах.
Выносные элементы
Бывают случаи, когда удобнее вынести и увеличить часть детали за пределы основного контура.
Комплексную часть обводят либо кругом, либо овалом и подписывают римской цифрой. Выносному элементу этого фрагмента присваивают тот же римский номер в знаменателе, а в числителе указывают его масштаб.
Обозначение материалов в сечениях
Сечение – это изображение фигуры, получившееся после условного её рассечения. Оно показывает лишь формы детали, не раскрывая остальные сегменты, что располагаются за ним.
Сечения бывают вынесенными или наложенными. Первые отображаются за пределами формы предмета, вторые прямо на нём.
Контур сечения заполняют косыми сплошными линиями с углом наклона 45 градусов. Линии должны располагаться в одну и ту же сторону на всех сечениях для одной детали, учитывая и материал изделия.
Могут быть расположены в любом месте на чертеже, под произвольным углом, но в этом случае с добавлением в надписи слова «повёрнуто» над сечением.
Условные обозначения на чертежах технологической документации
На чертежах используют условные обозначения, установленные государственными стандартами. Это основы, в них описываются правила оформления знаков, букв, цифр, линий и так далее.
Обычно их на чертеже не разъясняют, за исключением обозначений, в которых необходимо указать номер стандарта. Всё-таки с ГОСТами необходимо ознакомиться для выполнения и распознавания чертежей или схем.
Это как раз тот случай, когда просто прочесть учебник по черчению недостаточно. Лучше всего пройти специализированные курсы или обучиться инженерным специальностям или другим профессиям, относящимся к производству или к строительству.
Умение читать технологическую документацию необходимо как инженеру, так и рядовому токарю.
В целом, машиностроение и другие отрасли используют ряд основных обозначений:
-
Буквенные, отражающие условные величины, например, радиус, шаг резьбы и многое другое.
-
Цифровые, выражающие значения размеров, величину угла и т. п.
-
Буквенно-цифровые, встречаются в основном в электрических схемах.
-
Графические – это базовые элементы технического рисунка. Ими отображают как структуру детали, материал изделия, так и её конструкцию (дверной или оконный проём и т. п.).
Все это необходимо для корректной подачи минимума информации на листе и последующего его верного прочтения.
Порядок чтения чертежей для начинающих
Помимо чертежей, также широко используется эскиз – это не технический чертёж. Это набросок предмета в произвольном масштабе, для изготовления которого не применяют чертёжные инструменты, и он не сопровождается надписями и размерами. Какие-либо знаки на нём и рядом с ним также не ставятся. Качество эскиза зависит от того, насколько он приближен к чертежу.
Это набросок предмета в произвольном масштабе, для изготовления которого не применяют чертёжные инструменты, и он не сопровождается надписями и размерами. Какие-либо знаки на нём и рядом с ним также не ставятся. Качество эскиза зависит от того, насколько он приближен к чертежу.
Чтение чертежа – это представление на двумерной плоской поверхности по изображениям объёмной формы предмета и его размеров и содержащее прочие сведения.
Но как научиться читать чертежи правильно? Существуют ли какие-нибудь простые, общие принципы для этого?
Чтение происходит в следующем порядке:
-
читается основная надпись чертежа;
-
-
анализируются виды и мысленно объединяются в единое целое;
-
определяются размеры детали и её компонентов.

Пример чтения чертежа детали
Основная надпись говорит о том, что на данном техническом рисунке изображено резьбовое соединение, в частности, скрепление болтом. Также на ней указан код документа и индекс изделия. Масштаб чертежа выполнен в натуральную величину, а именно 1:1.
Главный вид представлен с наложенным сечением скрепляемых деталей. Соединение показано двумя проекциями. Отдельно представлен болт, с метрической резьбой и высотой 120 мм и 30 миллиметровым диаметром. Также изображена гайка на виде сверху. А вот размеры шайбы по данным этого чертежа неясны.
Заключение
Машиностроительные чертежи — это непростые документы и не всегда можно их с ходу прочесть, но зато они могут передавать большие объёмы информации об искомых изделиях. Порой даже опытные инженеры не стесняются заглянуть в учебники или в государственные стандарты, чтобы правильно передать или понять смысл технического рисунка и сделать нужное обозначение для данной детали.
Чтение токарных чертежей условные обозначения. Как прочитать чертеж
Чтение чертежей является обязательным навыком и условием при устройстве на работу в должности инженера любой квалификации. Данный документ является основной составляющей частью каждого проекта, без которого не начнется ни разработка нефтегазового месторождения, ни строительство жилого дома. Для успешной работы с данной документацией сотрудник должен обладать знаниями из области точных наук и иметь определенные навыки черчения. В этом случае чтение чертежей не вызовет затруднений.
Проектные организации предоставляют эксплуатирующей компании несколько копий комплектов документации. Один из них — рабочий вариант для компании-застройщика, предназначенный для правильной организации работы инженерного состава непосредственно на объекте.
Чтение строительных чертежей позволяет определить назначение здания, его точные размеры, расположение оборудования, а также типы конструкций и материалы. Здесь проектируемый объект изображен в трех вариантах: фасад, план и разрезы (продольный и поперечный). При осмотре изображения фасада можно увидеть общий вид здания и высоту всех элементов относительно уровня пола. Эта информация читается на отметках, проставленных слева от основного рисунка. На плане объекта отчетливо видно расположение входа, выхода, количество помещений и их назначение, а также размеры и толщина и перегородок.
При проектировании комплекса жилых или производственных зданий, во время разработки газовых и нефтяных месторождений на первом этапе разрабатывается генеральный план участка строительства. Чтение чертежа генплана дает общее представление об этом участке. Здесь схематически изображается планировка зданий, сооружений, а также возможных природных объектов, попадающих в область застройки. При наличии искусственного обвалования территории на чертежах показывается его разрез с указанием размеров и материала насыпи.
При наличии искусственного обвалования территории на чертежах показывается его разрез с указанием размеров и материала насыпи.
Кроме того, для опасных и потенциально опасных объектов разрабатываются разделы ИТМ ГО ЧС (инженерно-технические мероприятия гражданской обороны, мероприятия по предупреждению чрезвычайных ситуаций) и ПБ (пожарной безопасности). Для этого используются чертежи генплана, на которых указываются зоны возможного поражения, их размеры и место аварии (разрыва напорного трубопровода). Детальное чтение чертежей данных разделов позволяет запланировать и своевременно провести необходимые спасательные мероприятия, т. к. здесь указываются места подъезда пожарной спецтехники и пути эвакуации персонала.
На изображениях содержится информация о видах труб, их диаметрах, толщине стенок, а также о количестве и типах задвижек и переходников.
Чтобы чтение чертежей давало полное представление о проектируемом объекте, используется система сокращений и условных обозначений, которая вместе с требованиями и нормами по разработке регулируется государственными стандартами РФ по системе ЕСКД.
К атегория:
Слесарно-инструментальные работы
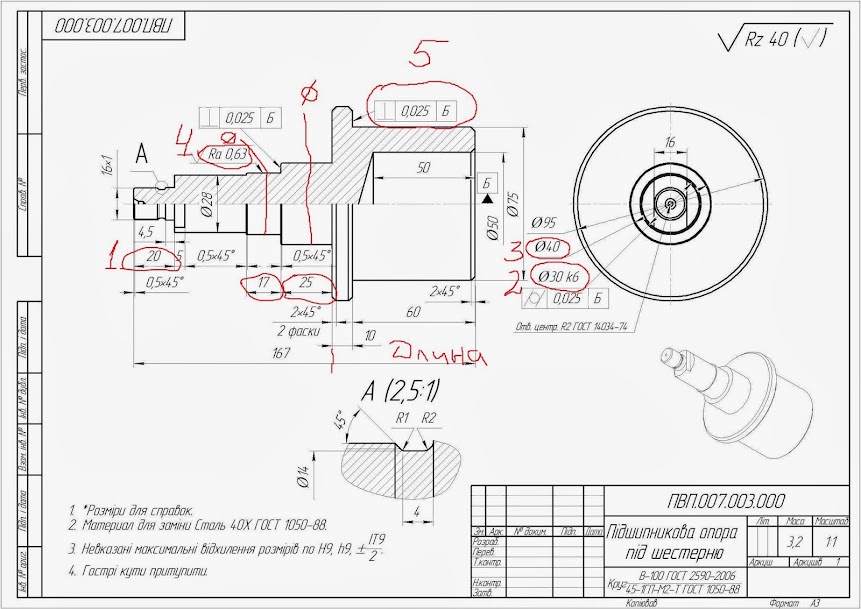
Каждый рабочий чертеж должен отвечать на следующие вопросы: какая деталь и в каком масштабе изображена на нем, из какого материала она изготовлена, каковы ее форма, размеры в целом и размеры отдельных ее элементов, какие можно допустить отступления от заданных размеров, какие отклонения допускаются по форме и расположению наиболее важных ее поверхностей, с какой чистотой следует обработать отдельные поверхности детали и т. п.
Ответить на все эти вопросы, значит прочитать чертеж. Попробуем получить подобные ответы, обратившись к рис. 1. Для этого начнем изучение чертежа с чтения штампа основной надписи, располагаемого всегда в правом нижнем углу листа. Прежде всего устанавливаем, что на чертеже изображен корпус комбинированной державки для инструмента, представленный в натуральную величину, поскольку в штампе указан масштаб, равный 1:1. Корпус должен быть изготовлен из стали марки 40Х.
Теперь представим форму детали. Для этого рассмотрим левую верхнюю часть чертежа, где вычерчен главный вид корпуса державки. Этот вид должен дать наиболее полное представление о ней. Устанавливаем, что державка состоит из утолщенной части (головки), тонкой части (хвоста) и соединительной части. Обратив внимание на вынесенное сечение, показанное под главным видом, заключаем, что хвостовая часть державки представляет собой цилиндрическое тело лыской, срезанной со стороны читающего чертеж, а также с круговой фаской на правом конце цилиндра.
Для этого рассмотрим левую верхнюю часть чертежа, где вычерчен главный вид корпуса державки. Этот вид должен дать наиболее полное представление о ней. Устанавливаем, что державка состоит из утолщенной части (головки), тонкой части (хвоста) и соединительной части. Обратив внимание на вынесенное сечение, показанное под главным видом, заключаем, что хвостовая часть державки представляет собой цилиндрическое тело лыской, срезанной со стороны читающего чертеж, а также с круговой фаской на правом конце цилиндра.
Далее нужно установить, что представляет собой головка корпуса. Из главного вида можно составить представление только о том, что в головке имеется коническое отверстие Морзе № 4, переходящее затем в цилиндрическое отверстие диаметром 20 мм. Судить о внешней форме головки по одному только главному виду трудно. Для этого, очевидно, придется использовать вид слева и вид сверху. Обращаясь к виду слева (в правом верхнем углу чертежа) устанавливаем, что головка состоит из большого цилиндра, от которого идут два прямоугольных выступа вправо и два таких же выступа вниз. Нижняя сторона одного из выступов проходит строго по центровой оси цилиндра. Возвращаясь к главному виду, убеждаемся, что выступы несколько короче цилиндра головки. Из главного вида и вида сверху обнаруживаем на головке две пары отверстий с резьбой Ml2. Вид слева уточняет, что они выполнены не во всех четырех, а только в двух выступах.
Нижняя сторона одного из выступов проходит строго по центровой оси цилиндра. Возвращаясь к главному виду, убеждаемся, что выступы несколько короче цилиндра головки. Из главного вида и вида сверху обнаруживаем на головке две пары отверстий с резьбой Ml2. Вид слева уточняет, что они выполнены не во всех четырех, а только в двух выступах.
Рис. 1. Производственный чертеж детали.
Форму соединительной части позволяет установить главный вид и вид сверху. Эта часть представляет собой цилиндрическое тело (см. значок о у размера 60С3), сквозь которое перпендикулярно к его оси проходит сквозное овальное отверстие для выбивания инструмента.
Итак, по мере того как изучается форма хвоста, головки и соединительной части, у читающего чертеж складывается представление о форме державки в целом.
Теперь нужно определить размеры детали, изображенной на чертеже. Рассматривая, как расположены размерные линии (линии со стрелками) и какие в них поставлены цифры, можно установить Размеры детали и ее отдельных элементов, выраженные в миллимет-pax.![]() Однако важно знать не только величину, но и расположение размеров на детали. Обратите внимание на то, что большинство размеров задано от одного, левого торца детали (размеры 250, 135, 98, 88). Поверхность, от которой задаются размеры, носит название базы отсчета. Проставляя, таким образом, размеры, конструктор тем самым дает наказ производственникам выполнить именно эти размеры и выдержать их именно от этой поверхности. Эти указания конструктора следует строго выполнять, так как нарушение базы отсчета при изготовлении деталей приводит к отклонениям от чертежных размеров, к браку. Поэтому нельзя самим подсчитывать незаданные в чертеже размеры и пользоваться ими при изготовлении деталей.
Однако важно знать не только величину, но и расположение размеров на детали. Обратите внимание на то, что большинство размеров задано от одного, левого торца детали (размеры 250, 135, 98, 88). Поверхность, от которой задаются размеры, носит название базы отсчета. Проставляя, таким образом, размеры, конструктор тем самым дает наказ производственникам выполнить именно эти размеры и выдержать их именно от этой поверхности. Эти указания конструктора следует строго выполнять, так как нарушение базы отсчета при изготовлении деталей приводит к отклонениям от чертежных размеров, к браку. Поэтому нельзя самим подсчитывать незаданные в чертеже размеры и пользоваться ими при изготовлении деталей.
Кроме цифр, характеризующих размеры детали, в некоторых размерных линиях проставлены цифровые и буквенные значки. Эти значки характеризуют допуски на неточность их выполнения. С допусками познакомимся ниже. Из данных этого чертежа можно также сделать вывод-о допускаемой неточности положения поверхностей, пользуясь уже известными обозначениями.
Из указаний над штампом основной надписи видно, что хвостовая часть детали должна быть закалена до указанной на чертеже твердости, перед шлифованием подвергнута воронению и маркировке согласно чертежу.
Если произошло так, что перед вами остро встал вопрос, как читать чертежи, да и делать это профессионально и правильно, то скорее всего вам придется потратить на обучение некоторое время. Долгий путь будет выстлан перед вами в образе чтения огромного количества зачастую ненужной литературы, переходов по Интернет-ссылкам учебников и тому подобного.
Короткий вариант того, как научиться читать чертежи представляется в непосредственной работе с чертежами под руководством опытного инженера. Для некоторых людей, хоть немного знакомых со строительной областью будет достаточным ознакомление с ГОСТами, электронной версией составления чертежей или самоучителя «Черчения для чайников». Главным, для правильного понимания чертежа остается неизменный показатель – обладать отличным пространственным воображением, иначе никакие знания и опыт не принесут должного результата.
Умение читать чертежи необходимо для ряда строительных профессий: слесарей, сметчиков, каменщиков, бетонщиков, иногда монтажников, сварщиков и так далее. Чтобы понять, как правильно читать чертежи, в первую очередь необходимо непосредственно с ними работать. Если у вас нет соответствующего высшего образования по промышленному или гражданскому строительству, то для чтения чертежа необходимо знать установленные стандарты, правила, условности и упрощения, характерные именно для интересующей вас области (чертеж детали или чертеж строительства загородного дома). Общими правилами помогающими понять суть того, как научиться читать чертежи служат:
- Ознакомление с заглавной надписью чертежа. Именно ее изучение, позволяет узнать, из какого материала изготовлена изображенная деталь, её название и масштаб чертежа.
- Обозначение изображений, которые послужили прообразом представленной детали чертежа.
- Проведение анализа чертежного изображения. Именно представление формы изделия или детали помогает лучше понять суть внесенных в чертеж данных. Если же не получается воссоздать в воображении всю деталь целиком, постарайтесь разделить ее на несколько частей и представить их геометрическую форму.
- Когда вы представите себе модель изделия или объекта, можете уже точно изучать в чертеже её размеры (точную величину).
 Если же не получается воссоздать в воображении всю деталь целиком, постарайтесь разделить ее на несколько частей и представить их геометрическую форму.
Если же не получается воссоздать в воображении всю деталь целиком, постарайтесь разделить ее на несколько частей и представить их геометрическую форму.Изучение чертежа помогает ознакомиться с названием изделия, какое количество деталей необходимо для его изготовления, рассчитать масштаб и размеры изделия, его массу, внимательно просмотреть изображенные там детали, помогающие более точно представить будущую конфигурацию изделия уже в готовом виде, при учете всех необходимых требований и стандартов.
Чтобы всегда иметь доступ к информации по стандартизации и технологическим требованиям необходимым именно для выбранной вами отрасли (строительство дома, трубопровода, изготовление деталей, конструкций и прочее), стоит заиметь в личное пользование справочник или учебник по черчению, содержащий данную информацию. Можно также распечатать данные из Интернета, чтобы они всегда находились у вас под рукой.
Подводя итог всему вышесказанному, начинать чтение чертежа следует с ознакомления всех его видов, правил и методов нанесения на плоскости бумаги изделий различной формы и размера. Запомнить условные обозначения и стандарты, необходимые для правильной выдержки чертежа при его составлении.
ЧЕРТЕЖ ОБЩЕГО ВИДА И СБОРОЧНЫЙ ЧЕРТЕЖ.
Общие положения.
Чтение машиностроительного чертежа начинается с изучения конструкции изделия.
1) установить назначение устройства и принцип действия изображенного изделия;
2) выяснить назначение, форму и взаимодействие деталей изделия, их размеры;
3) выяснить взаимное положение деталей и способы их соединений друг с другом.
Рис. 3. Сборочный чертеж вентиля запорного
Рис. 4 а. Спецификация к сборочному чертежу вентиля запорного. Первый лист
Рис. 4 б. Спецификация к сборочному чертежу вентиля запорного. второй лист
Чтение чертежа значительно облегчается, если имеется возможность изучить принцип действия изделия по какому-либо документу (например, по пояснительной записке, паспорту или описанию устройства).
Полнота изображения изделия на машиностроительном чертеже определяется наличием необходимых видов, разрезов (рис.1, разрез А-А ), сечений (рис.1, Б-Б ), местных видов (рис.1 В, Г ) и, при необходимости, выносных элементов. При определении необходимого числа видов исходят из сложности изделия. Число видов – минимальное, но достаточное для полного представления об устройстве и размерах изделия.
Выполнение разрезов позволяет выявить характер соединения деталей. Применяются разрезы простые и сложные, полные и местные и др. При изображении симметричной фигуры, допускается соединять половину вида и половину разреза, разделяя их штрих-пунктирной линией, являющейся осью симметрии изделия. Часть разреза располагается справа (рис. 5) или ниже оси симметрии, разделяющей часть вида с частью разреза.
Рис. 5. Соединение части вида и части разреза изделия
При соединении частей вида и разреза симметричной фигуры, если ось симметрии совпадает с проекцией какой-либо линии фигуры (например, ребра шестигранника, четырехгранника и т. п.), то вид от разреза отделяется сплошной волнистой линией, проводимой левее или правее оси симметрии.
п.), то вид от разреза отделяется сплошной волнистой линией, проводимой левее или правее оси симметрии.
При соединении на одном изображении вида и разреза несимметричной фигуры, разрез отделяется от вида сплошной волнистой линией.
Графические обозначения материалов в разрезах и сечениях на чертежах общего вида и сборочных чертежах (ГОСТ 2.306) аналогичны изображению материалов на рабочих чертежах деталей изделий. По ним можно ориентировочно определить материал, из которого изготовлены составные части изделия.
Если на чертеже изображены смежные детали, то они штрихуются в противоположные стороны или с различным шагом штриховки. На рисунке 6 одна деталь поз.5 – штрихуется с наклоном влево, другая, поз. 1 – вправо. Это делается для того, чтобы легче было отличить смежные детали одну от другой.
Когда в разрез попадают три и более смежные детали, то изменяют шаг линий штриховки на изображениях соседних деталей или сдвигают линии штриховки. Больший шаг применяют для более крупных деталей (рис. 6, поз.6, 10, рис. 1, поз. 12, 13, детали заштрихованы в одну и ту же сторону, но с разным шагом).
6, поз.6, 10, рис. 1, поз. 12, 13, детали заштрихованы в одну и ту же сторону, но с разным шагом).
Однако следует обратить внимание, что для всех разрезов и сечений данной детали на чертеже штриховка выполняется в одну сторону с одинаковым шагом между линиями штриховки (рис. 1, детали поз. 6, 8 на главном виде и на разрезе А-А заштрихованы в одну сторону).
Рис. 6. Штриховка материала для смежных деталей.
Узкие площади сечений, толщина которых на чертеже равна 2 мм или менее показывают зачерненными (рис. 6, поз. 3, 4).
Перемещающиеся части изделия на чертеже изображают, как правило, в рабочем положении. Допускается изображать их также в крайнем или промежуточном положениях, применяя для этого тонкую штрихпунктирную линию с двумя точками. На чертеже наносятся соответствующие размеры, характеризующие различные положения перемещающихся частей (рис. 1, 2 (размер 250…265 )).
Ознакомление
с изделием. По основной надписи выяснить
наименование изделия, масштаб изображения
и др.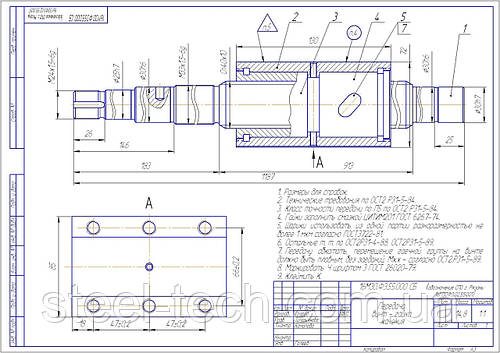
Чтение изображений. Определить, какие виды, разрезы, сечения даны на чертеже и каково назначение каждого изображения. Выяснить положение секущих плоскостей, с помощью которых выполнены разрезы и сечения, а при наличии дополнительных и местных видов — направления их проецирования.
Изучение составных частей изделия. По спецификации выяснить их наименования, по чертежу — форму и взаимное положение. Изучить составные части изделия по порядку номеров позиций спецификации, причем изображения деталей сначала следует найти на том виде, на котором указан номер позиции, а затем — на остальных. Учесть, что при наличии разрезов выявлению формы детали способствуют одинаковые наклон и частота линий штриховки ее сечений.
Изучение конструкции изделия. Выяснить характер соединения отдельных деталей между собой. Для неразъемных соединений (сварных, клепаных, паяных и т.п.) определить каждый элемент и места их соединения, а для разъемных — выявить все крепежные детали.
Определение
последовательности сборки и разборки
изделия. Это завершающая стадия
чтения чертежа.
Это завершающая стадия
чтения чертежа.
Рассмотрим пример чтения сборочного чертежа изделия, показанного на рис. 14.4.
На сборочном чертеже изображена вилка кабельная угловая, что видно из основной надписи. Она является одной из двух частей разъема, применяемого для соединения электрического кабеля. Соединение одной части разъема — вилки с другой частью — розеткой происходит с помощью контакта 1 и гайки 2.
На сборочном чертеже даны четыре изображения: полный разрез, часть вида слева, сечение А-А и местный вид Б.
Обозначение | Наименование | Примечание | |||||||||||||||||
Документация | |||||||||||||||||||
ХХ. | Сборочный чертеж | ||||||||||||||||||
Сборочные единицы | |||||||||||||||||||
ХХ. | |||||||||||||||||||
Детали | |||||||||||||||||||
Заглушка | |||||||||||||||||||
Уплотнитель | |||||||||||||||||||
Стандартные изделия | |||||||||||||||||||
Винт М3х5 ГОСТ. | |||||||||||||||||||
Вилка кабельная угловая | |||||||||||||||||||
Проверил | |||||||||||||||||||
 ХХ.00.00 СБ
ХХ.00.00 СБ ХХ.01.00 СБ
ХХ.01.00 СБ ..
..Разрез
выявляет внутреннюю конструкцию изделия,
вид слева дает возможность понять
форму гайки 2 и стакана 3. Сечение А -А
выявляет соединение стакана 3 и
корпуса 5. Местный вид Б показывает часть
гайки 7. Вид Б выполнен по направлению,
указанному соответствующей стрелкой.
Сечение А -А
выявляет соединение стакана 3 и
корпуса 5. Местный вид Б показывает часть
гайки 7. Вид Б выполнен по направлению,
указанному соответствующей стрелкой.
По спецификации, приведенной на рис. 14.5, определяем, что изделие состоит из одной сборочной единицы (контакта), девяти деталей и трех стандартных винтов.
По изображениям на чертеже определяем форму деталей. Корпус показан на трех изображениях: в основном разрезе, на виде слева и в сечении А-А. Внешние очертания корпуса имеют цилиндрическую форму с изгибом под прямым углом. Внутренняя форма представлена двумя резьбовыми и одним гладким отверстиями.
Внешний контур стакана 3 состоит из трех цилиндрических поверхностей и одной конической поверхности со сквозным цилиндрическим отверстием. При этом одна цилиндрическая поверхность имеет две прорези, показанные на виде слева.
Гайка
7имеет прорезь (шлиц), показанную на
местном виде Б, которая предназначена
для ввинчивания ее в резьбовое отверстие
корпуса.
Гайка 10 на внешней по диаметру цилиндрической поверхности имеет рифление, показанное частью вида на разрезе этой детали.
Гайка 2 имеет цилиндрическую форму с внутренней резьбой М16х 1. На ее цилиндрической поверхности выполнены четыре сквозных отверстия.
Конструкция изделия следующая. Кабель вставляют в отверстие корпуса 5, припаивают к контакту 1 через другое отверстие и закрывают заглушкой 6. Кабель в вилке закрепляют с помощью гайки 7, уплотнителя 8 и еще одной гайки 10. Во внутреннее отверстие стакана 3 вставляют контакт / и уплотняют втулкой 4. Стакан 3 проходит через гладкое отверстие гайки 2 и закрепляется в корпусе с помощью трех винтов М2, показанных в сечении А- А.
Разбирается изделие в следующем порядке: отвинтить винты 11, вынуть стакан 3, снять гайку 2. Из резьбовых отверстий корпуса вывинтить заглушку, гайки и вынуть кабель.
Чертежи токарно-винторезного станка 1К62
Сведения о производителе токарно-винторезного станка 1К62
Производитель токарно-винторезного станка модели 1К62 — Московский станкостроительный завод «Красный пролетарий» им. А.И. Ефремова, основанный в 1857 году.
А.И. Ефремова, основанный в 1857 году.
Станки, выпускаемые Московским станкостроительным заводом Красный пролетарий, КП
Спецификация основных узлов и органов управления токарным станком
Основные узлы и органы управления токарным станком 1к62
Основные узлы и органы управления токарным станком 1К62. Смотреть в увеличенном масштабе
Перечень органов управления токарного станка 1К62
- Рукоятка включения на подачу, резьбу, ходовой винт и архимедову спираль;
- Рукоятки установки чисел оборотов шпинделя;
- Рукоятка установки увеличенного, нормального шага резьбы и положения при делении на многоэаходные резьбы;
- Рукоятка установки правой и левой резьбы и подачи;
- Рукоятки установки чисел оборотов шпинделя;
- Кнопка включения реечной шестерни при нарезании резьбы;
- Рукоятка индексации и закрепления резцовой головки
- Рукоятка поперечной подачи суппорта;
- Кнопочная станция пуска и останова электродвигателя главного привода;
- Рукоятка подачи верхней части суппорта;
- Рукоятка управления быстрыми перемещениями каретки и суппорта;
- Рукоятка крепления пиноли задней бабки;
- Выключатель насоса охлаждения;
- Линейный выключатель;
- Рукоятка крепления задней бабки;
- Выключатель местного освещения;
- Маховичок перемещения пиноли задней бабки;
- Рукоятки включения, выключения и реверсирования шпинделя;
- Рукоятка включения маточной гайки;
- Маховичок ручного перемещения суппорта и каретки;
- Рукоятки включения, выключения и реверсирования шпинделя;
- Рукоятка установки величины подачи и шага резьбы.
Спецификация составных частей токарного станка 1К62
- Бабка передняя (коробка скоростей) — 1К62.02.01
- Станина — 1К62.01.01
- Фартук — 1К62.06.01
- Каретка — 1К62.05.01; Суппорт — 1К62.04.01
- Охлаждение — 1К62.14.01
- Бабка задняя — 1К62.03.01
- Моторная установка — 1К62.15.01
- Коробка подач — 1К62.07.01
- Электрооборудование — 1К62.18.01
- Приклон — 1К62.78.01; Шестерни сменные — 1К62.78.02
- Ограждение — 1К62.50.01
- Переключение — 1К62.11.01
Кинематика токарно-винторезного станка 1К62
Кинематическая схема токарно-винторезного 1к62
Кинематика токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
Читайте также: Расчет кинематической настройки токарно-винторезного станка 1К62
Схема установки подшипников на токарно-винторезном станке 1К62
Схема установки подшипников на токарно-винторезном станке 1к62
Схема установки подшипников на токарно-винторезном станке 1К62. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Читайте также: Описание конструкции токарно-винторезного станка 1К62
1К62.02.01. Передняя бабка (коробка скоростей) токарно-винторезного станка 1К62
Передняя бабка (коробка скоростей) токарно-винторезного станка 1к62
Передняя бабка (коробка скоростей шпинделя) токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
Развертка передней бабки токарно-винторезного станка 1к62
1. Развертка передней бабки токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
2. Развертка передней бабки токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
3. Развертка передней бабки токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
Передняя бабка (коробка скоростей) токарно-винторезного станка 1к62
Передняя бабка (коробка скоростей шпинделя) токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
Передняя бабка (коробка скоростей) токарно-винторезного станка 1к62
Передняя бабка (коробка скоростей шпинделя) токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Передняя бабка (коробка скоростей) токарно-винторезного станка 1к62
Передняя бабка (коробка скоростей шпинделя) токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
Передняя бабка (коробка скоростей) токарно-винторезного станка 1к62
Передняя бабка (коробка скоростей шпинделя) токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
Передняя бабка (коробка скоростей) токарно-винторезного станка 1к62
Передняя бабка (коробка скоростей шпинделя) токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
Передняя бабка (коробка скоростей) токарно-винторезного станка 1к62
Передняя бабка (коробка скоростей шпинделя) токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
Передняя бабка (коробка скоростей) токарно-винторезного станка 1к62
Передняя бабка (коробка скоростей шпинделя) токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Передняя бабка (коробка скоростей) токарно-винторезного станка 1к62
Передняя бабка (коробка скоростей шпинделя) токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
Передняя бабка (коробка скоростей) токарно-винторезного станка 1к62
Передняя бабка (коробка скоростей шпинделя) токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
Передняя бабка (коробка скоростей) токарно-винторезного станка 1к62
Передняя бабка (коробка скоростей шпинделя) токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
Приклон и гитара токарно-винторезного станка 1к62
Приклон и гитара токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
Приклон и гитара токарно-винторезного станка 1к62
Приклон и гитара токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
Передняя бабка (коробка скоростей) токарно-винторезного станка 1к62
Передняя бабка (коробка скоростей шпинделя) токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Передняя бабка (коробка скоростей) токарно-винторезного станка 1к62
Передняя бабка (коробка скоростей шпинделя) токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
Шпиндель токарно-винторезного станка 1к62
Чертеж шпинделя токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
Читайте также: Описание конструкции шпиндельной бабки токарно-винторезного станка 1К62
1К62.03.01. Задняя бабка токарно-винторезного станка 1К62
Задняя бабка токарно-винторезного станка 1к62
Задняя бабка токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
1К62.04.01. Суппорт токарно-винторезного станка 1К62
Суппорт токарно-винторезного станка 1к62
Суппорт токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
Суппорт токарно-винторезного станка 1к62
Суппорт токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Суппорт токарно-винторезного станка 1к62
Суппорт токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
Суппорт токарно-винторезного станка 1к62
Суппорт токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
Суппорт токарно-винторезного станка 1к62
Суппорт токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
1К62.06.01. Фартук токарно-винторезного станка 1К62
Фартук токарно-винторезного станка 1к62
Фартук токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
Фартук токарно-винторезного станка 1к62
Фартук токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
Фартук токарно-винторезного станка 1к62
Фартук токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
Фартук токарно-винторезного станка 1к62
Фартук токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Фартук токарно-винторезного станка 1к62
Фартук токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
Фартук токарно-винторезного станка 1к62
Фартук токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
Фартук токарно-винторезного станка 1к62
Фартук токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
Фартук токарно-винторезного станка 1к62
Фартук токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
Фартук токарно-винторезного станка 1к62
Фартук токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
Фартук токарно-винторезного станка 1к62
Фартук токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
Фартук токарно-винторезного станка 1к62
Фартук токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
Фартук токарно-винторезного станка 1к62
Фартук токарно-винторезного станка 1К62.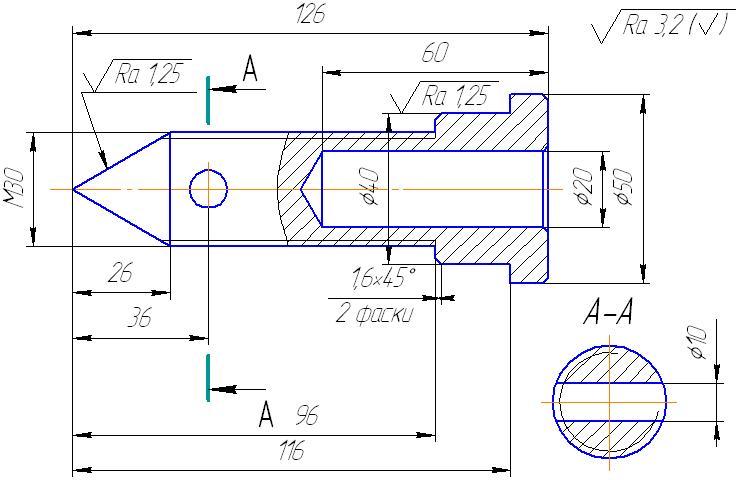 Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Читайте также: Описание конструкции фартука токарно-винторезного станка 1К62
1К62.06.01. Коробка подач токарно-винторезного станка 1К62
Коробка подач токарно-винторезного станка 1к62
Коробка подач токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
Коробка подач токарно-винторезного станка 1к62
Коробка подач токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
Коробка подач токарно-винторезного станка 1к62
Коробка подач токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
Коробка подач токарно-винторезного станка 1к62
Коробка подач токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
Коробка подач токарно-винторезного станка 1к62
Коробка подач токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
Коробка подач токарно-винторезного станка 1к62
Коробка подач токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Коробка подач токарно-винторезного станка 1к62
Коробка подач токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
Коробка подач токарно-винторезного станка 1к62
Коробка подач токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
Коробка подач токарно-винторезного станка 1к62
Коробка подач токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
Коробка подач токарно-винторезного станка 1к62
Коробка подач токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
Коробка подач токарно-винторезного станка 1к62
Коробка подач токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
Коробка подач токарно-винторезного станка 1к62
Коробка подач токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
Коробка подач токарно-винторезного станка 1к62
Коробка подач токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Читайте также: Описание конструкции коробки подач токарно-винторезного станка 1К62
Ремонт токарно-винторезного станка 1к62. Видеоролик
Технические данные и характеристики токарно-винторезного станка 1К62
| Наименование параметра | ДИП-200 (1д62м) | 1А62 | 1К62 | 16К20 |
|---|---|---|---|---|
| Основные параметры | ||||
| Класс точности по ГОСТ 8-82 | Н | Н | Н | Н |
| Наибольший диаметр заготовки, обрабатываемой над станиной, мм | 410 | 400 | 400 | 400 |
| Наибольший диаметр заготовки, обрабатываемой над суппортом, мм | 210 | 210 | 220 | 220 |
| Наибольшая длина заготовки, обрабатываемой в центрах (РМЦ), мм | 750, 1000, 1500 | 750, 1000, 1500 | 710, 1000, 1400 | 710, 1000, 1400, 2000 |
| Наибольшая длина обточки, мм | 650, 900, 1400 | 650, 900, 1400 | 640, 930, 1330 | 645, 935, 1335, 1935 |
| Высота оси центров над плоскими направляющими станины, мм | 202 | 215 | 215 | |
| Наибольшее расстояние от оси центров до до кромки резцедержателя, мм | 228 | 228 | 240 | |
| Высота от опорной поверхности резца до оси центров (высота резца), мм | 23 | 25 | 25 | 25 |
| Наибольшее сечение державки резца, мм | 25 х 25 | 25 х 25 | 25 х 25 | 25 х 25 |
| Наибольшая масса заготовки, обрабатываемой в патроне, кг | 500 | 200 | ||
| Наибольшая масса заготовки, обрабатываемой в центрах, кг | 1500 | 460, 650, 900, 1300 | ||
| Шпиндель | ||||
| Диаметр сквозного отверстия в шпинделе, мм | 38 | 36 | 38/ 47 | 52 |
| Наибольший диаметр прутка, проходящий через отверстие в шпинделе, мм | 37 | 34 | 36/ 45 | 50 |
| Число ступеней частот прямого вращения шпинделя | 18 | 21 | 24 | 24 |
| Частота вращения шпинделя в прямом направлении, об/мин | 11,5. .600 .600 | 11,5..1200 | 12,5..2000 | 12,5..1600 |
| Число ступеней частот обратного вращения шпинделя | 9 | 12 | 12 | 12 |
| Частота вращения шпинделя в обратном направлении, об/мин | 18..760 | 18..1520 | 19..2420 | 19..1900 |
| Размер внутреннего конуса в шпинделе, М | Морзе 5 | Морзе 5 | Морзе 5/ 6 | Морзе 6 |
| Конец шпинделя фланцевого | М90х6 | М90х6 | М90х6/ 6 | 6К по ГОСТ 12593-72 |
| Торможение шпинделя | есть | есть | есть | |
| Материал шпинделя | Ст.45 | Ст.45 | ||
| Суппорт. Подачи | ||||
| Наибольшее перемещение продольной каретки суппорта от руки, мм | 650, 900, 1400 | 650, 900, 1400 | 640, 930, 1330 | |
| Наибольшее перемещение продольной каретки суппорта по валику и по винту, мм | 650, 900, 1400 | 650, 900, 1400 | 640, 930, 1330 | 645, 935, 1335, 1935 |
| Наибольшее перемещение поперечной каретки суппорта от руки, мм | 280 | 280 | 250 | 300 |
| Наибольшее перемещение поперечной каретки суппорта по валику и по винту, мм | 280 | 280 | 250 | |
| Продольное перемещение на одно деление лимба, мм | нет | 1 | 1 | 1 |
| Поперечное перемещение на одно деление лимба, мм | 0,05 | 0,05 | 0,05 | 0,05 |
| Поперечное перемещение на один оборот лимба (шаг винта поперечного суппорта), мм | 5 | 5 | ||
| Число ступеней продольных подач | 35 | 35 | 49 | |
| Пределы рабочих подач продольных, мм/об | 0,082. .1,59 .1,59 | 0,082..1,59 | 0,07..4,16 | 0,05..2,8 |
| Число ступеней поперечных подач | 35 | 35 | 49 | |
| Пределы рабочих подач поперечных, мм/об | 0,027..0,522 | 0,027..0,522 | 0,035..2,08 | 0,025..1,4 |
| Скорость быстрых перемещений суппорта, продольных, м/мин | нет | нет | 3,4 | 3,8 |
| Скорость быстрых перемещений суппорта, поперечных, м/мин | нет | нет | 1,7 | 1,9 |
| Максимально допустимая скорость при работе по упорам, м/мин | 0,25 | |||
| Количество нарезаемых резьб метрических | 25 | 19 | 44 | |
| Пределы шагов метрических резьб, мм | 1..12 | 1..12 | 1..192 | 0,5..112 |
| Количество нарезаемых резьб дюймовых | 30 | 20 | 38 | |
| Пределы шагов дюймовых резьб, ниток/дюйм | 24. .2 .2 | 24..2 | 24..2 | 56..0,5 |
| Количество нарезаемых резьб модульных | 12 | 10 | 20 | |
| Пределы шагов модульных резьб, модуль | 0,25..3 | 0,5..3 | 0,5..48 | 0,5..112 |
| Количество нарезаемых резьб питчевых | 24 | 24 | 37 | |
| Пределы шагов нарезаемых резьб питчевых | 96..7 | 95..7 | 96..1 | 56..0,5 |
| Выключающие упоры продольные | есть | есть | есть | есть |
| Выключающие упоры поперечные | нет | нет | нет | |
| Предохранение от перегрузки | есть | есть | есть | есть |
| Блокировка одновременного включения продольного и поперечного движения суппорта | есть | есть | есть | есть |
| Резьбоуказатель | нет | |||
| Наружный диаметр ходового винта, мм | 40 | 40 | ||
| Шаг ходового винта, мм | 12 | 12 | ||
| Диаметр ходового вала, мм | 30 | 30 | ||
| Резцовые салазки | ||||
| Наибольшее перемещение резцовых салазок, мм | 100 | 113 | 140 | 150 |
| Перемещение резцовых салазок на одно деление лимба, мм | 0,05 | 0,05 | 0,05 | 0,05 |
| Перемещение резцовых салазок на один оборот лимба (шаг винта резцовых салазок), мм | 5 | 5 | ||
| Наибольший угол поворота резцовых салазок, град | ±45° | ±90° | ±90° | ±90° |
| Цена деления шкалы поворота резцовых салазок, град | 1° | 1° | 1° | 1° |
| Число резцов в резцовой головке | 4 | 4 | 4 | 4 |
| Задняя бабка | ||||
| Диаметр пиноли задней бабки, мм | 65 | 70 | ||
| Конус отверстия в пиноли задней бабки по ГОСТ 2847-67 | Морзе 4 | Морзе 4 | Морзе 5 | Морзе 5 |
| Наибольшее перемещение пиноли, мм | 150 | 150 | 150 | 150 |
| Перемещение пиноли на одно деление лимба, мм | нет | нет | 0,05 | 0,1 |
| Величина поперечного смещения корпуса бабки, мм | ±15 | ±15 | ±15 | ±15 |
| Электрооборудование | ||||
| Количество электродвигателей на станке | 1 | 2 | 4 | 4 |
| Электродвигатель главного привода, кВт | 4,3 | 7 | 10 | 11 |
| Электродвигатель быстрых перемещений, кВт | нет | нет | 0,8 | 0,75 |
| Электродвигатель гидростанции, кВт | нет | нет | 1,1 | 1,1 |
| Электродвигатель насоса охлаждения, кВт | нет | 0,125 | 0,125 | 0,12 |
| Насос охлаждения (помпа) | ПА-22 | ПА-22 | ПА-22 | |
| Габариты и масса станка | ||||
| Габариты станка (длина ширина высота) (РМЦ = 1000), мм | 2650 х 1315 х 1220 | 2650 х 1580 х 1210 | 2812 х 1166 х 1324 | 2795 х 1190 х 1500 |
| Масса станка (РМЦ = 1000), кг | 1750 | 2105 | 2140 | 3005 |
- Токарно-винторезный станок 1К62. Руководство по уходу и обслуживанию, КП, 1962, 1966
- Токарно-винторезный станок 1К62. Рабочие чертежи, КП, 1970
- Универсальный токарно-винторезный станок 1К62. Каталог запасных частей, Станкоимпорт,
- Ремонт токарно-винторезных станков моделей 1К62, 1К625 часть 1, часть 2, часть 3, Тула, 1974
- Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
- Батов В.П. Токарные станки., 1978
- Белецкий Д.Г. Справочник токаря-универсала, 1987
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
- Модзелевский А. А., Мущинкин А.А., Кедров С. С., Соболь А. М., Завгородний Ю. П., Токарные станки, 1973
- Оглоблин А.Н. Основы токарного дела, 1967
- Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
- Схиртладзе А. Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
- Тепинкичиев В.К. Металлорежущие станки, 1973
- Чернов Н.Н. Металлорежущие станки, 1988
Список литературы:
 Руководство по уходу и обслуживанию, КП, 1962, 1966
Руководство по уходу и обслуживанию, КП, 1962, 1966 Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980Связанные ссылки
1К62 Паспорт токарно-винторезного станка, (djvu) 1,8 Мб, Скачать
1К62 Руководство по ремонту токарно-винторезных станков. Часть 1. Общее описание станков и чертежи узлов
1К62 Руководство по ремонту токарно-винторезных станков 1К62, 1К625. Часть 2. Сменяемые детали
1К62 Руководство по ремонту токарно-винторезных станков 1К62, 1К625. Часть 3. Маршрутная технология сборки-разборки
Изготовление чертежей на заказ | ООО «ВТМ»
ООО «Высокоточная механика» изготавливает чертежи деталей по образцам клиентов. Вы можете принести изделие любой сложности и наши инженеры оперативно преобразуют его в графический документ, в котором будут указаны все размеры, особенности конфигурации и прочие данные для качественного изготовления детали в дальнейшем. Также подобный чертеж можно будет использовать для контроля изделия и установления соответствия его всем требованиям.
Также подобный чертеж можно будет использовать для контроля изделия и установления соответствия его всем требованиям.
Как мы работаем?
Наши инженеры обладают большим опытом в построении чертежей любого уровня сложности. Именно поэтому мы можем выполнить поставленную задачу в короткие сроки. Как правило, чертеж детали занимает один день. Но в каждом случае сроки оговариваются индивидуально.
Предварительно с образца вручную снимаются все необходимые размеры. После этого инженеры выполняют 3D-сканирование. Для этого используется специальное современное оборудование, которое позволяет максимально точно установить размеры выемок, углублений, шага резьбы и т.п.
Для того чтобы мы приступили к работе, вам необходимо предоставить образец детали и ответить на несколько вопросов инженера. Он уточнит технические требования, предъявляемые к изделию, желаемую систему и формат чертежа и другие нюансы.
Что предлагаем?
К нам вы можете обратиться, если необходимо изготовить деталь на замену вышедшей из строя, сформировать изделие для сборки нового оборудования или техники, усовершенствовать систему и т. д. Мы предлагаем разные варианты решения поставленной задачи, а именно создаем чертежи следующих типов:
д. Мы предлагаем разные варианты решения поставленной задачи, а именно создаем чертежи следующих типов:
— чертеж детали по образцу – графический документ для изготовления и контроля качества требуемого изделия;
— сборочный чертеж – графический документ одной сборочной единицы, который поможет правильно смонтировать определенный узел;
— габаритный чертеж – изображение детали, на котором обозначены основные контуры, установочные и присоединительные размеры;
— монтажный чертеж – документ содержит необходимые данные для установки изделия.
Готовый чертеж детали предоставляется в формате 2D или 3D в системе на выбор клиента. Мы работаем с AutoCAD, SolidWorks, Компас и т.д.
Вы можете забрать графические документы или оставить их нам для изготовления соответствующего изделия. У нас большая техническая база и опытные мастера различного профиля, которые изготовят деталь любой конфигурации и размеров, заданных инженерами. Расчет стоимости и сроков исполнения заказа производится за сутки.
Доводы в пользу сотрудничества с ООО «ВТМ»
Наши инженеры выполняют чертежи деталей по ГОСТам, внесенным в единую систему конструкторской документации. То есть графические документы, выдаваемые нами, будут понятны любому специалисту.
Наши инженеры, прежде чем приступить к работе, внимательно осматривают образец. Они определяют форму, отдельные элементы, разрезы, сечение, уровень шероховатости, допуски, посадку. В последствие все эти детали отображаются графически. Все это гарантирует, что по нашему чертежу, вы сможете изготовить идентичную деталь.
Кроме этого, мы:
учитываем пожелания клиента – возможно внесение поправок для усовершенствования детали или ее подгонки под требуемые параметры;
готовы создавать графические документы для мелких и крупных компаний, частных лиц;
при необходимости можем перевести из одной электронной программы в формат другой системы.
Также мы строго соблюдаем оговоренные сроки, беремся за срочные заказы и устанавливаем приемлемые цены на все услуги.
 С нами вы сможете обеспечить бесперебойную работу производства и сократить расходы на организационные вопросы.
С нами вы сможете обеспечить бесперебойную работу производства и сократить расходы на организационные вопросы.
Дополнительные услуги:
Токарный станок по металлу своими руками – чертежи, видео, фото
Многие домашние мастера задумываются о том, как самостоятельно изготовить токарный станок по металлу. Такое желание объясняется тем, что при помощи подобного устройства, стоить которое будет совсем недорого, можно эффективно выполнять большой перечень токарных операций, придавая заготовкам из металла требуемые размеры и форму. Казалось бы, намного легче приобрести простейший настольный станок и использовать его в своей мастерской, но учитывая немалую стоимость такого оборудования, есть смысл потратить время на то, чтобы сделать его своими руками.
Самодельный токарный станок — это вполне реально
Использование токарного станка
Токарный станок, который одним из первых появился в линейке оборудования для обработки деталей из разных материалов, в том числе из металла, позволяет изготавливать изделия различных форм и размеров. С помощью такого агрегата можно выполнять обточку наружных и внутренних поверхностей заготовки, высверливать отверстия и растачивать их до требуемого размера, нарезать наружную или внутреннюю резьбу, выполнять накатку с целью придания поверхности изделия желаемого рельефа.
С помощью такого агрегата можно выполнять обточку наружных и внутренних поверхностей заготовки, высверливать отверстия и растачивать их до требуемого размера, нарезать наружную или внутреннюю резьбу, выполнять накатку с целью придания поверхности изделия желаемого рельефа.
Серийный токарный станок по металлу — это габаритное устройство, управлять которым не так просто, а его стоимость очень сложно назвать доступной. Использовать такой агрегат в качестве настольного оборудования нелегко, поэтому есть смысл сделать токарный станок для своей домашней мастерской самостоятельно. Используя такой мини-станок, можно оперативно производить обточку заготовок, выполненных не только из металла, но также из пластика и древесины.
На таком оборудовании обрабатываются детали, имеющие круглое сечение: оси, рукоятки инструментов, колеса, конструктивные элементы мебели и изделия любого другого назначения. В подобных устройствах заготовка располагается в горизонтальной плоскости, при этом ей придается вращение, а излишки материала снимает резец, надежно зафиксированный в суппорте станка.
В подобных устройствах заготовка располагается в горизонтальной плоскости, при этом ей придается вращение, а излишки материала снимает резец, надежно зафиксированный в суппорте станка.
Проточка тормозного диска на самодельном токарном станке
Несмотря на простоту своей конструкции, такой агрегат требует четкой согласованности движений всех рабочих органов, чтобы обработка выполнялась с предельной точностью и наилучшим качеством исполнения.
Пример самодельного токарного станка с чертежами
Рассмотрим подробнее один из рабочих вариантов собранного собственными силами токарного станка, довольно высокое качество которого по праву заслуживает самого пристального внимания. Автор данной самоделки даже не поскупился на чертежи, по которым данное устройство и было успешно изготовлено.
Конечно, далеко не всем требуется настолько основательный подход к делу, зачастую для домашних нужд строятся более простые конструкции, но в качестве донора для хороших идей данный станок подходит как нельзя лучше.
Токарный станок, сделанный своими руками
Конструкционные узлы
Любой, в том числе и самодельный, токарный станок состоит из следующих конструктивных элементов: несущей рамы — станины, двух центров — ведущего и ведомого, двух бабок — передней и задней, шпинделя, суппорта, приводного агрегата — электрического двигателя.
Конструкция малогабаритного токарного станка про металлу
На станине размещают все элементы устройства, она является основным несущим элементом токарного станка. Передняя бабка — это неподвижный элемент конструкции, на котором располагается вращающийся шпиндель агрегата. В передней части рамы находится передаточный механизм станка, с помощью которого его вращающиеся элементы связаны с электродвигателем.
Именно благодаря такому передаточному механизму вращение получает обрабатываемая заготовка. Задняя бабка, в отличие от передней, может перемещаться параллельно направлению обработки, с ее помощью фиксируют свободный конец обрабатываемой заготовки.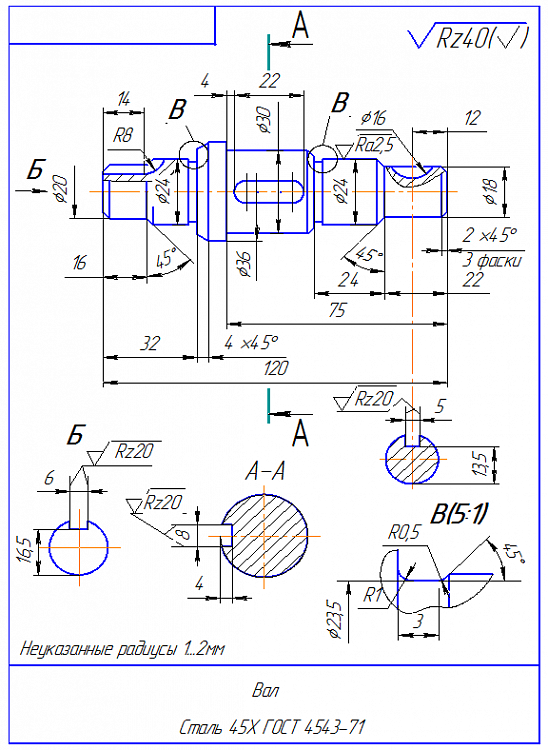
Простая схема узлов самодельного станка по дереву подскажет простой вариант изготовления станины, передней и задней бабок
Самодельный токарный станок по металлу можно оснастить любым электродвигателем даже не слишком высокой мощности, но такой двигатель может перегреться при обработке крупногабаритных заготовок, что приведет к его остановке и, возможно, выходу из строя.
Обычно на самодельный токарный станок устанавливают электродвигатели, мощность которых находится в пределах 800–1500 Вт.
Даже если такой электродвигатель отличается небольшим количеством оборотов, проблему решают при помощи выбора соответствующего передаточного механизма. Для передачи крутящего момента от таких электродвигателей обычно используют ременные передачи, очень редко применяются фрикционные или цепные механизмы.
Токарные мини-станки, которыми оснащаются домашние мастерские, могут даже не иметь в своей конструкции такого передаточного механизма: вращающийся патрон агрегата фиксируется непосредственно на валу электродвигателя.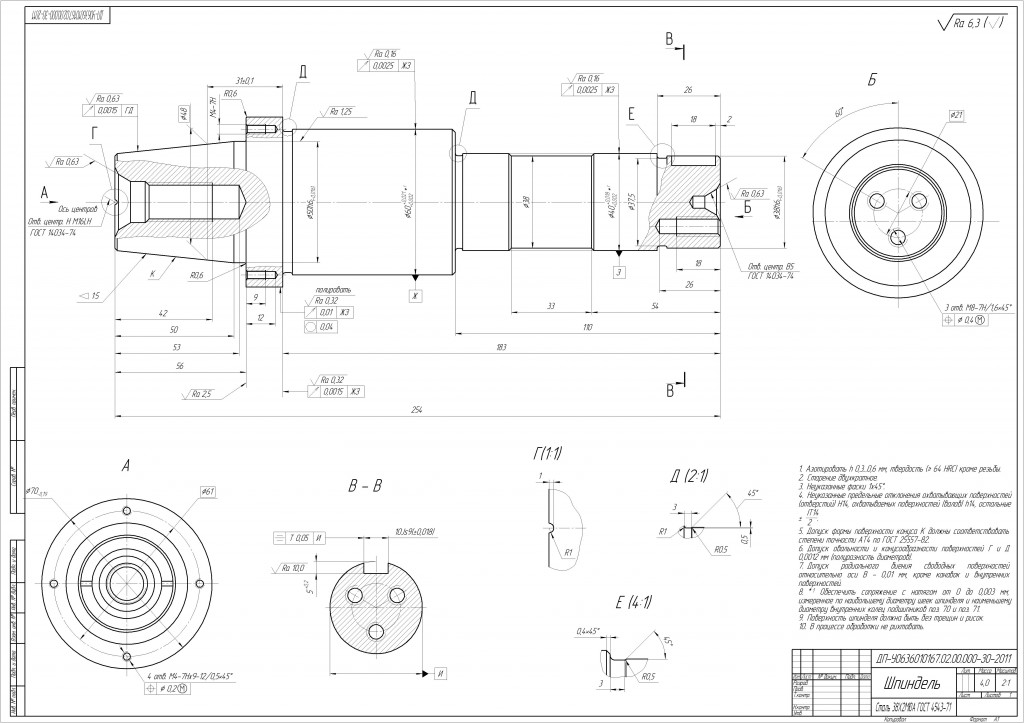
Станок с прямым приводом
Существует одно важное правило: оба центра станка, ведущий и ведомый, должны располагаться строго на одной оси, что позволит избежать вибрации заготовки в процессе ее обработки. Кроме того, необходимо обеспечить надежную фиксацию детали, что особенно важно для моделей лобового типа: с одним ведущим центром. Решается вопрос такой фиксации при помощи кулачкового патрона или планшайбы.
По сути, токарный станок своими руками можно сделать и с деревянной рамой, но, как правило, для этих целей применяют профили из металла. Высокая жесткость рамы токарного станка обязательна для того, чтобы на точность расположения ведущего и ведомого центра не оказывали влияние механические нагрузки, а его задняя бабка и суппорт с инструментом беспрепятственно перемещались вдоль оси агрегата.
Использование швеллеров при изготовлении рамы и передней бабки станка
Собирая токарный станок по металлу, важно обеспечить надежную фиксацию всех его элементов, обязательно учитывая нагрузки, которым они будут подвергаться в ходе работы. На то, какие габариты окажутся у вашего мини-станка, и из каких конструктивных элементов он будет состоять, станет оказывать влияние и назначение оборудования, а также размеры и форма заготовок, которые на нем планируется обрабатывать. От этих параметров, а также от величины планируемой нагрузки на агрегат будет зависеть и мощность электродвигателя, который вам необходимо будет использовать в качестве привода.
На то, какие габариты окажутся у вашего мини-станка, и из каких конструктивных элементов он будет состоять, станет оказывать влияние и назначение оборудования, а также размеры и форма заготовок, которые на нем планируется обрабатывать. От этих параметров, а также от величины планируемой нагрузки на агрегат будет зависеть и мощность электродвигателя, который вам необходимо будет использовать в качестве привода.
Вариант исполнения станины, передней бабки и привода
Для оснащения токарных станков по металлу не рекомендуется выбирать коллекторные электродвигатели, отличающиеся одной характерной особенностью. Количество оборотов вала таких электродвигателей, а также центробежная сила, которую развивает обрабатываемая заготовка, резко возрастают при уменьшении нагрузки, что может привести к тому, что деталь просто вылетит из патрона и может серьезно травмировать оператора.
Такие электродвигатели допускается использовать в том случае, если на своем мини-станке вы планируете обрабатывать некрупные и нетяжелые детали.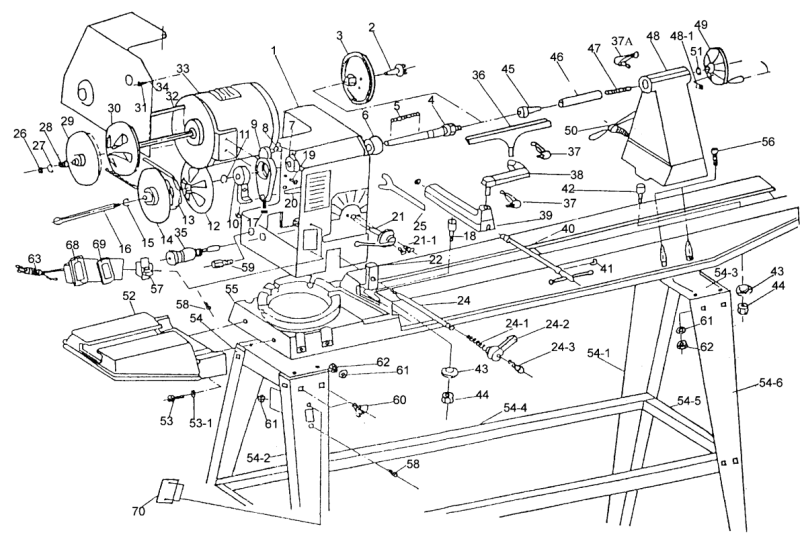 Но даже в таком случае токарный станок необходимо оснастить редуктором, который будет препятствовать бесконтрольному увеличению центробежной силы.
Но даже в таком случае токарный станок необходимо оснастить редуктором, который будет препятствовать бесконтрольному увеличению центробежной силы.
Асинхронный трехфазный электродвигатель, подключаемый к сети 220 Вольт через конденсатор
Уже доказано практикой и конструкторскими расчетами, что для токарных агрегатов, на которых будут обрабатываться заготовки из металла длиной до 70 см и диаметром до 10 см, лучше всего использовать асинхронные электродвигатели мощностью от 800 Вт. Двигатели такого типа характеризуются стабильностью частоты вращения при наличии нагрузки, а при ее снижении в них не происходит ее бесконтрольного увеличения.
Если вы собираетесь самостоятельно сделать мини-станок для выполнения токарных работ по металлу, то обязательно следует учитывать тот факт, что на его патрон будут воздействовать не только поперечные, но и продольные нагрузки. Такие нагрузки, если не предусмотреть ременную передачу, могут стать причиной разрушения подшипников электродвигателя, которые на них не рассчитаны.
Если использовать ременную передачу нет возможности, и ведущий центр устройства напрямую соединяется с валом электродвигателя, то можно предусмотреть ряд мер, которые защитят его подшипники от разрушения. Подобной мерой может стать упор, ограничивающий продольное перемещение вала двигателя, в качестве которого можно использовать шарик, устанавливаемый между корпусом электродвигателя и задним торцом его вала.
В задней бабке токарного станка располагается его ведомый центр, который может быть неподвижным или свободно вращаться. Наиболее простую конструкцию имеет неподвижный центр: его несложно сделать на основе обычного болта, заточив и отшлифовав под конус ту его часть, которая будет соприкасаться с заготовкой. За счет вкручивания или откручивания такого болта, перемещающегося по резьбовому отверстию в задней бабке, можно будет регулировать расстояние между центрами оборудования, тем самым обеспечивая надежную фиксацию заготовки. Обеспечивается такая фиксация и за счет перемещения самой задней бабки.
Обеспечивается такая фиксация и за счет перемещения самой задней бабки.
Чтобы обрабатываемая деталь беспрепятственно вращалась в таком неподвижном центре, заостренную часть болта, которая с ней соприкасается, нужно будет смазывать машинным маслом перед началом работы.
Самодельная задняя бабка для настольного токарного станка
Советы по изготовлению простейшего станка
Сегодня не представляет сложности найти чертежи и фото токарных станков, по которым можно самостоятельно изготовить такое оборудование. Более того, несложно найти различные видео, демонстрирующие процесс их изготовления. Это может быть мини-станок с ЧПУ или очень простое устройство, которое, тем не менее, даст вам возможность оперативно и с минимальными трудозатратами изготавливать изделия из металла различной конфигурации.
Стойки простейшего токарного станка по металлу можно изготовить из древесины. Их необходимо будет надежно закрепить на станине агрегата при помощи болтовых соединений. Саму станину, если есть возможность, лучше изготовить из металлических уголков или швеллера, что обеспечит ей высокую надежность, но если их нет под рукой, можно также подобрать толстые деревянные бруски.
Саму станину, если есть возможность, лучше изготовить из металлических уголков или швеллера, что обеспечит ей высокую надежность, но если их нет под рукой, можно также подобрать толстые деревянные бруски.
На видео ниже представлен процесс самостоятельного изготовления суппорта для токарного станка.
В качестве узла на таком станке, на котором будет фиксироваться и перемещаться режущий инструмент, выступит подручник, изготавливаемый из двух деревянных дощечек, соединенных под углом 90 градусов. На поверхности дощечки, где будет размещаться инструмент, необходимо зафиксировать лист металла, который защитит древесину от деформирования и обеспечит точное расположение резца по отношению к обрабатываемой детали. В опорной поверхности горизонтальной дощечки, перемещаемой по станине агрегата, необходимо сделать прорезь, за счет которой такое перемещение будет достаточно точным.
Для изготовления передней и задней бабки вашего самодельного токарного станка, необходимо будет подобрать металлические цилиндры соответствующего размера, которые размещают в подшипниковых узлах, установленных в деревянные стойки. Вращение, совершаемое обрабатываемой деталью, будет передаваться ей через передний центр, соединенный ременной передачей с электродвигателем. Таким образом, заготовка, надежно зафиксированная между передним и задним центром, обрабатывается при помощи резца, установленного в подручнике оборудования.
Еще один вариант самодельного станка (нажмите для увеличения)
Не должно возникнуть никаких проблем и с поиском электродвигателя, которым следует оснастить токарный мини-станок. Даже если вам не удалось найти двигатель требуемой мощности (500–1000 Вт — для обработки мелких деталей, 1500–2000 Вт — для крупногабаритных заготовок), то вполне подойдет бывший до этого в употреблении агрегат, ранее установленный на бытовой швейной машинке. Кроме того, в качестве привода для компактных токарных станков допустимо применять электродрели или шлифовальные машины.
В итоге таких несложных манипуляций вы получите в свое распоряжение станок, способный выполнять самые распространенные токарные операции по металлу. При желании агрегат можно модернизировать, расширяя его функциональные возможности. Конечно, станок с ЧПУ из подобного устройства сделать сложно, но выполнять на нем расточку, сверление, шлифование, нарезание резьбы и ряд других технологических операций по металлу вполне возможно.
Как правильно читать чертежи — советы и рекомендации
Чтобы читать чертежи следует двигаться от большого, общего к более мелкому. Сначала окиньте взглядом всю картину целиком, а после присмотритесь к деталям.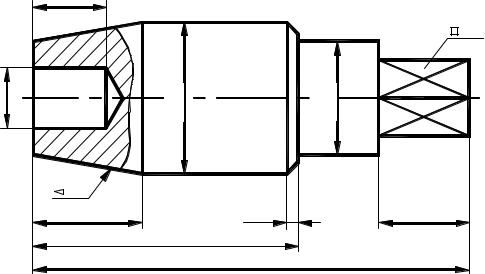
Чтобы научиться читать чертежи самому, нужно начать с понимания, что же это такое. В самом общем понимании это изображение чего-либо на плоскости с помощью линий, при этом используется масштабирование, указание размеров и подписи. Существуют различные виды чертежей: теоретические, деталей, сборочные, фото-чертежи, монтажные и т.д.
В зависимости от назначения они могут быть: изображением общего вида, разреза, отдельной детали или ее проекций, способов крепления.
Заказчикам, строителям, производственным рабочим, конструкторам, инженерам и, конечно же, студентам.
Дадим основные советы, как научиться читать чертежи.
- Ознакомьтесь с заглавной подписью, содержащую основную информацию: название, масштаб выполнения, материал и т.д. Все надписи пишутся одним и тем же шрифтом, имеют одинаковый угол наклона, расстояние между символами. Для указания основной информации используются рамки. Можно отметить взаимосвязь между размером букв и значимостью подписи. Основные моменты указываются большим размером шрифта.
- Учтите, что вид сверху это всегда горизонтальное изображение, а вид сбоку – вертикальное. Сечение же это сквозное изображения детали или здания. Масштаб чаще всего выбирается кратным десяти.
- Проанализируйте рисунок, акцентируя внимание на формах и линиях. Для понимая назначения линий разобьем их на определенные типы. Каждая из них имеет толщину, регулируемую соответствующим ГОСТом. Линии бывают видимого контура (самые толстые) и невидимого, наложенного сечения и просто сечения, обрыва, осевые, сгиба и т.д. Каждая из них имеет свой особый внешний вид и назначение, что значительно упрощает чтение. Такое оформление в чертеже помогает читающему представить в своем воображении деталь. Развивайте в себе абстрактное мышление и пространственное воображение. Начать можно с создания в своей голове схем самых простых предметов – коробки, бублика, стула и т.д.
- Внимательно просмотрите условные обозначения, сокращения, несущие в себя информацию, которую невозможно передать линиями на плоскости. Большинство изображений сопровождается пояснением символов.
- Если не можете сразу охватить всю суть, то советуем разбить мысленно чертежи на части, чтобы читать было проще. Внимательно изучите каждую часть, а после соедините их воедино.
- Если не выходить научиться читать конкретную схему, то просмотрите уже понятные вам чертежи, аналоги или внешний вид детали, сооружения в реальности.
 Основные моменты указываются большим размером шрифта.
Основные моменты указываются большим размером шрифта. Большинство изображений сопровождается пояснением символов.
Большинство изображений сопровождается пояснением символов.Интересная информация!
Диплом за неделю и его актуальность? — это реально, если серьезно и организованно подойти к данному вопросу. Если у вас сложилась такая ситуация, что до защиты осталась всего 1 неделя, а дипломная работа — это всего лишь тема в тетрадке, то не нужно расстраиваться — вы не одни с такой проблемой, это уж точно. Если сосредоточенно взяться за дело и прислушаться к советам, то узнаете, как написать диплом за ночь.
Чтобы было проще научиться читать чертежи, просмотрите учебники и специальные справочники, видео на Ютуб, для более глубокого понимания существует специализированная литература, например, книга А. В. Коваленко или учебники по отдельным направлениям. Также проводятся специализированные семинары в ВУЗах или же на онлайн-курсах. Читайте книги, изучайте возможности программного обеспечения, просматривайте схемы в Интернете. Развитие должно быть постоянным, тогда научиться читать чертежи будет легче! Не стремитесь сразу же узнать все, проглатывая за раз несколько книг или видео-инструкций. Отвлекайтесь от чтения чертежа, чтобы прояснить непонятные моменты.
В. Коваленко или учебники по отдельным направлениям. Также проводятся специализированные семинары в ВУЗах или же на онлайн-курсах. Читайте книги, изучайте возможности программного обеспечения, просматривайте схемы в Интернете. Развитие должно быть постоянным, тогда научиться читать чертежи будет легче! Не стремитесь сразу же узнать все, проглатывая за раз несколько книг или видео-инструкций. Отвлекайтесь от чтения чертежа, чтобы прояснить непонятные моменты.
Сегодня чаще всего для создания чертежей используют специальные программы, где тоже вполне можно отыскать подсказку, что значит та или иная линия.
ЧЕРТЕЖИ ДЕТАЛЕЙ, ИЗГОТОВЛЕННЫХ НА ТОКАРНОМ И ФРЕЗЕРНОМ СТАНКАХ
МЕТОДИЧЕСКАЯ
РАЗРАБОТКА
УРОКА
По предмету «Технология» для мальчиков
7 класс
Тема: «ЧЕРТЕЖИ ДЕТАЛЕЙ, ИЗГОТОВЛЕННЫХ НА ТОКАРНОМ И ФРЕЗЕРНОМ СТАНКАХ»
Учитель технологии Алексеенко Федор Леонидович.
ПЛАН-КОНСПЕКТ УРОКА
Цель: Ознакомить учащихся с правилами выполнения чертежей деталей, изготовленных на токарном и фрезерном станках.
Ход урока
Организационный момент.
Повторение пройденного материала.
1.Фронтальный письменный опрос по предыдущим темам.
1.Что такое технический рисунок? (Наглядное изображение предмета, выполненное от руки с соблюдением пропорций между частями предмета)
2.Что такое чертёж? (Условное изображение предмета, выполненное с помощью чертёжных инструментов с соблюдением точного масштаба)
3.Что включает в себе графическая документация? (Чертежи, эскизы, технические рисунки)
4.Что такое эскиз? (Условное изображение предмета, выполненное от руки без соблюдения точного масштаба)
5. Чем отличается эскиз от чертежа? (Эскиз выполняется от руки без соблюдения точного масштаба, а чертёж – с помощью чертежных инструментов с соблюдением точного масштаба. На чертеже бывает несколько видов: спереди, слева, сверху и т.д.)
Чем отличается эскиз от чертежа? (Эскиз выполняется от руки без соблюдения точного масштаба, а чертёж – с помощью чертежных инструментов с соблюдением точного масштаба. На чертеже бывает несколько видов: спереди, слева, сверху и т.д.)
6.Какие бывают чертежные инструменты? (Готовальни, циркули, угольники, рейсшины и т. д.)
2.Сообщение темы и цели урока.
3.Изложение нового материала.
3.Изложение нового материала.
При изготовлении деталей на токарном и фрезерном станках пользуются той же графической документацией, что и при изготовлении деталей из сортового проката: чертежами, эскизами, техническими рисунками (рис. 1).
Рис. 1. Изделия, выполненные на токарном и фрезерном станках: а – вороток; 1 – зажим; 2 — ручка; б — пробойник;
в — кондуктор для сверления отверстий
Однако эти детали часто имеют внутренние поверхности (пазы, отверстия), форму которых невозможно определить по виду, изображенному на чертеже.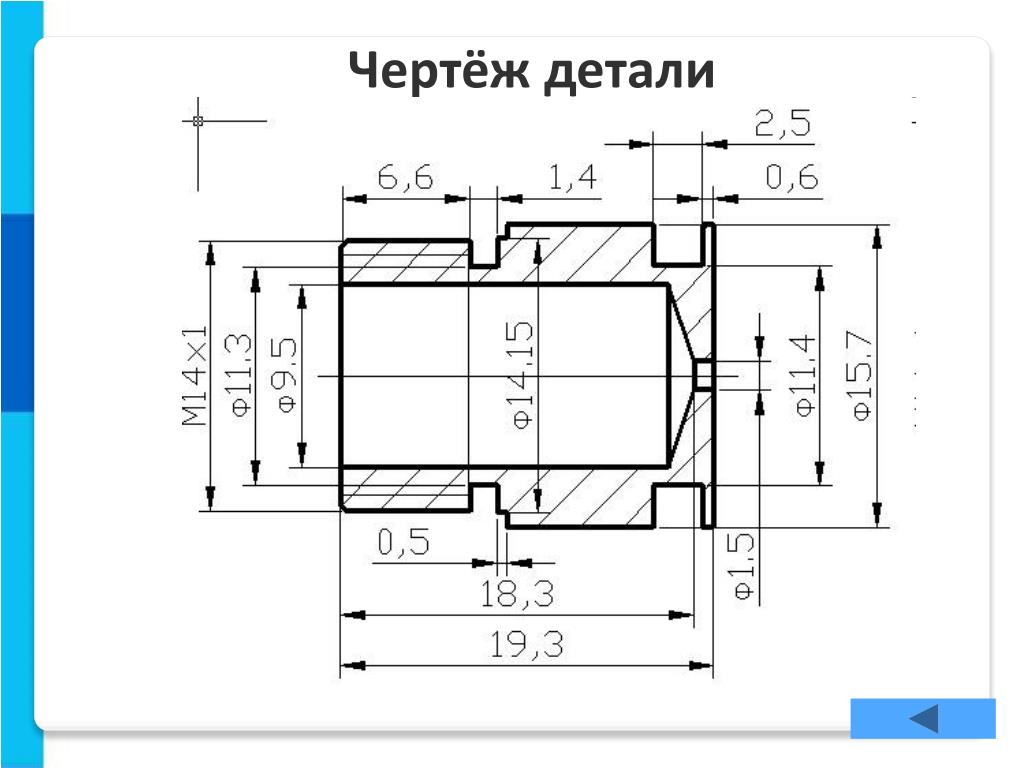 Чтобы определить внутренние поверхности, используют секущие плоскости, с помощью которых мысленно разрезают деталь и получают изображения, называемые сечениями и разрезами (рис. 2).
Чтобы определить внутренние поверхности, используют секущие плоскости, с помощью которых мысленно разрезают деталь и получают изображения, называемые сечениями и разрезами (рис. 2).
Рис. 2. Получение сечения и разреза: а — деталь с секущей плоскостью; б — рассеченная деталь; в — чертеж детали; г — разрез; д — сечение
На сечении показывают только то, что находится непосредственно в секущей плоскости (рис. 2, д). Разрез — изображение рассеченной детали с показом того, что находится в секущей плоскости и что размещается за ней (рис. 2, г). Разрез, так же как и сечение, штрихуют.
Штриховку наносят только в тех местах, где секущая плоскость рассекает деталь.
Для металлических изделий применяется штриховка тонкими сплошными линиями на небольшом расстоянии друг от друга под углом 45° (рис. 3, а). Неметаллы (например, пластмассы) штрихуют крест-накрест (рис. 3, б), древесину — как показано на рис. 3, в.
Детали, изготовленные на токарных и фрезерных станках, часто имеют цилиндрическую, коническую или сферическую форму и называются телами вращения. Для чертежей этих деталей характерна осевая штрих-пунктирная линия, проходящая через ось вращения (рис.3, в).
Для чертежей этих деталей характерна осевая штрих-пунктирная линия, проходящая через ось вращения (рис.3, в).
Торцевые кромки деталей вращения, как правило, срезают на конус и образуется фаска. Фаска облегчает сборку деталей и защищает руку токаря или слесаря-сборщика от порезов. Обозначение фаски показано на рис. 4. Цифра 1 показывает высоту фаски (в мм), а число 45° — угол, под которым ее срезают.
На ручке воротка справа (рис.4) показана наружная резьба Мб. Буква М обозначает, что резьба метрическая, а цифра показывает, что наружный диаметр резьбы равен 6 мм. Если мысленно рассечь метрическую резьбу секущей плоскостью, проходящей через ось вращения детали, то в сечении мы увидим профиль резьбы в виде треугольных выступов и впадин с углом при вершине 60°. На рис. 4, а показана внутренняя резьба в деталях воротка.
Рис. 3. Виды штриховки деталей в сечениях и разрезах: а — металлы и твердые сплавы; б — неметаллические материалы; в – древесина
Рис. 4. Ручка воротка (см. рис. 1)
4. Ручка воротка (см. рис. 1)
Резьбовые соединения деталей очень распространены в технике: тиски крепятся к верстаку болтами и гайками, натяжение полотна ножовки регулируется с помощью гайки и подвижной головки с резьбой и т.д.
Итог урока.
Оценка выполненной работы.
Учитель отмечает наиболее успешно выполненные работы, обращает внимание на характерные недостатки.
Вопросы и задания
Чем отличается сечение от разреза?
Для какой цели применяется секущая плоскость?
Что такое графическая документация?
Как на чертеже пластмассовой детали штрихуется разрез?
Что такое тело вращения?
Как на чертеже обозначается фаска? Что такое профиль резьбы?
Домашнее задание: Составить кроссворд по пройденной теме.
Токарный станок по металлу — 3D-модели CAD и 2D-чертежи
Токарный станок по металлу или Токарный станок по металлу — это большой класс токарных станков, предназначенных для точной обработки относительно твердых материалов. Первоначально они были разработаны для обработки металлов; однако с появлением пластмасс и других материалов, а также с присущей им универсальностью, они используются в широком диапазоне применений и в широком диапазоне материалов. На жаргоне машинной обработки, где уже понятен более широкий контекст, они обычно просто называются токарными станками или именуются более конкретными названиями подтипов ( токарный станок , токарно-револьверный станок и т. Д.). Эти жесткие станки удаляют материал с вращающейся детали с помощью (обычно линейных) движений различных режущих инструментов, таких как насадки и сверла.
Строительство
Конструкция токарных станков может сильно различаться в зависимости от предполагаемого применения; однако основные функции являются общими для большинства типов. Эти машины состоят из (как минимум) передней бабки, станины, каретки и задней бабки. Лучшие машины имеют прочную конструкцию с широкими опорными поверхностями ( направляющих скольжения ) для устойчивости и изготовлены с большой точностью.Это помогает гарантировать, что компоненты, производимые на станках, будут соответствовать требуемым допускам и повторяемости.
Эти машины состоят из (как минимум) передней бабки, станины, каретки и задней бабки. Лучшие машины имеют прочную конструкцию с широкими опорными поверхностями ( направляющих скольжения ) для устойчивости и изготовлены с большой точностью.Это помогает гарантировать, что компоненты, производимые на станках, будут соответствовать требуемым допускам и повторяемости.
Передняя бабка
Передняя бабка (h2) вмещает главный шпиндель (h5) , механизм переключения скоростей (h3, h4) и шестерни переключения (h20) . Передняя бабка должна быть максимально прочной из-за действующих сил резания, которые могут исказить корпус легкой конструкции и вызвать гармонические колебания, которые будут передаваться на заготовку, снижая качество готовой заготовки.
Главный шпиндель, как правило, полый, чтобы длинные стержни проходили через рабочую зону. Это сокращает подготовку и отходы материала. Шпиндель вращается в прецизионных подшипниках и оснащен некоторыми средствами крепления зажимных приспособлений, таких как патроны или планшайбы. Этот конец шпинделя обычно также имеет включенный конус, часто конус Морзе, чтобы можно было вставить полые трубчатые конусы (стандарт Морзе), чтобы уменьшить размер конического отверстия и разрешить использование центров.На старых машинах (50-е годы) шпиндель приводился в движение напрямую шкивом с плоским ремнем, а более низкие скорости были доступны за счет манипулирования зубчатым колесом. В более поздних машинах используется коробка передач, приводимая в действие специальным электродвигателем. Полностью «редукторная головка» позволяет оператору выбирать подходящие скорости полностью через коробку передач.
Этот конец шпинделя обычно также имеет включенный конус, часто конус Морзе, чтобы можно было вставить полые трубчатые конусы (стандарт Морзе), чтобы уменьшить размер конического отверстия и разрешить использование центров.На старых машинах (50-е годы) шпиндель приводился в движение напрямую шкивом с плоским ремнем, а более низкие скорости были доступны за счет манипулирования зубчатым колесом. В более поздних машинах используется коробка передач, приводимая в действие специальным электродвигателем. Полностью «редукторная головка» позволяет оператору выбирать подходящие скорости полностью через коробку передач.
Кровати
Станина представляет собой прочное основание, которое соединяется с передней бабкой и позволяет перемещать каретку и заднюю бабку параллельно оси шпинделя.Этому способствуют закаленные и отшлифованные опоры , которые удерживают каретку и заднюю бабку на заданной колее. Каретка перемещается с помощью реечной системы. Ходовой винт точного шага приводит в движение каретку, удерживающую режущий инструмент, через редуктор, приводимый в движение от передней бабки.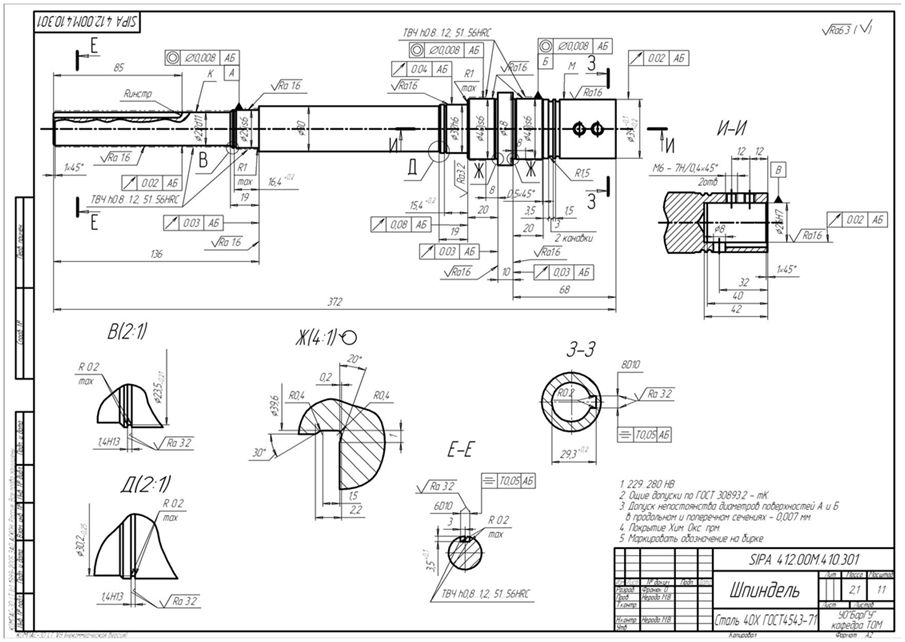
Типы кроватей включают в себя перевернутые «V» кровати, плоские кровати и комбинированные «V» и плоские кровати. «V» и комбинированные кровати используются для точных и легких работ, а плоские кровати используются для тяжелых работ. [ необходима ссылка ]
Когда установлен токарный станок, первым делом нужно перейти на уровень , что означает, что станина не перекручена и не изогнута. Нет необходимости делать станок строго горизонтальным, но он должен быть полностью раскручен для получения точной геометрии резания. Уровень точности — полезный инструмент для выявления и устранения любых перекосов. Также рекомендуется использовать такой уровень вдоль станины для обнаружения изгиба в случае токарного станка с более чем четырьмя точками крепления.В обоих случаях уровень используется в качестве компаратора, а не абсолютного эталона.
Подающий и ходовой винты
Подающий винт (H8) — это длинный приводной вал, который позволяет ряду шестерен приводить в движение механизмы каретки. Эти шестерни расположены в перроне каретки. Как подающий винт, так и ходовой винт (H7) приводятся в движение либо шестернями переключения (в квадранте), либо промежуточной коробкой передач, известной как быстрая коробка передач (H6) или коробкой передач Norton.Эти промежуточные шестерни позволяют устанавливать правильное передаточное число и направление для нарезания резьбы или червячных шестерен. Между шпинделем и зубчатой передачей предусмотрены зубчатые колеса (приводимые в действие H5 ) вместе с пластиной квадранта , которая позволяет вводить зубчатую передачу с правильным передаточным числом и направлением. Это обеспечивает постоянную зависимость между количеством оборотов шпинделя и количеством оборотов ходового винта. Это соотношение позволяет нарезать резьбу на заготовке без помощи матрицы.
Эти шестерни расположены в перроне каретки. Как подающий винт, так и ходовой винт (H7) приводятся в движение либо шестернями переключения (в квадранте), либо промежуточной коробкой передач, известной как быстрая коробка передач (H6) или коробкой передач Norton.Эти промежуточные шестерни позволяют устанавливать правильное передаточное число и направление для нарезания резьбы или червячных шестерен. Между шпинделем и зубчатой передачей предусмотрены зубчатые колеса (приводимые в действие H5 ) вместе с пластиной квадранта , которая позволяет вводить зубчатую передачу с правильным передаточным числом и направлением. Это обеспечивает постоянную зависимость между количеством оборотов шпинделя и количеством оборотов ходового винта. Это соотношение позволяет нарезать резьбу на заготовке без помощи матрицы.
Некоторые токарные станки имеют только один ходовой винт, который служит для всех целей перемещения каретки. Для нарезания винта задействуется полугайка , приводимая в движение резьбой ходового винта; и для общей подачи энергии шпонка входит в зацепление со шпоночной канавкой в ходовом винте, чтобы вести шестерню вдоль стойки, которая установлена вдоль станины токарного станка.
Ходовой винт будет производиться в соответствии с британскими или метрическими стандартами и потребует введения коэффициента преобразования для создания форм резьбы из другого семейства.Для точного преобразования одной формы резьбы в другую требуется 127-зубчатая передача, или на токарных станках, недостаточно больших для ее установки, можно использовать приближение. Умножение на 3 и 7, дающее соотношение 63: 1, может использоваться для обрезки довольно рыхлой резьбы. Это передаточное число часто встроено в быстросменные коробки передач .
Точное соотношение, необходимое для преобразования токарного станка с дюймовой резьбой в метрическую (миллиметровую) резьбу, составляет 100/127 = 0,7874 …. Наилучшее приближение с наименьшим количеством зубов очень часто составляет 37/47 = 0.7872 …. Это транспонирование дает постоянную ошибку -0,020% по всем стандартным метрическим шагам и шагам производителя моделей (0,25, 0,30, 0,35, 0,40, 0,45, 0,50, 0,60, 0,70, 0,75, 0,80, 1,00, 1,25, 1,50, 1,75, 2,00, 2,50. , 3,00, 3,50, 4,00, 4,50, 5,00, 5,50 и 6,00 мм).
, 3,00, 3,50, 4,00, 4,50, 5,00, 5,50 и 6,00 мм).
Каретка
В простейшей форме каретка удерживает насадку и перемещает ее в продольном (токарном) направлении или перпендикулярно (торцевание) под управлением оператора. Оператор перемещает каретку вручную с помощью маховика (5a) или автоматически, зацепляя вал подачи с механизмом подачи каретки (5c) .Это обеспечивает некоторое облегчение для оператора, поскольку движение каретки становится усиленным. Маховики (2a, 3b, 5a) на каретке и связанных с ней суппортах обычно калибруются как для простоты использования, так и для помощи в выполнении воспроизводимых резов. Калибровочные метки будут измерять либо расстояние от центра (радиус), либо диаметр заготовки, поэтому, например, на станке диаметра, где калибровочные метки находятся в тысячных долях дюйма, циферблат радиального маховика будет показывать.0005 дюймов радиуса на деление или 0,001 дюйма диаметра. Каретка обычно состоит из верхней отливки, известной как седло (4) , и боковой отливки, известной как фартук (5) .
Поперечные суппорты
Поперечные суппорты (3) едут по каретке и имеют подающий винт, который перемещается под прямым углом к оси главного шпинделя. Это позволяет выполнять операций торцевания, операций и регулировать глубину резания. Этот подающий винт может быть зацеплен через зубчатую передачу с подающим валом (упомянутым ранее) для обеспечения автоматического движения «механической подачи» к поперечному суппорту.На большинстве токарных станков одновременно может быть задействовано только одно направление, поскольку механизм блокировки отключает вторую зубчатую передачу.
Комбинированная опора
Составная опора (или верхняя салазка ) (2) обычно там, где монтируется резцедержатель. Он обеспечивает меньшее перемещение (меньшее, чем поперечное скольжение) вдоль своей оси через другой подающий винт. Ось составной опоры можно регулировать независимо от каретки или поперечных суппортов. Он используется для точения конусов, для контроля глубины резания при нарезании резьбы или точной торцовки, или для получения более тонких подач (при ручном управлении), чем позволяет подающий вал.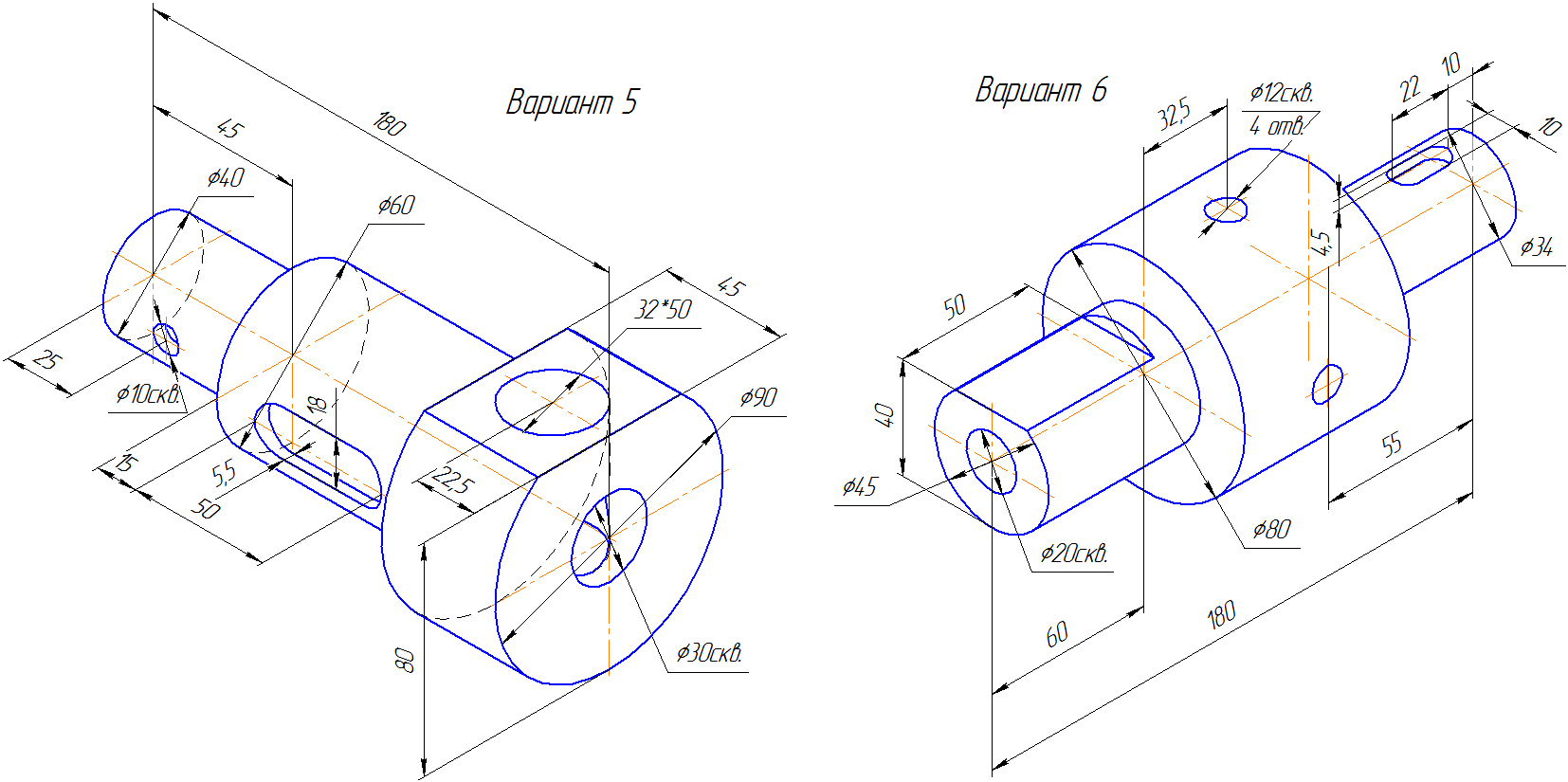 Обычно сложный упор имеет транспортир с маркировкой (2b) , позволяющий оператору регулировать его ось под точным углом.
Обычно сложный упор имеет транспортир с маркировкой (2b) , позволяющий оператору регулировать его ось под точным углом.
Подставка для салазок (как были известны самые ранние формы каретки) восходит к пятнадцатому веку. В 1718 г. русским изобретателем Андреем Нартовым был представлен суппорт с набором зубчатых колес и имел ограниченное применение в русской промышленности. [1]
Первый полностью задокументированный токарный станок с цельнометаллической опорой скольжения был изобретен Жаком де Вокансоном около 1751 года.Он был описан в Энциклопедии задолго до того, как Модслей изобрел и усовершенствовал свою версию. Вероятно, что Модслей не знал о работе Вокансона, так как его первые версии суппорта имели много ошибок, которых не было в токарном станке Вокансона.
В восемнадцатом веке суппорт применялся также на французских токарных станках с декоративной резьбой.
Набор станков для растачивания ружей в Королевском арсенале в Вулидже в 1780-х годах, принадлежавший семье Вербругган, также имел опоры для затвора. История о том, что ее изобрел Генри Модслей, ходила давно, но он этого не сделал (и никогда не утверждал об этом). Легенда о том, что Модслей изобрел опору для скольжения, возникла у Джеймса Нэсмита, который неоднозначно написал об этом в своих Замечаниях по введению принципа скольжения , 1841; более поздние авторы неправильно поняли и распространили ошибку. Однако Модслей действительно помог широко распространить эту идею. Весьма вероятно, что он видел это, когда еще мальчиком работал в «Арсенале». В 1794 году, когда он работал на Джозефа Брамы, он сделал один, а когда у него была собственная мастерская, он широко использовал его в токарных станках, которые он делал и продавал там.В сочетании с сетью инженеров, которых он обучил, это обеспечило широкую известность суппорта, скопированное другими производителями токарных станков, а также распространение в британских инженерных мастерских. Практичный и универсальный токарно-винторезный станок, включающий в себя три винта, шестерни и суппорт, был самым важным достижением Модслея.
История о том, что ее изобрел Генри Модслей, ходила давно, но он этого не сделал (и никогда не утверждал об этом). Легенда о том, что Модслей изобрел опору для скольжения, возникла у Джеймса Нэсмита, который неоднозначно написал об этом в своих Замечаниях по введению принципа скольжения , 1841; более поздние авторы неправильно поняли и распространили ошибку. Однако Модслей действительно помог широко распространить эту идею. Весьма вероятно, что он видел это, когда еще мальчиком работал в «Арсенале». В 1794 году, когда он работал на Джозефа Брамы, он сделал один, а когда у него была собственная мастерская, он широко использовал его в токарных станках, которые он делал и продавал там.В сочетании с сетью инженеров, которых он обучил, это обеспечило широкую известность суппорта, скопированное другими производителями токарных станков, а также распространение в британских инженерных мастерских. Практичный и универсальный токарно-винторезный станок, включающий в себя три винта, шестерни и суппорт, был самым важным достижением Модслея.
Столб для инструмента
Насадка для инструмента устанавливается в стойку (1) , которая может быть в стиле американского фонаря , в традиционном четырехгранном квадратном стиле или в быстросменном стиле, таком как изображенная схема мультификсатора.Преимущество быстрой смены настройки заключается в том, что можно использовать неограниченное количество инструментов (до количества доступных держателей), а не ограничиваться одним инструментом в стиле фонаря или четырьмя инструментами с четырехсторонним тип. Сменные держатели инструмента позволяют предварительно установить все инструменты на высоту , центр , которая не меняется, даже если держатель снимается со станка.
Задняя бабка
Задняя бабка представляет собой инструмент (сверло) и устанавливается по центру напротив передней бабки.Шпиндель (T5) не вращается, а перемещается в продольном направлении под действием ходового винта и маховика (T1) . Шпиндель имеет конус для крепления сверл, центров и другого инструмента. Заднюю бабку можно расположить вдоль станины и зафиксировать (T6) в положении, определяемом обрабатываемой деталью. Также предусмотрено смещение задней бабки (T4) от оси шпинделей, это полезно для точения небольших конусов и при повторном выравнивании задней бабки по оси станины.
Шпиндель имеет конус для крепления сверл, центров и другого инструмента. Заднюю бабку можно расположить вдоль станины и зафиксировать (T6) в положении, определяемом обрабатываемой деталью. Также предусмотрено смещение задней бабки (T4) от оси шпинделей, это полезно для точения небольших конусов и при повторном выравнивании задней бабки по оси станины.
На изображении показан редуктор (T2) между маховиком и шпинделем, где для больших сверл может потребоваться дополнительное усилие. Инструментальная коронка обычно изготавливается из быстрорежущей стали, кобальтовой стали или карбида.
Подставки, опоры и прочие опоры
Длинные заготовки часто нуждаются в опоре посередине, так как режущие инструменты могут отталкивать (сгибать) заготовку от того места, где их могут поддерживать центры, потому что при резке металла возникают огромные силы, которые вызывают вибрацию или даже изгиб заготовки.Эта дополнительная поддержка может быть обеспечена люнетом (также называемым люнетом , фиксированным люнетом , центральным упором или иногда, что сбивает с толку, центральным упором ).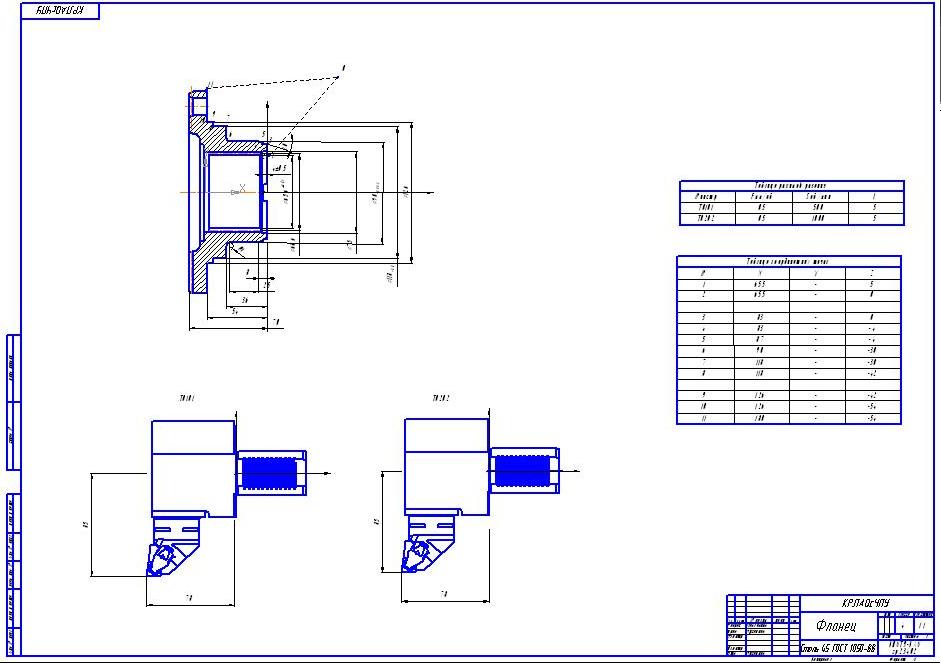 Он стоит неподвижно относительно жесткого крепления на станине и поддерживает обрабатываемую деталь в центре опоры, как правило, с тремя точками контакта, расположенными на расстоянии 120 ° друг от друга. Опора толкателя (также называемая толкателем или движущимся стабилизатором ) аналогична, но она устанавливается на каретке, а не на станине, что означает, что при перемещении насадки инструмента опора толкателя «следует» (потому что они оба жестко связаны с одной и той же движущейся кареткой). [2]
Он стоит неподвижно относительно жесткого крепления на станине и поддерживает обрабатываемую деталь в центре опоры, как правило, с тремя точками контакта, расположенными на расстоянии 120 ° друг от друга. Опора толкателя (также называемая толкателем или движущимся стабилизатором ) аналогична, но она устанавливается на каретке, а не на станине, что означает, что при перемещении насадки инструмента опора толкателя «следует» (потому что они оба жестко связаны с одной и той же движущейся кареткой). [2]
Опоры толкателя могут обеспечивать поддержку, которая напрямую противодействует силе пружины насадки инструмента, прямо в области обрабатываемой детали в любой момент. В этом отношении они аналогичны коробчатому инструменту. Любой упор переносит некоторые погрешности геометрии заготовки с основания (опорной поверхности) на обрабатываемую поверхность. Это зависит от остального дизайна. Для минимальной скорости переноса используются корректирующие упоры . Опорные ролики обычно вызывают дополнительные геометрические ошибки на обрабатываемой поверхности.
Опорные ролики обычно вызывают дополнительные геометрические ошибки на обрабатываемой поверхности.
Корректирующая опора для точного шлифования или токарной обработки
Корректирующий отдых, работа, видео
Станки токарные по металлу
В области металлообработки существует множество разновидностей токарных станков. Некоторые варианты не так уж очевидны, а другие занимают нишу. Например, центрирующий токарный станок — это станок с двумя головками, где работа остается фиксированной, а головки движутся к заготовке и обрабатывают центральное просверленное отверстие на каждом конце.Полученную заготовку затем можно использовать «между центрами» в другой операции.
Использование термина токарный станок по металлу также можно считать несколько устаревшим в наши дни. Пластмассы и другие композитные материалы широко используются, и с соответствующими модификациями к их обработке могут применяться те же принципы и методы, что и для металла.
Центровочный станок / токарный станок для двигателей / токарный настольный
Термины центровочный токарный станок , токарный станок для двигателя и настольный токарный станок все относятся к базовому типу токарного станка, который может считаться типичным классом токарных станков по металлу, наиболее часто используемых обычными машинистами или любителями механической обработки.Название настольный токарный станок подразумевает версию этого класса, достаточно маленькую для установки на верстак (но все же полнофункциональную и большую, чем мини-токарные или микротокарные станки). Конструкция токарного станка подробно описана выше, но в зависимости от года выпуска, размера, ценового диапазона или желаемых характеристик даже эти токарные станки могут сильно различаться между моделями.
Токарный станок с двигателем — это название, применяемое к традиционному токарному станку конца 19-го или 20-го века с автоматической подачей к режущему инструменту, в отличие от ранних токарных станков, которые использовались с ручными инструментами, или токарных станков с ручной подачей. Только.Термин «двигатель» здесь используется в смысле механического устройства, а не в смысле первичного двигателя, как в паровых двигателях, которые в течение многих лет были стандартным промышленным источником энергии. Завод будет иметь одну большую паровую машину, которая будет обеспечивать энергией все машины через систему ремней с линейным валом. Поэтому первые токарные станки с двигателями обычно были «коническими головками», поскольку к шпинделю обычно прикреплялся многоступенчатый шкив, называемый коническим шкивом , предназначенный для установки плоского ремня. Разные скорости шпинделя могут быть получены путем перемещения плоского ремня на разные ступени на шкиве конуса.Токарные станки с конической головкой обычно имели промежуточный вал (промежуточный вал) на задней стороне конуса, который мог быть задействован для обеспечения более низкого набора скоростей, чем при прямом ременном приводе. Эти шестерни получили название , задние шестерни . Более крупные токарные станки иногда имели двухскоростные задние шестерни, которые можно было переключать, чтобы обеспечить еще более низкий набор скоростей.
Только.Термин «двигатель» здесь используется в смысле механического устройства, а не в смысле первичного двигателя, как в паровых двигателях, которые в течение многих лет были стандартным промышленным источником энергии. Завод будет иметь одну большую паровую машину, которая будет обеспечивать энергией все машины через систему ремней с линейным валом. Поэтому первые токарные станки с двигателями обычно были «коническими головками», поскольку к шпинделю обычно прикреплялся многоступенчатый шкив, называемый коническим шкивом , предназначенный для установки плоского ремня. Разные скорости шпинделя могут быть получены путем перемещения плоского ремня на разные ступени на шкиве конуса.Токарные станки с конической головкой обычно имели промежуточный вал (промежуточный вал) на задней стороне конуса, который мог быть задействован для обеспечения более низкого набора скоростей, чем при прямом ременном приводе. Эти шестерни получили название , задние шестерни . Более крупные токарные станки иногда имели двухскоростные задние шестерни, которые можно было переключать, чтобы обеспечить еще более низкий набор скоростей.
Когда в начале 20 века электродвигатели стали обычным явлением, многие токарные станки с конусной головкой были преобразованы в электрическую энергию. В то же время уровень техники в области зубчатых передач и подшипников продвигался до такой степени, что производители начали изготавливать полностью редукторные передние бабки, используя коробки передач, аналогичные автомобильным трансмиссиям, для получения различных скоростей вращения шпинделя и скорости подачи при передаче большего количества необходимой мощности чтобы в полной мере использовать инструменты из быстрорежущей стали.Режущие инструменты снова эволюционировали с появлением искусственных карбидов и стали широко использоваться в промышленности в 1970-х годах. Ранние карбиды прикреплялись к державкам путем пайки их в обработанном «гнезде» державок. Более поздние разработки позволили заменить наконечники и сделать их многогранными, что позволило использовать их повторно. Карбиды допускают гораздо более высокие скорости обработки без износа. Это привело к сокращению времени обработки и, как следствие, росту производства. Спрос на более быстрые и мощные токарные станки повлиял на направление развития токарных станков.
Это привело к сокращению времени обработки и, как следствие, росту производства. Спрос на более быстрые и мощные токарные станки повлиял на направление развития токарных станков.
Доступность недорогой электроники снова изменила способ управления скоростью, позволив плавно регулировать скорость двигателя от максимальной до почти нулевой. Это было опробовано в конце 19 века, но в то время не было признано удовлетворительным. Последующие улучшения в электрической схеме снова сделали его жизнеспособным.
Инструментальный станок токарный
Токарный станок для инструментального цеха — это токарный станок, оптимизированный для инструментальных работ. По сути, это просто первоклассный токарный станок со всеми лучшими дополнительными функциями, которые могут отсутствовать в менее дорогих моделях, такими как зажим цанги, конусное приспособление и другие.Станина токарного станка для инструментального цеха обычно шире, чем у стандартного центрирующего станка. На протяжении многих лет также требовалась выборочная сборка и дополнительная подгонка, когда при построении модели инструментального цеха были предприняты все меры, чтобы сделать ее наиболее плавно работающей и наиболее точной версией станка, которую только можно построить.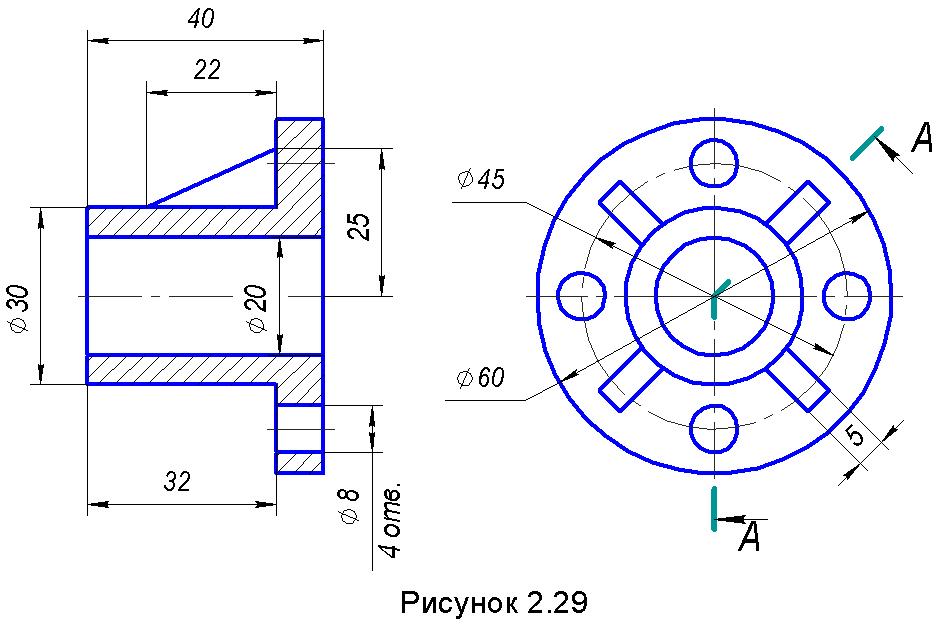 Однако в рамках одного бренда разница в качестве между обычной моделью и соответствующей ей моделью инструментального зала зависит от разработчика и в некоторых случаях частично объясняется психологией маркетинга.Для производителей станков известных брендов, которые производили только высококачественные инструменты, не обязательно было какое-то отсутствие качества в продукте базовой модели для «роскошной модели», которую следовало бы улучшить. В других случаях, особенно при сравнении различных брендов, разница в качестве между (1) токарным станком начального уровня, созданным для конкуренции по цене, и (2) токарным станком для инструментального цеха, предназначенным для конкуренции только по качеству, а не по цене, может быть объективно продемонстрировано путем измерения TIR, вибрации и т. д. В любом случае из-за полностью отмеченного списка опций и (реального или подразумеваемого) более высокого качества токарные станки для инструментальных цехов дороже, чем токарные станки начального уровня.
Однако в рамках одного бренда разница в качестве между обычной моделью и соответствующей ей моделью инструментального зала зависит от разработчика и в некоторых случаях частично объясняется психологией маркетинга.Для производителей станков известных брендов, которые производили только высококачественные инструменты, не обязательно было какое-то отсутствие качества в продукте базовой модели для «роскошной модели», которую следовало бы улучшить. В других случаях, особенно при сравнении различных брендов, разница в качестве между (1) токарным станком начального уровня, созданным для конкуренции по цене, и (2) токарным станком для инструментального цеха, предназначенным для конкуренции только по качеству, а не по цене, может быть объективно продемонстрировано путем измерения TIR, вибрации и т. д. В любом случае из-за полностью отмеченного списка опций и (реального или подразумеваемого) более высокого качества токарные станки для инструментальных цехов дороже, чем токарные станки начального уровня.
Станок токарно-револьверный и токарно-карусельный
Токарные станки с револьверной головкой и токарные станки со шпилем относятся к классу токарных станков, которые используются для серийного производства дублирующих деталей (которые по характеру процесса резания обычно взаимозаменяемы). Он эволюционировал от более ранних токарных станков с добавлением револьверной головки , которая представляет собой сменный инструментальный суппорт, который позволяет выполнять несколько операций резания, каждая с разными режущими инструментами, в легкой и быстрой последовательности, без необходимости для оператора выполнять настройку. промежуточные задачи (например, установка или удаление инструментов), а также управление траекторией инструмента.(Последнее происходит из-за того, что траектория инструмента управляется станком либо в виде зажимного приспособления [через механические ограничения, налагаемые на него салазками и упорами револьверной головки], либо через управляемые ИТ сервомеханизмы [на токарных станках с ЧПУ ].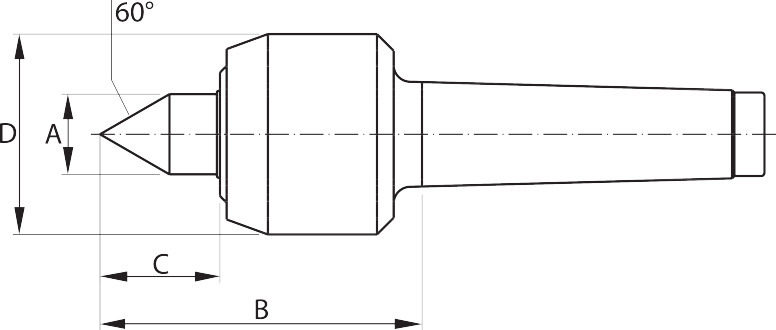 ) [4]
) [4]
Существует огромное разнообразие конструкций токарных и револьверных станков, что отражает разнообразие выполняемой ими работы.
Станок токарно-инструментальный
Токарный станок с группой инструментов — это станок, у которого ряд инструментов установлен на поперечных суппортах, длинных и плоских, похожих на стол фрезерного станка.Идея по существу та же, что и у токарных станков с револьверной головкой: настроить несколько инструментов, а затем легко переключаться между ними для каждого цикла обработки детали. Группа сменных инструментов не вращается, как револьвер, а линейна.
Многошпиндельный токарный станок
Многошпиндельные токарные станки имеют более одного шпинделя и автоматизированное управление (через кулачки или ЧПУ). Это производственные машины, специализирующиеся на крупносерийном производстве. Меньшие типы обычно называются винторезными станками , в то время как большие варианты обычно называются автоматическими патронами , автоматическими патронами или просто патронами .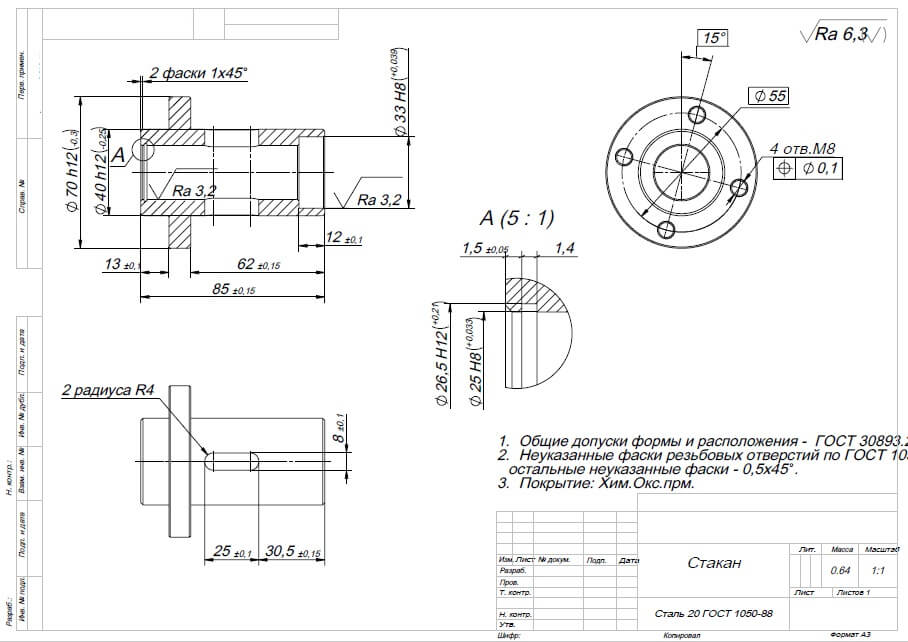 Винтовые станки обычно работают с прутковой заготовкой, в то время как патроны автоматически забирают отдельные заготовки из магазина. Типичный минимальный рентабельный размер партии винтового станка составляет тысячи деталей из-за большого времени наладки. После настройки винтовой станок может быстро и эффективно производить тысячи деталей на непрерывной основе с высокой точностью, малым временем цикла и минимальным вмешательством человека. (Последние два пункта значительно снижают удельную стоимость сменной детали, чем можно было бы достичь без этих машин.)
Винтовые станки обычно работают с прутковой заготовкой, в то время как патроны автоматически забирают отдельные заготовки из магазина. Типичный минимальный рентабельный размер партии винтового станка составляет тысячи деталей из-за большого времени наладки. После настройки винтовой станок может быстро и эффективно производить тысячи деталей на непрерывной основе с высокой точностью, малым временем цикла и минимальным вмешательством человека. (Последние два пункта значительно снижают удельную стоимость сменной детали, чем можно было бы достичь без этих машин.)
Токарный станок с ЧПУ / Токарный центр с ЧПУ
Токарный станок с ЧПУ с возможностью фрезерования Токарные станки с числовым программным управлением (ЧПУ) быстро заменяют старые токарные станки (многошпиндельные и т. Д.) Благодаря простоте настройки, эксплуатации, воспроизводимости и точности. Они разработаны для использования современной твердосплавной оснастки и в полной мере используют современные процессы.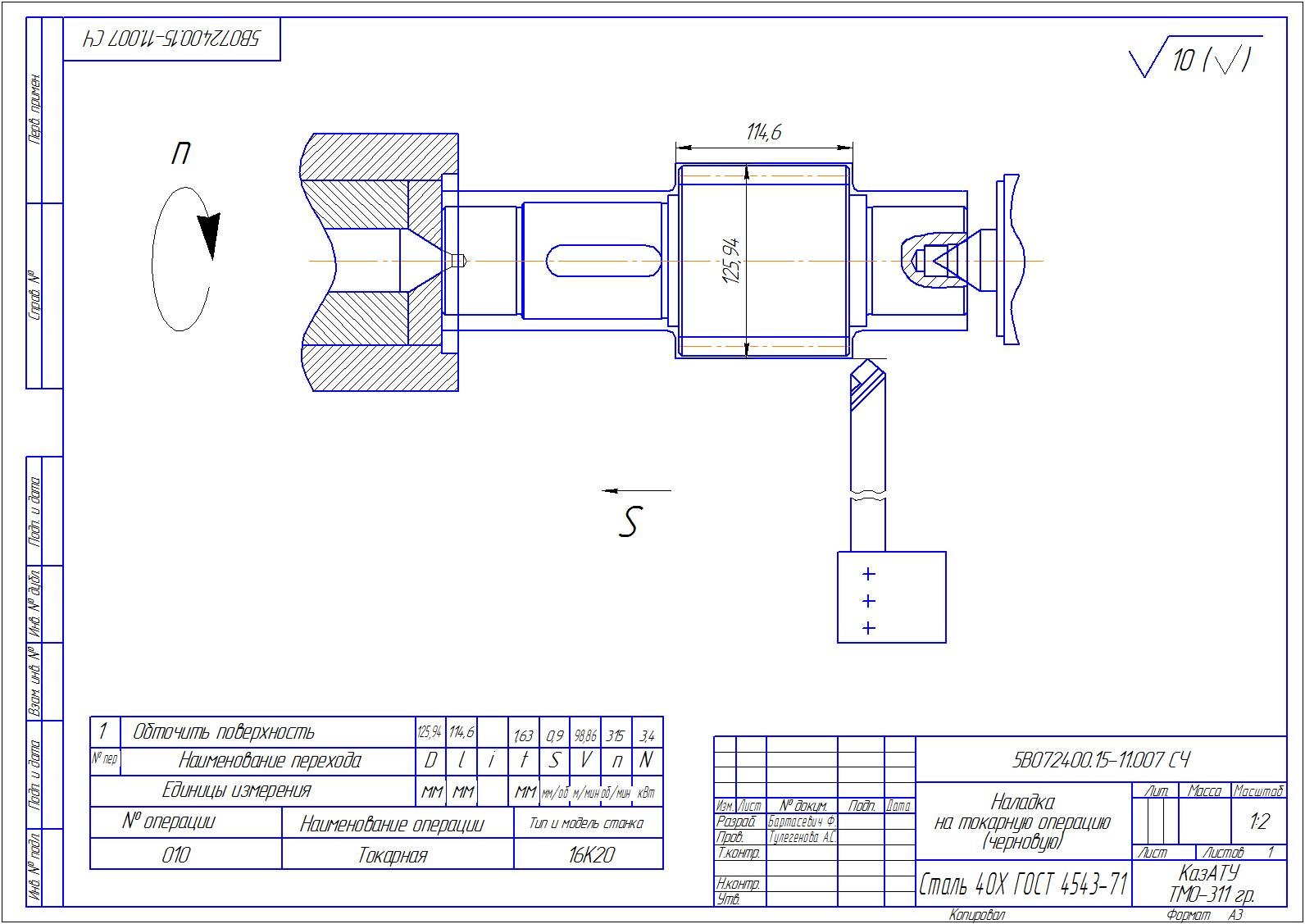 Деталь может быть спроектирована, а траектории инструмента запрограммированы в процессе CAD / CAM или вручную программистом, а полученный файл загружен в машину, и после установки и испытания машина продолжит выпускать детали под периодическим наблюдением оператор.
Деталь может быть спроектирована, а траектории инструмента запрограммированы в процессе CAD / CAM или вручную программистом, а полученный файл загружен в машину, и после установки и испытания машина продолжит выпускать детали под периодическим наблюдением оператор.
Управление машиной осуществляется электронно через интерфейс в стиле компьютерного меню, программа может быть изменена и отображена на машине вместе с моделированием процесса. Установщику / оператору требуется высокий уровень навыков для выполнения процесса. Однако база знаний шире по сравнению со старыми производственными машинами, где глубокое знание каждой машины считалось важным. Эти машины часто устанавливаются и управляются одним и тем же человеком, при этом оператор будет контролировать небольшое количество машин (ячейку).
Конструкция токарного станка с ЧПУ различается у разных производителей, но все они имеют некоторые общие элементы. Револьверная головка удерживает держатели инструмента и индексирует их по мере необходимости, шпиндель удерживает заготовку, и есть салазки, которые позволяют револьверной головке перемещаться по нескольким осям одновременно.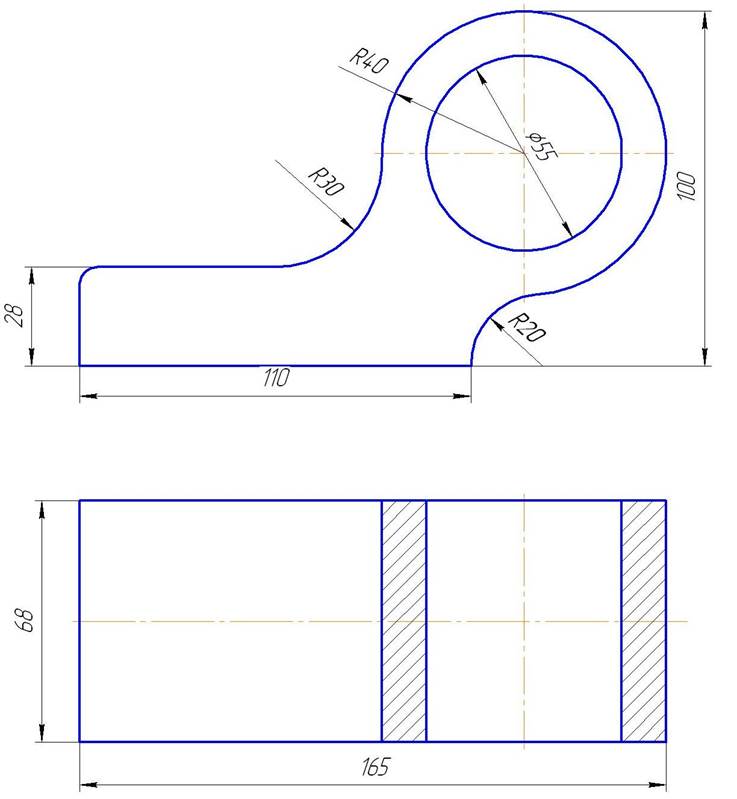 Машины часто полностью закрыты, что в значительной степени связано с проблемами охраны труда и техники безопасности (OH&S).
Машины часто полностью закрыты, что в значительной степени связано с проблемами охраны труда и техники безопасности (OH&S).
В связи с быстрым развитием этой отрасли, разные производители токарных станков с ЧПУ используют разные пользовательские интерфейсы, что иногда затрудняет работу операторов, поскольку им приходится с ними знакомиться.С появлением дешевых компьютеров, бесплатных операционных систем, таких как Linux, и программного обеспечения с ЧПУ с открытым исходным кодом, начальная цена станков с ЧПУ резко упала. [ требуется ссылка ]
Горизонтально-фрезерный станок с ЧПУ
Горизонтальная обработка с ЧПУ выполняется на горизонтально расположенных токарных станках, обрабатывающих центрах, расточных или расточных станках. Используемое оборудование обычно состоит из вращающихся цилиндрических фрез, перемещающихся вверх и вниз по пяти осям. Эти машины способны производить различные формы, прорези, отверстия и детали на трехмерных деталях. [5]
[5]
Вертикальный фрезерный станок с ЧПУ
Вертикально ориентированные станки с ЧПУ используют цилиндрические фрезы на вертикальной оси шпинделя для создания врезных вырезов и просверленных отверстий, а также нестандартных форм, пазов и деталей на трехмерных деталях. Оборудование, используемое в этом виде фрезерования, включает вертикальные токарные станки, вертикальные обрабатывающие центры и 5-осевые станки. [6]
Швейцарский токарный станок / Швейцарский токарный центр
Токарный станок швейцарского типа — это токарный станок особой конструкции, обеспечивающий исключительную точность (иногда допуски удержания составляют всего несколько десятых долей дюйма — несколько микрометров).Токарный станок швейцарского типа удерживает заготовку как цанговым патроном, так и направляющей втулкой. Цанга находится за направляющей втулкой, а инструменты — перед направляющей втулкой, неподвижно удерживаясь на оси Z. Для продольной резки детали инструменты будут двигаться внутрь, а сам материал будет двигаться вперед и назад по оси Z.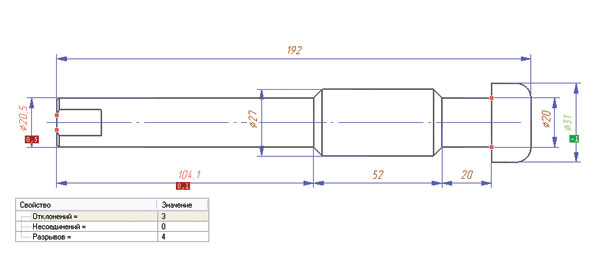 Это позволяет выполнять всю работу с материалом рядом с направляющей втулкой, где он более жесткий, что делает их идеальными для работы с тонкими заготовками, поскольку деталь удерживается надежно с небольшой вероятностью возникновения отклонения или вибрации.Токарный станок этого типа обычно используется под управлением ЧПУ.
Это позволяет выполнять всю работу с материалом рядом с направляющей втулкой, где он более жесткий, что делает их идеальными для работы с тонкими заготовками, поскольку деталь удерживается надежно с небольшой вероятностью возникновения отклонения или вибрации.Токарный станок этого типа обычно используется под управлением ЧПУ.
В большинстве токарных станков с ЧПУ швейцарского типа сегодня используется один или два основных шпинделя плюс один или два задних шпинделя (второстепенные шпиндели). Главный шпиндель используется с направляющей втулкой для основных операций обработки. Вторичный шпиндель расположен за деталью, выровнен по оси Z. В простом режиме он берет деталь по мере ее обрезки и принимает ее для вторых операций, а затем выбрасывает ее в бункер, избавляя оператора от необходимости вручную менять каждую деталь, как это часто бывает со стандартными токарными центрами с ЧПУ. .Это делает их очень эффективными, так как эти станки способны выполнять короткие циклы, производя простые детали за один цикл (т.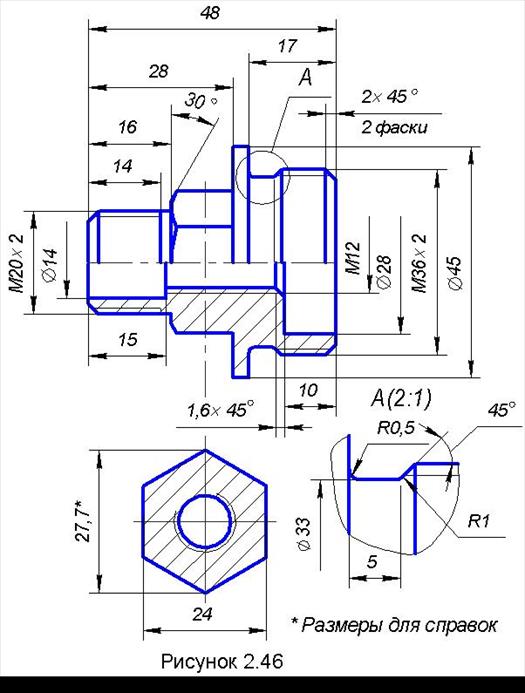 Е. Нет необходимости во втором станке для обработки детали со вторыми операциями) всего за 10–15 секунд. Это делает их идеальными для крупномасштабного производства деталей малого диаметра.
Е. Нет необходимости во втором станке для обработки детали со вторыми операциями) всего за 10–15 секунд. Это делает их идеальными для крупномасштабного производства деталей малого диаметра.
Токарные станки швейцарского типа и приводной инструмент
Так как многие швейцарские токарные станки оснащены второстепенным шпинделем или «вспомогательным шпинделем», они также включают «приводной инструмент ». Живые инструменты — это вращающиеся режущие инструменты, которые приводятся в действие небольшим двигателем независимо от двигателя (ов) шпинделя.Живые инструменты увеличивают сложность компонентов, которые могут быть изготовлены на швейцарском токарном станке. Например, автоматическое изготовление детали с отверстием, просверленным перпендикулярно главной оси (оси вращения шпинделей), очень экономично с приводными инструментами и так же неэкономично, если выполняется в качестве вторичной операции после завершения обработки на швейцарском токарном станке. «Вторичная операция» — это операция механической обработки, требующая закрепления частично готовой детали на втором станке для завершения производственного процесса.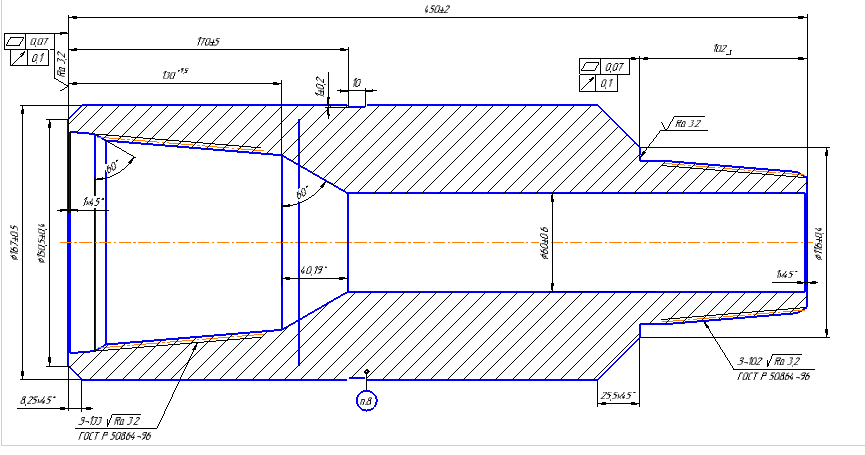 Как правило, в усовершенствованном программном обеспечении CAD / CAM используются рабочие инструменты в дополнение к основным шпинделям, поэтому большинство деталей, которые могут быть нарисованы с помощью системы CAD, фактически могут быть изготовлены на машинах, поддерживаемых программным обеспечением CAD / CAM.
Как правило, в усовершенствованном программном обеспечении CAD / CAM используются рабочие инструменты в дополнение к основным шпинделям, поэтому большинство деталей, которые могут быть нарисованы с помощью системы CAD, фактически могут быть изготовлены на машинах, поддерживаемых программным обеспечением CAD / CAM.
Комбинированный токарный станок / станок 3 в 1
Комбинированный токарный станок , часто известный как станок 3-в-1 , вводит операции сверления или фрезерования в конструкцию токарного станка. Эти станки имеют фрезерную колонну, поднимающуюся над станиной токарного станка, и они используют каретку и верхнюю суппорт в качестве осей X и Y для фрезерной колонны.Название 3-в-1 связано с идеей наличия токарного, фрезерного и сверлильного станка в одном доступном станке. Они предназначены исключительно для любителей и рынка ТОиР, так как неизбежно требуют компромиссов в размере, характеристиках, жесткости и точности, чтобы оставаться доступными.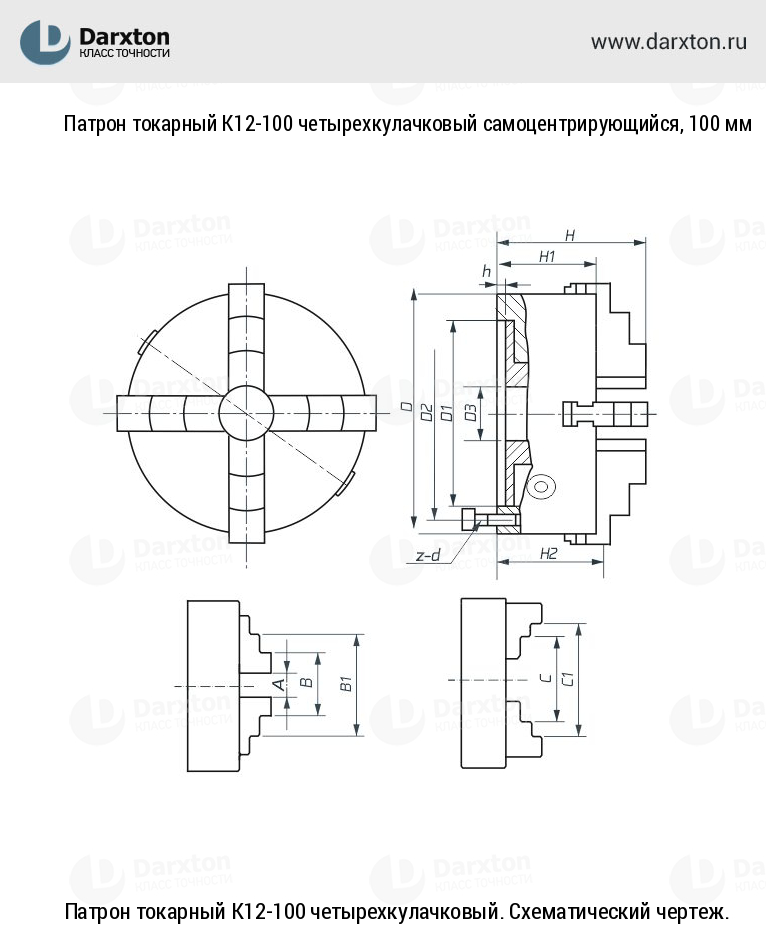 Тем не менее, они достаточно хорошо удовлетворяют потребности своей ниши и обладают высокой точностью при наличии достаточного времени и навыков. Их можно найти в небольших, не ориентированных на машины предприятиях, где иногда приходится обрабатывать небольшие детали, особенно там, где строгие допуски дорогих инструментальных станков, помимо того, что они недоступны, были бы излишними для приложения с инженерной точки зрения.
Тем не менее, они достаточно хорошо удовлетворяют потребности своей ниши и обладают высокой точностью при наличии достаточного времени и навыков. Их можно найти в небольших, не ориентированных на машины предприятиях, где иногда приходится обрабатывать небольшие детали, особенно там, где строгие допуски дорогих инструментальных станков, помимо того, что они недоступны, были бы излишними для приложения с инженерной точки зрения.
Мини-токарный и микротокарный
Мини-токарные и микротокарные станки — это миниатюрные версии универсального токарного станка (токарного станка). Обычно они имеют поворот в диапазоне от 3 до 7 дюймов (от 76 до 178 мм) в диаметре (другими словами, от 1,5 до 3,5 дюймов (от 38 до 89 мм) в диаметре). Это небольшие и доступные токарные станки для домашней мастерской или цеха ТОиР. К этим машинам применимы те же преимущества и недостатки, которые объяснялись ранее в отношении машин 3-в-1.
Как и в других частях англоязычной орфографии, стили префиксов в именах этих машин отличаются. Они попеременно представлены как мини-токарный станок , мини-токарный станок, мини-токарный станок и , а также как микротокарный станок , микротокарный станок, микротокарный станок и .
Они попеременно представлены как мини-токарный станок , мини-токарный станок, мини-токарный станок и , а также как микротокарный станок , микротокарный станок, микротокарный станок и .
Станок токарный колесный
Колесотокарные станки — это машины, используемые для изготовления и шлифовки колес железнодорожных вагонов. Когда колеса изнашиваются или выходят из строя в результате чрезмерного использования, этот инструмент можно использовать для повторной резки и ремонта колеса вагона поезда. Доступен ряд различных колесотокарных станков, включая варианты под полом для шлифовки колес, которые все еще прикреплены к железнодорожному вагону, переносные типы, которые легко транспортируются для аварийного ремонта колес, и версии с ЧПУ, в которых используются компьютерные операционные системы для завершения ремонта колес. . [7]
Токарно-токарный станок
Токарный станок для большого диаметра, но для короткой работы, надстроенный над выемкой в полу, позволяющий принимать нижнюю часть заготовки, таким образом позволяя подставке для инструментов стоять на высоте талии токаря. Пример выставлен в Лондонском музее науки в Кенсингтоне.
Пример выставлен в Лондонском музее науки в Кенсингтоне.
Тормоз токарный
Токарный станок, специализирующийся на шлифовке тормозных барабанов и дисков в автомобильных или грузовых гаражах.
Токарный станок для маслостанций
Специализированные токарные станки для обработки длинных деталей, например сегментов бурильных колонн.Токарные станки Oil Country оснащены полыми шпинделями с большим отверстием, вторым патроном на противоположной стороне передней бабки и часто выносными упорами для поддержки длинных заготовок.
Механизмы подачи
Существуют различные механизмы подачи для подачи материала в токарный станок с определенной скоростью. Эти механизмы предназначены для автоматизации части производственного процесса с конечной целью повышения производительности.
Устройство подачи прутка
Устройство подачи прутка подает кусок прутка в отрезной станок.По мере обработки каждой детали режущий инструмент создает окончательный разрез для отделения детали от прутка, а устройство подачи продолжает подавать пруток для следующей детали, обеспечивая непрерывную работу станка.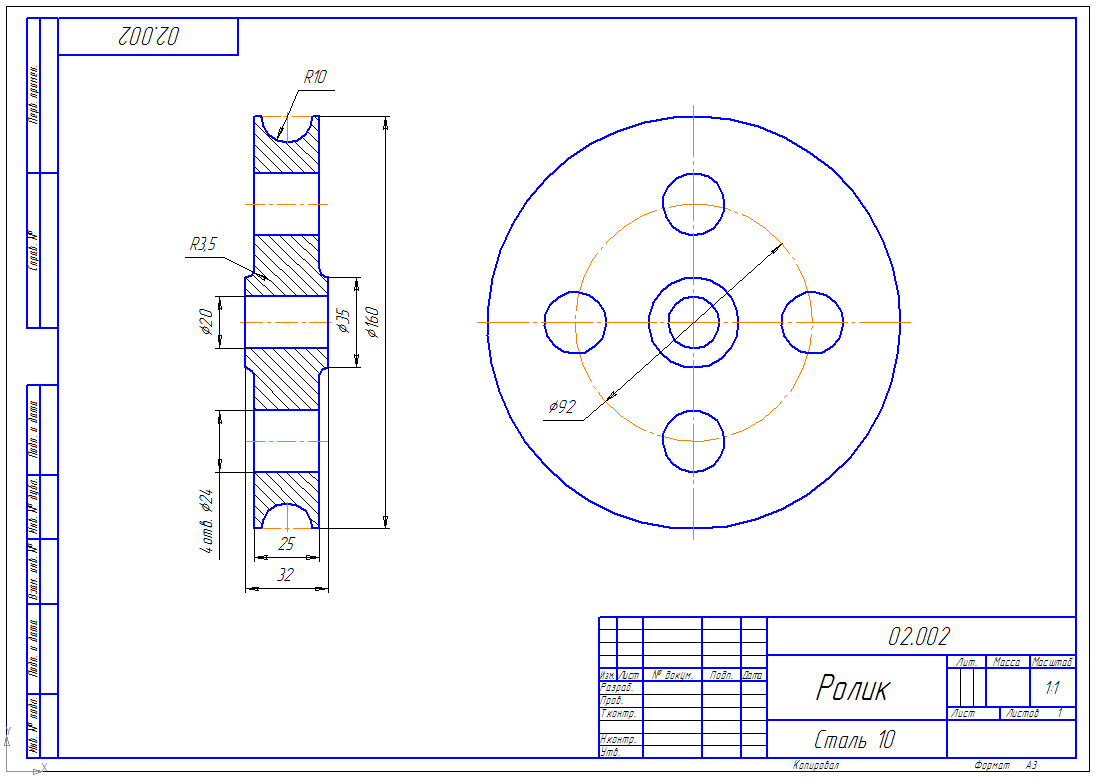 При токарной обработке используются два типа подачи прутка: гидродинамическая подача прутка, которая удерживает пруток в серии каналов, при этом зажимая верх и низ прутка, и гидростатическая подача прутка, которая удерживает пруток в неподвижном состоянии. труба подачи с использованием масла под давлением. [8]
При токарной обработке используются два типа подачи прутка: гидродинамическая подача прутка, которая удерживает пруток в серии каналов, при этом зажимая верх и низ прутка, и гидростатическая подача прутка, которая удерживает пруток в неподвижном состоянии. труба подачи с использованием масла под давлением. [8]
Погрузчик прутковый
Загрузчик прутков представляет собой разновидность концепции устройства подачи прутков, в которой несколько частей пруткового материала могут подаваться в бункер, а загрузчик подает каждую часть по мере необходимости.
Библиография
- Burghardt, Henry D. (1919), Machine Tool Operation , 1 (1-е изд.), Нью-Йорк, Нью-Йорк, США: McGraw-Hill, LCCN 20026190.
От новичка до мастера — Проекты токарных станков по металлу
Если вы впервые увидели токарный станок по металлу или ищете новые идеи, чтобы поднять свое мастерство на еще более высокий уровень, у нас есть для вас обширный список проектов. Читайте дальше, чтобы узнать больше о том, что такое токарный станок по металлу, как он работает, и о некоторых из множества полезных и художественных творений, которые вы можете создать с его помощью.
Читайте дальше, чтобы узнать больше о том, что такое токарный станок по металлу, как он работает, и о некоторых из множества полезных и художественных творений, которые вы можете создать с его помощью.
Станки токарные по дереву и металлу
Токарный станок — это станок, который удерживает обрабатываемую деталь и вращает ее вдоль оси. Это позволяет мастеру шлифовать, деформировать, вырезать или иным образом формировать изделие по своему желанию. Ключевой особенностью токарного станка является то, что в отличие от дрели, например, вращается деталь, а не инструмент.
Токарные станки существуют уже сотни лет в их нынешнем механическом виде, но первые токарные станки появились еще, возможно, в 13 веке до нашей эры.Токарный станок можно использовать практически для любого материала; Исторически токарные станки часто использовались для обработки дерева, камня и металла.
Современные токарные станки имеют моторный привод и часто управляются компьютером.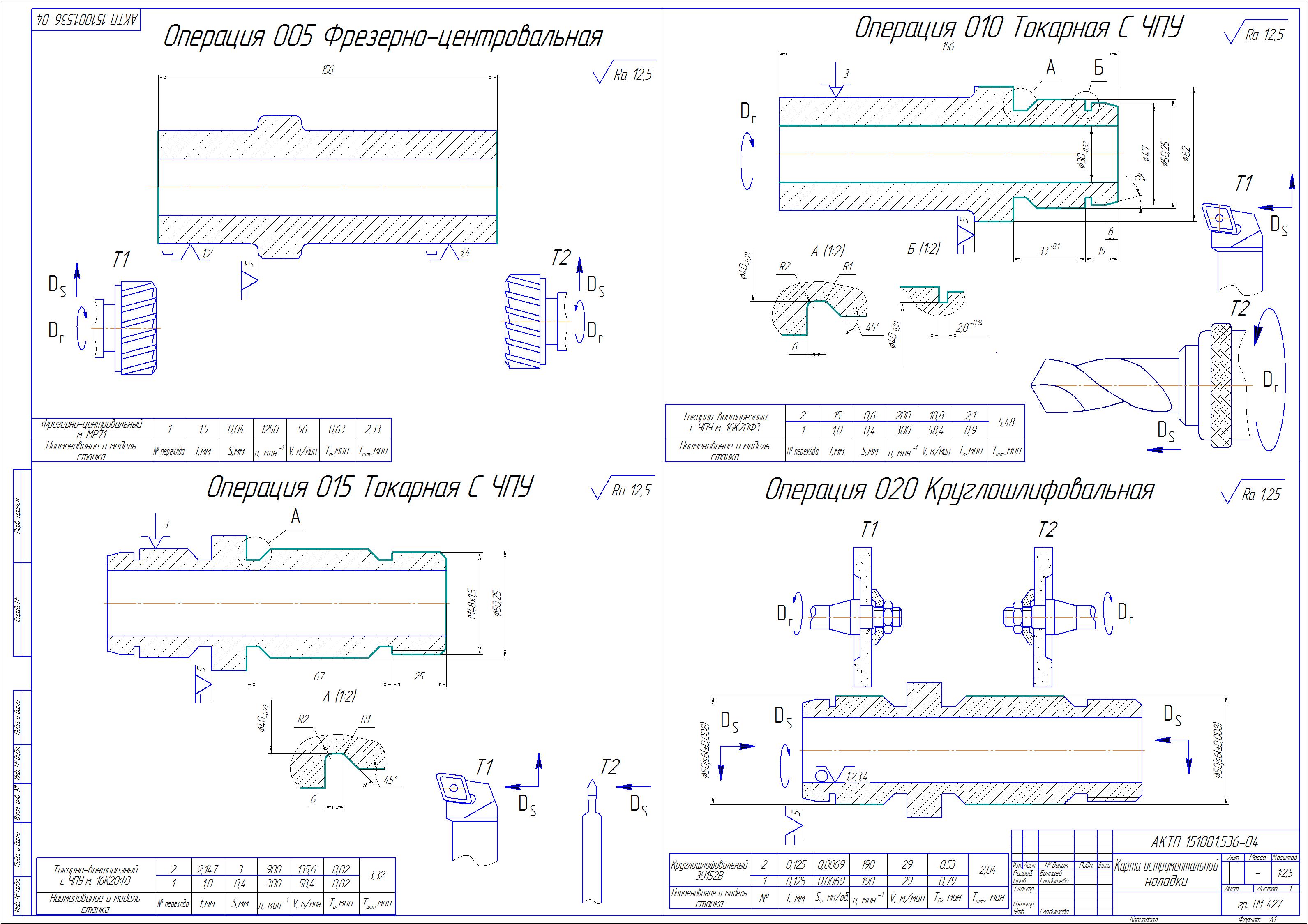 Они могут быть оснащены множеством различных головок, режущих и сверлильных инструментов для выполнения различных операций, что делает лучшие токарные станки практически целым механическим цехом в одном инструменте.
Они могут быть оснащены множеством различных головок, режущих и сверлильных инструментов для выполнения различных операций, что делает лучшие токарные станки практически целым механическим цехом в одном инструменте.
Много типов токарных станков по металлу
Современный токарный станок по металлу известен как отец станков, поскольку он позволяет создавать другие инструменты, а также готовые изделия.Существует множество видов токарных станков для металлообработки, но большинство из них можно разделить на две основные категории.
- Ручные токарные станки — Ручные токарные станки требуют, чтобы оператор выполнял формовку, строгание или шлифование вручную; токарный станок просто удерживает и позиционирует заготовку.
- Токарные станки с ЧПУ — Токарные станки с числовым программным управлением (ЧПУ) объединяют новейшие технологии, позволяющие полностью программировать и автоматизировать производство деталей. В них можно загружать файлы САПР, что позволяет инженерам легко проектировать и изготавливать сложные инструменты и детали.

Получив базовые знания о токарном станке, теперь мы можем рассмотреть ряд проектов по металлообработке для вашего нового токарного станка. Традиционно токарные станки по металлу являются уделом мастеров-инструментальщиков и техников. Следовательно, следующие списки разделены между личными проектами (веселыми, искусными, эстетически приятными) и проектами, действительно полезными для вашей мастерской. Большинство из них можно сделать только на токарном станке; другим может потребоваться фреза, а также токарный станок.
Обучение изготовлению простых колец, таких как металлическое обручальное кольцо, будет способствовать обучению основам работы на токарном станке по металлу.Если проект недостаточно сложный, более продвинутые проекты могут сосредоточиться на методах отделки, создавая что-то профессиональное и декоративное.
Даже кольцо, несмотря на простоту конструкции, не обязательно должно быть простым или скучным. Посмотрите видео ниже, где показано кольцо из углеродного волокна, меди и мрамора, в качестве примера высококачественного кольца, сделанного на токарном станке по металлу.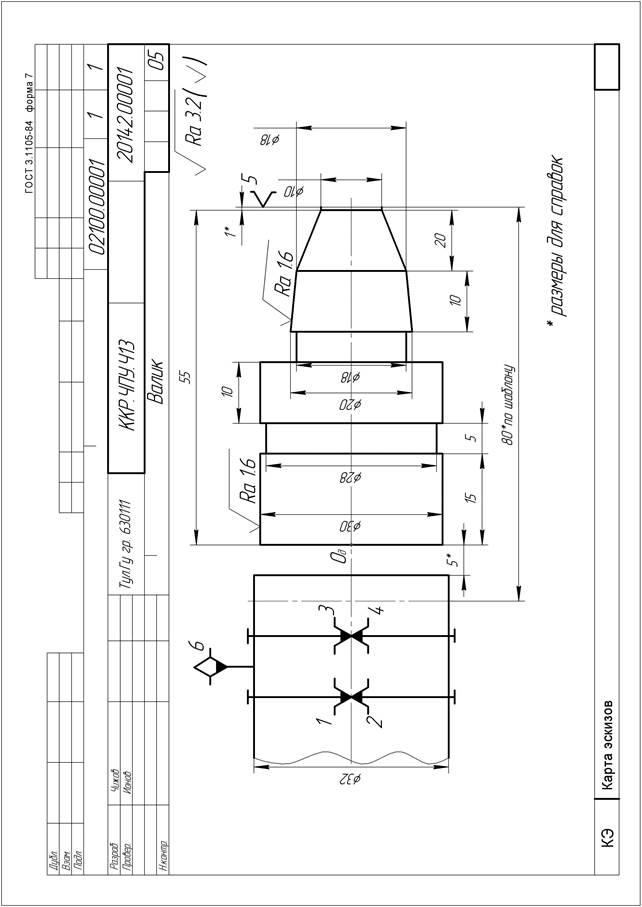
Основное требование для любого инструментального цеха. Металлический молоток тоже подойдет для начинающих.Простую головку молоткового типа сделать несложно, а заостренная рукоятка усложняет задачу. Молоток можно модифицировать по мере необходимости; вы можете сделать просто рукоятку для резинового молотка или шаровой молоток для другой формы. Молоток машиниста, показанный на видео ниже, является одним из примеров множества различных видов молотов, которые можно изготовить на токарном станке.
Подсвечники могут быть очень декоративными или очень простыми, и разница между ними бросит вызов дизайнерским способностям начинающего слесаря и навыкам работы с токарным станком.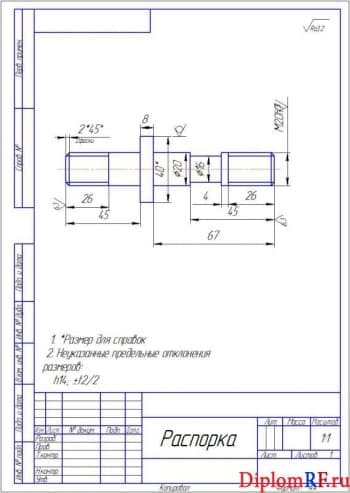 Это потребует небольшой шлифовки, чтобы сделать вставку для самой свечи. Дизайн не обязательно должен быть тяжелым, «старомодным»: обратите внимание на этот современный подсвечник ниже.
Это потребует небольшой шлифовки, чтобы сделать вставку для самой свечи. Дизайн не обязательно должен быть тяжелым, «старомодным»: обратите внимание на этот современный подсвечник ниже.
Подобно кольцу и головке молотка, формирование точных копий пуль на токарном станке учит некоторым самым основным приемам обработки металлов; формовка и отделка. Они непрактичны, но как начинающие проекты они великолепны. Есть ряд полезных руководств.
Если вы сделали молоток для своего магазина, направляющая для метчиков станет вашим отличным компаньоном. Их бывает огромное количество, от направляющих до отдельных. Поищите там, где лучше всего подходит для вашего проекта.
Их бывает огромное количество, от направляющих до отдельных. Поищите там, где лучше всего подходит для вашего проекта.
Прецизионный цилиндрический квадрат позволяет выполнять точные измерения в определенных проектах, а также является надежным средством удержания и измерения других деталей, над которыми нужно работать. Сделать цилиндрический квадрат достаточно просто, хотя точные измерения делают этот проект немного более сложным.
Для этого требуется немного другая техника; вам нужно будет либо частично отшлифовать центр каждой детали, либо вращать и формовать металл в миску или чашку, наконец, завершая внешнюю отделку. Тот же метод используется для создания чашек, более изысканных кубков, а также больших и малых чаш, что дает множество применений.
Один для инструментального цеха, особенно полезен для автомобильной промышленности. Скользящий молоток обеспечивает силу удара, фактически не ударяя по чему-либо.Его можно использовать, в том числе, для удаления вмятин в автомобилях.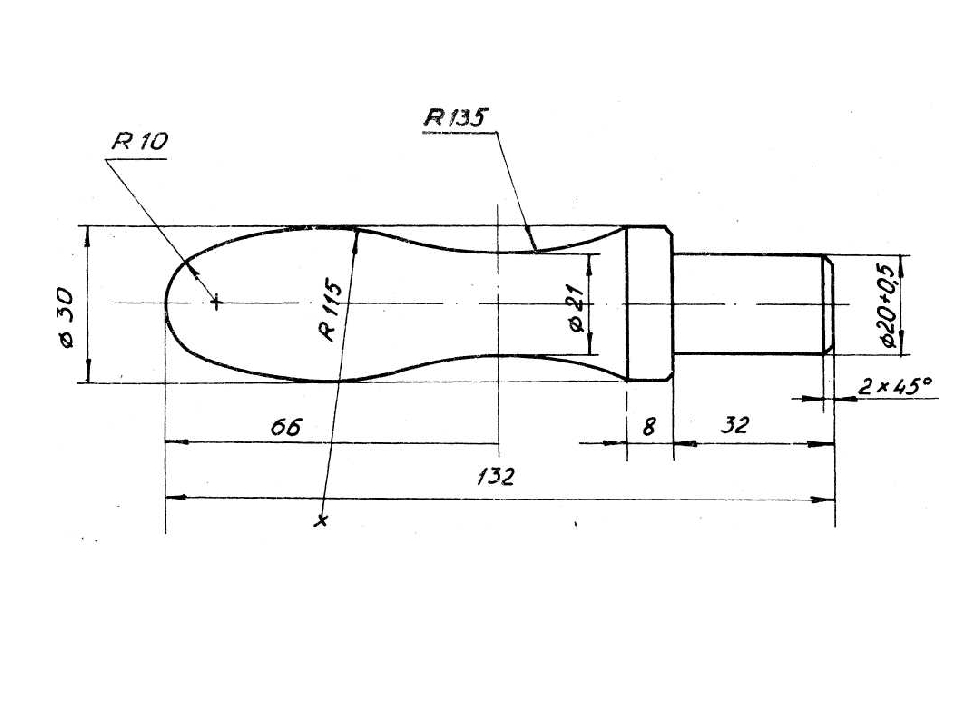 Ниже приведен хороший пример изготовления ползункового молотка на токарном станке.
Ниже приведен хороший пример изготовления ползункового молотка на токарном станке.
Как для токарного станка, так и для общего проекта по металлообработке, инструментальные тиски являются основным и очень полезным дополнением к любой мастерской. Они также могут быть изготовлены практически любого размера.
Интересный проект, а не полезный, но удобный для обучения различным техникам, включая нарезание резьбы. Это двусторонний болт с резьбой между головками, с гайкой или кольцом на резьбе.Смущенный? Вот удобное пошаговое руководство с информативными картинками.
Писец машиниста — это ручка слесаря, позволяющая наносить измерения, серийные номера или ключевые опознавательные знаки на любой из проектов, выходящих из вашего цеха.
Если вы сделали писца, подумайте также о том, чтобы сделать настоящую ручку. Если все сделано правильно, вы можете сделать ручку, которая будет работать со стандартными сменными чернильными картриджами шариковой ручки, что даст вам полнофункциональный и персонализированный письменный стол.
Вы можете построить фрезерное приспособление для своего токарного станка, а не покупать его. С его помощью вы сможете фрезеровать и точить детали, что значительно расширит спектр проектов, которые вы можете выполнять.
3 продвинутых проекта для почти идеального мастера
Есть много инструкций для некоторых очень декоративных деревянных шахматных наборов, но почти то же самое можно сделать и из металла. Вы можете имитировать дизайн другого человека или попытаться придумать свой собственный.В этом случае вам понадобится разный дизайн для каждого класса изделий. Дизайн будет полдела; Другой частью будет качественная отделка.
Вы можете имитировать дизайн другого человека или попытаться придумать свой собственный.В этом случае вам понадобится разный дизайн для каждого класса изделий. Дизайн будет полдела; Другой частью будет качественная отделка.
Самое замечательное в этом проекте — это возможность создать креативный, очень привлекательный конечный продукт. Точный дизайн предметов полностью зависит от вас, от функциональных, минималистичных наборов до высокодекоративных предметов. И, конечно же, выбор материала, от алюминия до бронзы, может подчеркнуть дизайн гарнитуры.Это видео показывает немного красоты современной металлической фишки.
Tubalcain на YouTube есть очень информативная серия о том, как сделать модель паровой машины в вашем механическом цехе. Эти модели являются фантастическим учебным пособием, а также представляют собой сложные проекты для любителей. Конечно, токарные станки можно использовать и для изготовления деталей для полноразмерных двигателей; многие автомобильные
 youtube.com/embed/B1t24sxjdZU?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/B1t24sxjdZU?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
Куб Тернера привлекает внимание контрастом квадратных и круглых линий.На самом деле растачить куб Тернера не обязательно сложно, но правильное уточнение технических деталей имеет решающее значение и может оказаться трудным. Однако, если все сделано хорошо, можно увидеть несколько очень драматичных и красивых творений.
Для получения дополнительной информации о кубе Тернера перейдите по этой ссылке. На Instructables.com также можно найти куб Тернера.
Список ресурсов
- tubalcain Канал на YouTube
Компания Tubalcain разместила на YouTube более 300 видеороликов о механических цехах и получает очень положительные отзывы как от экспертов, так и от новых машинистов.Не все его видео посвящены токарному станку, но их достаточно, чтобы их можно было посмотреть. Не говоря уже о том, что другие его видео будут очень актуальны для всех, кто интересуется металлообработкой в качестве хобби или карьеры.
Не говоря уже о том, что другие его видео будут очень актуальны для всех, кто интересуется металлообработкой в качестве хобби или карьеры.
На Reddit доступно огромное количество разнообразной информации, но для металлообработки и токарных работ, вероятно, нет лучшего места для начала, чем r / Machinists. Пользователи Canny Reddit также могут найти множество общих советов по токарному оборудованию и идей по проектам, выполнив поиск по запросу «токарный станок» в разделе r / woodworking; Хотя инструменты разные, идеи и принципы обычно одинаковы.
Instructables.com содержит ряд проектов токарных станков по металлу. Некоторые из них связаны с вышеуказанным, но многие другие ждут своего открытия.
- Книги
- Основы станков (Учебный циркуляр армии США № 9-524)
Это более старая книга (1996 г.), данное руководство армии США, тем не менее, является очень информативным, сжатым руководством по многие инструменты в механическом цехе и их функции (включая токарные станки).![]() PDF-файл можно найти здесь.
PDF-файл можно найти здесь.
Хорошо рецензируемое базовое руководство от автора с рядом книг по аналогичной тематике.
Это было старое руководство по эксплуатации, которое фактически отправлялось с каждым токарным станком, проданным South Bend Lathe Works. Несмотря на то, что книга была первоначально опубликована в начале 20 века, она остается незаменимой отправной точкой для любого, кто работает на токарном станке и интересуется его принципом работы.
Безопасность | Стеклянная дверь
Мы получаем подозрительную активность от вас или кого-то, кто пользуется вашей интернет-сетью.Подождите, пока мы подтвердим, что вы настоящий человек. Ваш контент появится в ближайшее время. Если вы продолжаете видеть это сообщение, напишите нам чтобы сообщить нам, что у вас возникли проблемы.
Nous aider à garder Glassdoor sécurisée
Nous avons reçu des activités suspectes venant de quelqu’un utilisant votre réseau internet.
Подвеска Veuillez Patient que nous vérifions que vous êtes une vraie personne.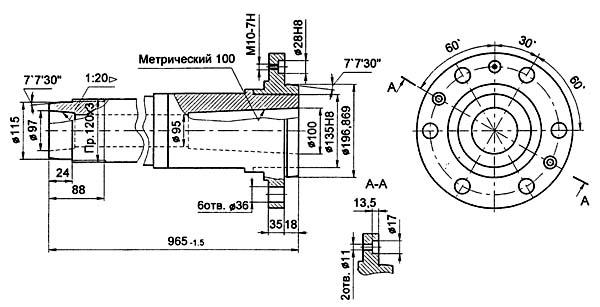 Вотре содержание
apparaîtra bientôt. Si vous continuez à voir ce message, veuillez envoyer un
электронная почта à
pour nous informer du désagrément.
Вотре содержание
apparaîtra bientôt. Si vous continuez à voir ce message, veuillez envoyer un
электронная почта à
pour nous informer du désagrément.
Unterstützen Sie uns beim Schutz von Glassdoor
Wir haben einige verdächtige Aktivitäten von Ihnen oder von jemandem, der in ihrem Интернет-Netzwerk angemeldet ist, festgestellt. Bitte warten Sie, während wir überprüfen, ob Sie ein Mensch und kein Bot sind. Ihr Inhalt wird в Kürze angezeigt. Wenn Sie weiterhin diese Meldung erhalten, informieren Sie uns darüber bitte по электронной почте: .
We hebben verdachte activiteiten waargenomen op Glassdoor van iemand of iemand die uw internet netwerk deelt.Een momentje geduld totdat, мы выяснили, что u daadwerkelijk een persoon bent. Uw bijdrage zal spoedig te zien zijn. Als u deze melding blijft zien, электронная почта: om ons te laten weten dat uw проблема zich nog steeds voordoet.
Hemos estado detectando actividad sospechosa tuya o de alguien con quien compare tu red de Internet. Эспера
mientras verificamos que eres una persona real. Tu contenido se mostrará en breve. Si Continúas recibiendo
este mensaje, envía un correo electrónico
a para informarnos de
que tienes problemas.
Эспера
mientras verificamos que eres una persona real. Tu contenido se mostrará en breve. Si Continúas recibiendo
este mensaje, envía un correo electrónico
a para informarnos de
que tienes problemas.
Hemos estado percibiendo actividad sospechosa de ti o de alguien con quien compare tu red de Internet. Эспера mientras verificamos que eres una persona real. Tu contenido se mostrará en breve. Si Continúas recibiendo este mensaje, envía un correo electrónico a para hacernos saber que estás teniendo problemas.
Temos Recebido algumas atividades suspeitas de voiceê ou de alguém que esteja usando a mesma rede. Aguarde enquanto confirmamos que Você é Uma Pessoa de Verdade.Сеу контексто апаресера эм бреве. Caso продолжить Recebendo esta mensagem, envie um email para пункт нет informar sobre o проблема.
Abbiamo notato alcune attività sospette da parte tua o di una persona che condivide la tua rete Internet.
Attendi mentre verifichiamo Che sei una persona reale. Il tuo contenuto verrà visualizzato a breve.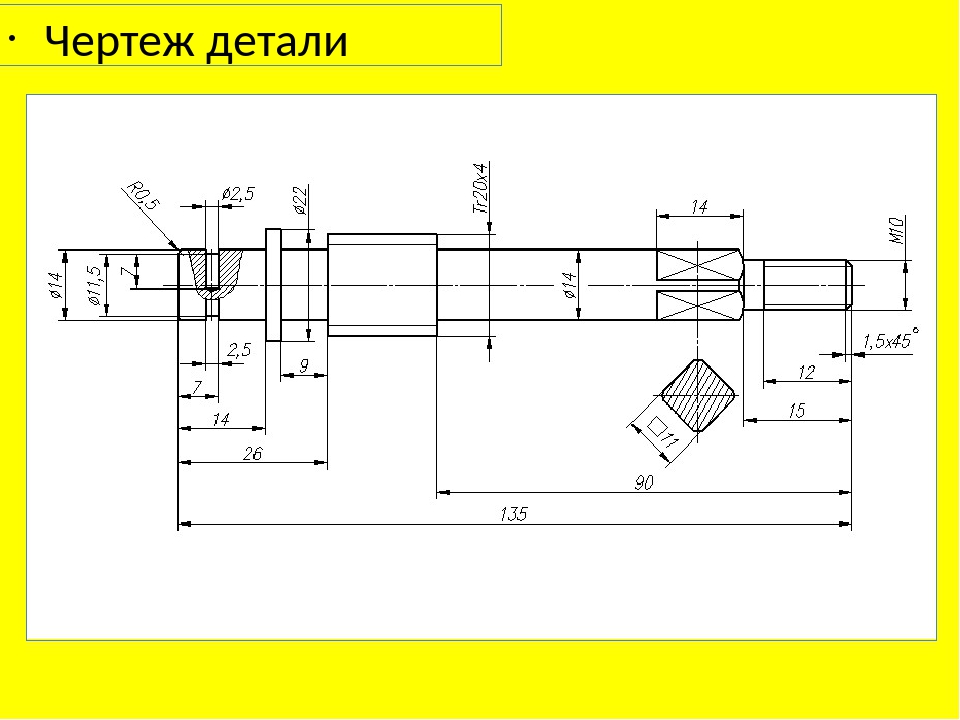 Secontini
visualizzare questo messaggio, invia un’e-mail all’indirizzo
per informarci del
проблема.
Secontini
visualizzare questo messaggio, invia un’e-mail all’indirizzo
per informarci del
проблема.
Пожалуйста, включите куки и перезагрузите страницу.
Это автоматический процесс. Ваш браузер в ближайшее время перенаправит вас на запрошенный контент.
Подождите до 5 секунд…
Перенаправление…
Заводское обозначение: CF-102 / 675f79f01c013a6b.
Как сделать токарные станки по металлу и аксессуары — бесплатный план 13 — планы 1
Планы 1-8
Многие домашние мастера и слесари мечтают о собственном токарном станке по металлу.Вы можете построить свой собственный токарный станок по металлу с помощью одного из этих бесплатных планов.
Описанный токарный станок не представлен как идеальный токарный станок
или, а как пример простого токарного станка простой и простой конструкции, в который могут быть внесены дополнения по мере того, как время, фантазия или необходимость диктует необходимость.
Хотя токарно-револьверный станок по сути является инструментом для производства работы в больших количествах, 6-дюйм. Токарный станок описанного в этой статье типа будет чрезвычайно полезен в небольшом экспериментальном цехе.
Вы можете установить эту фрезерную насадку на поперечный суппорт и выполнять фрезерование, наплавку и нарезание шпоночных пазов. Удобный агрегат для небольших токарных станков по металлу. Он состоит просто из тисков сверлильного станка, установленных на поперечных салазках каретки.
Любой хороший токарный станок по дереву может использоваться для точения, расточки, фрезерования и торцевания металла с добавлением этого составного суппорта. Его легко изготовить из холоднокатаной стали с помощью нескольких обычных инструментов.
Вы можете установить эту фрезерную насадку на поперечный суппорт и выполнять фрезерование, наплавку и нарезание шпоночных пазов. Удобный агрегат для небольших токарных станков по металлу. Он состоит просто из тисков сверлильного станка, установленных на поперечных салазках каретки.
Вы не сможете полностью использовать токарный станок, пока не получите фрезерное приспособление. С его помощью вы можете выполнять прорезание пазов, шпоночных пазов, обработки зубьев, продольной резки и обработки канавок. Вы можете распиливать заготовку под прямым углом или под углом, а также вырезать отверстия в работе с максимальной точностью.
Фрезерная насадка на токарном станке 7 ‘для фрезерования деталей в коллекторе модели 4-цилиндрового газового двигателя.
Сайт на 100% бесплатный. Если вы нажмете на объявление или ссылку, мы можем получить комиссию или комиссию, если вы приобретете товар.
Связаться с персоналом в Центре ремонта
© Copyright-2021 Все права защищены.
Раскрытие FTC
Руководство по сборке недорогого токарного станка с открытым исходным кодом
25 ноября 2011 г.
автор: Роб Гудье
Это одна из визуализаций токарного станка по бетону Тайлером Диснеем.
Обновление от 22 октября 2015 г. : Пэт Делани планирует создать комбинированный токарный станок по бетону и мультимашину. Он просит добровольцев построить машину и задокументировать прогресс, чтобы создать руководство по сборке. Подробности смотрите в его сообщении на страницах нашего сообщества: Concrete Lathe & Multimachine Project.
Обновление от 2 декабря 2011 г .: Мы знали, что в руководстве по токарному станку появятся обновления, но не подозревали, что это произойдет так скоро (!). Мы изменили ссылки, чтобы они указывали на самую последнюю версию.
Дуэт, стоящий за токарным станком по бетону Yeoman для 21 века, составил иллюстрированное руководство по строительству (pdf). Пэт Делани, один из первых пришедших на E4C, отстаивал эту технологию как недорогой инструмент, созданный из цемента и металлолома для оборудования механических цехов за небольшую часть стоимости коммерческих токарных станков. Делани объединился с другим членом E4C, Тайлером Диснеем, который поделился своим опытом рисования в этом проекте. Они вдвоем подготовили это важное руководство, и мы гордимся тем, что были частью этого процесса.
Как всегда с проектами с открытым исходным кодом, отмечает Делани, эта работа еще не завершена. Мы можем внести свой вклад в руководство, внося предложения по рабочему пространству токарного станка. У Делани также есть онлайн-дом для токарных станков в этой группе Yahoo, и здесь есть вики. Также Disney предлагает нам поработать с последней версией модели Sketchup и присылать ему свои идеи.
Он делится своими интересными мыслями о проекте на своем сайте flowxrg.com.
История и будущее механического цеха
Последователи новостей E4C могли следить за нашими обновлениями о прогрессе токарного станка за последний год.Вот наше описание:
Осенью 1917 года Соединенные Штаты объявили войну Германии и обнаружили, что их заводы лучше подходят для производства Model T, чем для гаубиц. Стране необходимо было модернизировать свои производственные двигатели, чтобы производить боеприпасы как можно быстрее. Однако для растачивания ружей и формовки гильз требовались точные токарные станки ручной работы, изготовленные мастерами-металлистами-подмастерьями. На создание машин, необходимых для создания боевых машин, уйдут месяцы. Затем изобретатель по имени Люсьен Йоманс запатентовал метод построения токарных станков, предназначенных для конкретных задач, с использованием бетона, сборных металлических конструкций и приспособлений для точного размещения деталей.Этот процесс устранил необходимость в высококвалифицированной ручной работе, сократил время производства на месяцы и затраты настолько, что новые машины стали считаться одноразовыми. По словам Шеннон ДеВулф, биографа Йомена, этот токарный станок сыграл важную роль в успехе союзников в войне. Но этот дизайн утратил свою актуальность и больше не используется.
Сейчас Пэт Делани, изобретатель Мультимашины, работает над возрождением технологии Йомана и ее более мирным использованием в развивающихся странах.Но на этот раз патентов нет. Дизайн является общедоступным, с использованием инструментов для совместной работы в Интернете и программного обеспечения с открытым исходным кодом. Команда Делани близится к завершению работы над руководством по сборке токарно-винторезного станка в стиле Йоманса, построенного из бетона и металлолома. У нас две цели: доступность и точность. И есть надежда, что эти токарные станки скоро будут производить детали для инструментов и машин, в том числе сложные детали, такие как те, из которых состоят двигатели, насосы и даже другие токарные станки.
Изображение предоставлено: Тайлер Дисней
Из руководства по строительству
Это краткое описание токарного станка из самого руководства по строительству.
Проект токарного станка с открытым исходным кодом Multimachine
- Базовый станок, основа для любого производства или промышленного производства
- Почти бесплатный токарный, сверлильный и фрезерный станок по металлу
- Точный и масштабируемый почти до любого размера
- Большинство технология, проверенная почти 100 лет
- Легко изготавливается из металлолома, стального прутка и бетонной смеси
- Изготовлен с использованием обычных ручных инструментов, дрели и нескольких небольших сварных швов
- Простое нарезание винта без шестерен
- Легко преобразуется в сверление и фрезерование
Руководство по сборке токарного станка по бетону (pdf)
Группа проектирования многомашинных и токарных станков на Yahoo
FlowXRG посты на ручном токарном станке
теги:
CamBam 0.Документация 9.8 — Токарный станок
Документация для последней версии CamBam доступна здесь …
ПРИМЕЧАНИЕ! Код токарного станка является новым для версии 0.9.8 и все еще проходит тестирование и разработку.
Обращайтесь с любыми токарными кодами осторожно и запустите моделирование или резку воздухом перед обработкой.
Операция обработки на токарном станке была предоставлена как дополнительный модуль. Таким образом, плагин можно разрабатывать и обновлять самостоятельно. основного приложения CamBam.Это также демонстрация возможности расширения возможностей обработки CamBam с помощью плагины, написанные пользователем.
Файл lathe-test.cb в папке примеров CamBam демонстрирует работу нового токарного станка.
В этом первом выпуске токарного станка есть ряд ограничений:
- В настоящее время поддерживаются только операции профилирования. Пока нет поддержки для торцевания, расточки или нарезания резьбы.
- Кроме радиуса инструмента, нет механизма для определения формы инструмента токарного станка.Деталь должна быть нарисована с учетом размера фрезы. и форма.
Чертеж
Профиль токарного станка может быть создан из двухмерной линии, представляющей форму для обработки.
Фигура должна быть нарисована так, чтобы:
Ось токарного станка + X проведена в направлении -Y и
Ось токарного станка + Z проводится в направлении + X .
Это сделано для того, чтобы чертеж выглядел в той же ориентации, что и при нахождении перед обычным токарным станком.
Траектории инструмента будут преобразованы в стандартные координаты X и Z токарного станка при создании gcode.
Нарисуйте только разрезанную линию профиля. Не рисовать замкнутые полилинии, зеркальные линии на противоположной стороне оси вращения или линий вдоль оси вращения, поскольку токарный станок будет пытаться разрезать и их, которые вызовет проблемы.
Линию профиля можно провести в любом месте чертежа. Если эта линия находится далеко от начала координат, точка начала обработки должен быть установлен так, чтобы он лежал на оси вращения и в Z = 0 (координата токарного станка).
Пример, показывающий профиль, где точка 0,0 обработки совпадает с исходной точкой чертежа.
Тот же самый образец, нарисованный от начала координат, где начало обработки (красный X) было перемещено, чтобы указать токарные станки X = 0, Z = 0 точки.
Вы можете установить нулевую точку станка, задав свойство MachiningOrigin объектов обработки или детали. Нажмите кнопку справа от свойства MachiningOrigin, чтобы выбрать машинный ноль. точка на чертеже.
Фондовый объект
Операция на токарном станке может использовать информацию из объекта запаса, если он определен, для определения таких свойств, как запас. поверхность и рабочий диапазон.
Определение заготовкиCamBam в настоящее время не поддерживает цилиндрическую заготовку, поэтому сток будет показан в виде прямоугольного блока.
На следующем изображении показаны стандартные объекты диаметром 9 мм и длиной 100 мм (фиолетовый куб).
Если для свойства Площадь запаса задано значение Авто , размер объекта запаса используется для его определения.
- Размер X будет длиной заготовки (по оси Z токарного станка).
- Размер Z и Y должен соответствовать диаметру заготовки.
- StockSurface должен быть установлен на радиус заготовки.
- Значение Y смещения заготовки должно быть установлено на минус радиус заготовки.
Использование токарного станка
Выберите подходящую линию профиля, затем вставьте операцию токарного станка, выбрав верхнее меню «Обработка», затем выберите «Токарный станок».
Примечание. Плагин токарного станка в настоящее время не добавляет значок на панель инструментов или в контекстное меню чертежа.
Убедитесь, что установлены следующие параметры:
- Рабочая плоскость установлена в положение XZ.
- Поверхность заготовки равна радиусу заготовки.
- Зазор плоскости больше радиуса ложи.
- Начало обработки устанавливается по оси вращения.
- Диаметр инструмента установлен на удвоенный радиус вершины инструмента.
- Профиль инструмента установлен на Токарный станок.
- Установлен правильный параметр черновой обработки.
- Если черновая обработка, устанавливается небольшое значение RoughingClearance.
- DepthIncrement и скорость подачи соответствуют материалу.
- При необходимости определите товарный объект.
- Подходящий постпроцессор, такой как Mach4-Turn или EMC-Turn, выбирается в свойствах обработки.
Недвижимость
| Плоскость зазора | Безопасная координата токарного станка X во избежание приклада.Значение плоскости зазора всегда должно быть выражено как , радиус . |
| Пользовательский нижний колонтитул MOP | Многострочный скрипт gcode, который будет вставлен в сообщение gcode после текущей операции обработки. |
| Пользовательский заголовок MOP | Многострочный скрипт gcode, который будет вставлен в сообщение gcode перед текущей операцией обработки. |
| Скорость подачи обрезки | Скорость подачи, используемая при резке. |
| Увеличение глубины | При черновой обработке это радиальное расстояние X между каждым параллельным проходом. |
| Включено | True: траектории инструмента, связанные с этой операцией обработки, отображаются и включаются в вывод gcode. False: операция будет проигнорирована, и для этой операции не будет создаваться gcode или траектории инструмента. |
| Направление резания токарного станка |
|
| Токарный станок по длине Новый [0.9.8N] | Управляет длиной шага под углом 45 градусов. Нулевое значение отключит эти ходы. |
| Токарный вывод длина Новый [0.9.8N] | Управляет длиной обратных движений под углом 45 градусов.Нулевое значение отключит эти ходы. |
| Максимальное расстояние кроссовера | Максимальное расстояние в виде доли (0–1) диаметра инструмента для резки при горизонтальных переходах. Если расстояние до следующей траектории превышает MaxCrossoverDistance, вставляется отвод, ускорение и врезание в следующую позицию через плоскость зазора. |
| Имя | Каждой операции машины можно дать осмысленное имя или описание. |
| Режим оптимизации | Опция, управляющая порядком упорядочивания траекторий в выходных данных gcode. Новое (0.9.8) — новый улучшенный оптимизатор, который в настоящее время тестируется. |
| Подача погружения | Скорость подачи при погружении. |
| Примитивные идентификаторы | Список объектов чертежа, на основе которых определяется эта машинная операция. |
| Черновая / чистовая обработка | Свойство Черновая / Чистовая обработка используется для выбора метода обработки. Если выбрана черновая обработка, количество прямых проходы используются на каждом приращении глубины, вплоть до исходной формы + зазор черновой обработки, за которым следует одиночный проход на зазор для черновой обработки, соответствующий форме.Для чистовой обработки — один проход, повторяющий форму на расстоянии чернового зазора. используется. |
| Черновой зазор | Это количество запасов, которое остается после окончательной резки. Оставшийся припуск обычно удаляется позже на чистовом проходе. Отрицательные значения могут использоваться для резки с увеличенным размером. |
| Направление шпинделя | Направление вращения шпинделя. CW | CCW | Выкл |
| Диапазон шпинделя | Номер шкива или шкала настройки шпинделя для целевой скорости. |
| Скорость вращения шпинделя | Скорость вращения шпинделя в об / мин. |
| Точка отсчета | Используется для выбора точки, рядом с которой должна начинаться обработка по первой траектории. |
| Сток Поверхность | Это смещение по оси X поверхности заготовки, с которого начинается обработка. Может быть задано явно или определено из объекта акций. Поверхность заготовки всегда должна быть выражена как , радиус . |
| Стиль [Новинка! 0.9.8] | Выберите стиль CAM для этой операции обработки. Все параметры по умолчанию будут унаследованы от этого стиля. |
| Ярлык [Новинка! 0.9.8] | Многострочное текстовое поле общего назначения, которое можно использовать для хранения заметок или параметров из плагинов. |
| Диаметр инструмента | Диаметр текущего инструмента в единицах чертежа. Если диаметр инструмента равен 0, диаметр из информации об инструменте, хранящейся в библиотеке инструментов. для данного инструмента будет использоваться номер. |
| Номер инструмента | ToolNumber используется для идентификации текущего инструмента. Если ToolNumber изменяется между последовательными операциями станка, в gcode создается инструкция смены инструмента. ToolNumber = 0 — это особый случай, который не требует смены инструмента. Номер инструмента также используется для поиска информации об инструменте в текущей библиотеке инструментов. Указана библиотека инструментов в содержащей детали, или если она отсутствует на уровне папки обработки. Если библиотека инструментов не определена, Предполагается библиотека инструментов по умолчанию (единицы измерения). |
| Профиль инструмента | Форма фрезы. Всегда следует использовать новый профиль инструмента токарного станка. Если профиль инструмента не указан, профиль из информации об инструменте, хранящейся в библиотеке инструментов. для данного инструмента будет использоваться номер. |
| Режим скорости | Указывает интерпретатору gcode, следует ли использовать упреждающее сглаживание. Постоянная скорость — (G64) Более плавный, но менее точный. |
| Рабочий самолет | Всегда должен быть установлен на XZ для кода токарного станка! |
Постпроцессор
Были предоставлены три типовых определения постпроцессора для токарных станков: Mach4-Turn, Mach4-Turn-CV (Mach4 с определениями CutViewer) и EMC2-Turn.Эти определения, возможно, потребуется настроить в соответствии с конфигурацией этих контроллеров.
В этом разделе описаны некоторые свойства постпроцессора, которые имеют отношение к настройке вывода gcode токарного станка.
| Ось плоскости зазора | Используется для указания направления движения зазора. Обычно Z для обычного фрезерования, но должен быть установлен на X для токарных операций. |
| Токарный станок X Mode | Определяет, будут ли координаты X токарного станка записываться в gcode как радиус или диаметр. Параметры приращения глубины, поверхности заготовки и плоскости зазора всегда должны указываться как радиус, независимо от настройки постпроцессора Lathe X Mode. |
| Смещение радиуса токарного инструмента | Если False, выводится траектория в центре радиуса инструмента. Если True, применяется соответствующая коррекция радиуса инструмента. Траектория инструмента будет смещена на отрицательный радиус инструмента по оси X токарного станка.Направление коррекции радиуса инструмента Z определяется направлением резания. Для правых резов траектория Z будет смещена на отрицательный радиус инструмента. Для левого резания используется положительное смещение Z на радиус инструмента. На приведенной выше диаграмме красный крест представляет контрольную точку траектории, когда для параметра «Смещение радиуса токарного инструмента» установлено значение «Истина». Если false, точка в центре радиуса инструмента будет точка отсчета.Контрольную точку иногда называют «мнимой» или «виртуальной» точкой инструмента. |
| Диаметр режима X | Код для установки режима диаметра X (например, G7 для EMC2) |
| Радиус режима X | Код для установки режима радиуса X (например, G8 для EMC2) |
| Инвертировать дуги | Если установлено True, дуги CW будут выводиться как CCW и наоборот.Это может быть полезно для операций на токарном станке с торцом. |
| Выход дуги | Нормальный является предпочтительной настройкой и будет использовать коды G2 и G3 для вывода дуг. Преобразовать в строки можно использовать в крайнем случае, если CamBam не может генерировать коды дуги в формате, совместимом с контроллером назначения. Преобразовать в строки используется со свойством Допуск дуги к линиям, где меньшие допуски приводят к более плавным кривым, но большим файлам. |
Определения инструментов
Предоставляется образец библиотеки токарных инструментов «Токарный станок-мм». Библиотеку инструментов можно выбрать, изменив Библиотеку инструментов. в параметрах Обработка или Деталь.
Библиотеки инструментовв настоящее время предназначены для поддержки фрезерных, а не токарных станков. Однако есть пара параметров, чем полезно хранить в библиотеке инструментов.
Профиль инструмента всегда должен быть настроен на новую опцию токарного станка.Помимо прочего, это дает указание постпроцессору для определения радиуса инструмента по диаметру инструмента.
Добавлено новое свойство «Комментарий». Это текстовое значение, которое может быть включено постпроцессором, когда используя макрос {$ tool.comment} из раздела постпроцессора ToolChange.
Например. CutViewer Turn распознает комментарий gcode, который определяет геометрию токарного инструмента в следующем формате:
TOOL / STANDARD, BA, A, R, IC, ITPСм. Документацию CutViewer Turn для получения подробной информации об этом описании.Вот сводка параметров:
- BA — Задний угол.
- A — Угол.
- R — Радиус.
- IC — Внутренний круг.
- ITP — Мнимая острие инструмента. 0 = Центр инструмента, 3 для коррекции вправо, 4 коррекции влево.
В этом примере свойство Comment определяет правый резак с радиусом 2 мм, углом спинки 40 градусов и конусом 40 градусов.
{$ comment} ИНСТРУМЕНТ / СТАНДАРТ, 40,40, {$ tool.radius}, 2,3 {$ endcomment} Как сделать рабочий чертеж для токарного станка по дереву EagleTec с ЧПУ
Токарный станок по дереву с ЧПУ — один из наших популярных станков, который в основном используется для производства римских колонн, лестничных балюстрад, мебельных ножек и бейсбольных бит . Это токарный станок , способный резать квадратную древесину с высокой скоростью . Среднее время изготовления балясин составляет всего около 1 минуты. Для того, чтобы превратить самые разные перила, нужно сначала иметь чертежи балясин, или это можно назвать дизайнерскими чертежами.В этом посте мы рассмотрим, как сделать чертеж для токарного станка EagleTec с ЧПУ по дереву. И надеюсь, что это будет полезно для вас.Наши токарные станки по дереву могут напрямую считывать чертежи в формате ***. Dxf, поэтому обычно мы используем программное обеспечение AutoCAD для создания чертежей. Пока у нас есть чертежи в формате DXF, мы можем заставить станок вращаться, больше нет необходимости создавать траекторию с помощью программного обеспечения ArtCAM. Таким образом, становится довольно простым , чтобы научиться делать чертеж для токарного станка по дереву EagleTec. Хорошо, теперь мы начинаем:
Допустим, у нас есть квадратный деревянный брусок размером 60x60x150 мм, и мы хотим сделать из него колонну на автоматическом токарном станке по дереву EagleTec.
Смотрите рисунок ниже, длина четырех сторон деревянного бруса составляет 60 мм, соответственно, длина диагонали 84,85 мм. Потому что для квадрата длина диагонали в 1,414 раза больше длины стороны. (60×1,414 = 84,85 мм) При рисовании мы рисуем только часть от центральной линии слева, которая является левой половиной . Наш дизайн должен создать в пространстве между левой ограничивающей линией и центральной линией. Соответствующий размер этого пространства составляет половину диагонали, то есть 42 мм, а самая глубокая часть заготовки должна быть меньше 42 мм, иначе древесина сломается.См. Рисунок ниже:
Мы просто смотрим на левую половину чертежа и, пожалуйста, попытаемся понять приведенные ниже моменты.
Белая часть рядом с левой ограничивающей линией — , отрезанная часть — .
Теневая часть рядом с центральной линией — , оставшаяся часть — .
Блок , красная линия — это след (путь) токарного инструмента по дереву (долото).
42 мм — это половина диагональной линии.
18 мм — это глубина первого и последнего пропила.
100 мм — это общая длина конструкции.
Фотография справа — это фактически законченная работа с левого чертежа.Это правило , которому следует следовать при рисовании. Давайте теперь посмотрим на конкретных шагов на чертеже токарного станка по дереву EagleTec.
Шаг 1. В AutoCAD выберите линию, откройте ортогональный режим, нарисуйте две линии, перпендикулярные друг другу.
Шаг 2. Выберите линию в вертикальном направлении, щелкните смещение, введите значение 42 мм, нажмите Enter и щелкните на левой стороне вертикальной линии, чтобы создать линию смещения. Новая линия здесь — это левая граничная линия чертежа.
Шаг 3. Выберите линию в горизонтальном направлении, щелкните смещение, введите 100 мм, нажмите Enter и щелкните верхнюю сторону линии, чтобы создать линию смещения. Новая линия здесь — это верхняя граница чертежа.Как долго вам нужно обрабатывать, введите соответствующее значение. Например, если вы хотите обработать длину 100 мм, введите здесь 100. Итак, до сих пор мы определили 4 границы рисунка. Дизайн будет нарисован в четырех границах, которые представляют собой пространство, представленное заштрихованной частью изображения ниже.
Шаг 4. Нарисуйте узоры внутри 4 границ в соответствии с вашими потребностями.
Шаг 5. Проведите нижнюю и верхнюю направляющие линии. (начало и конец процесса)
Шаг 6.Удалите все справочные линии. На данный момент рисунок закончен. Но есть и последний шаг.
Шаг 7. Переместите начало координат в нижний левый угол готового рисунка.
Теперь чертеж можно перенести на токарный станок по дереву для обработки.
Чтобы лучше понять, просмотрите видео-уроки ниже.
Если вам нужны какие-либо разъяснения, пожалуйста, свяжитесь с нами.
В следующем курсе мы рассмотрим некоторые ключевые моменты, которые вам нужно знать о программировании работы на токарном станке с ЧПУ.
Оригинальное сообщение от Jinan EagleTec Machinery Co., Ltd.
Повторный пост укажите источник.
.