
Сварка инвертором для начинающих: основы, видео уроки
Сложные в эксплуатации и тяжелые сварочные аппараты полностью вытеснили с потребительского рынка инверторы. Они без проблем используются новичками, которые знают основные принципы выполнения сварочных работ. Помимо небольшого веса современные аппараты наделены дополнительным функционалом, позволяющим решать задачи по сварке любого уровня сложности. Они потребляют намного меньше энергии. Электричество используется исключительно на образование дуги, а не нагрев обмотки трансформатора.
Оборудование невосприимчиво к перепадам напряжения в сети, что позволяет применять его в местности с плохо развитой инфраструктурой. Некоторые модели отлично работают даже от сети, напряжение в которой не превышает 190В. Все без исключения специалисты трансформаторным сваркам предпочитают современные инверторы. Они лучше держат дугу и формируют шов более высокого качества.
Немного теории перед первыми шагами
Новичкам совсем не помешает освоить основные принципы работы инвертора перед тем, как включить его. Основную нагрузку будет нести сеть энергоснабжения. Если старые агрегаты при включении могли оставить без электричества весь микрорайон или поселок, то современные устройства лишены данного недостатка. Они имеют накопительные конденсаторы, которые облегчают старт. Мягкое разжигание сварочной дуги и бесперебойная работа системы энергоснабжения – очень важные, хотя и не самые основные достоинства оборудования.
Необходимо твердо усвоить, что увеличение диаметра используемого электрода ведет к большему энергопотреблению. Не все устройства могут работать с самыми крупными электродами. Дело в том, что для использования конкретного диаметра требуется определенная сила тока. В противном случае сварочный шов просто не получится. Более детальная информация содержится в техническом паспорте приобретаемой модели устройства.
Внешний осмотр сварочного инвертора

Вес агрегата напрямую зависит от мощности. В торговой сети представлен большой выбор вариантов от 3 до 7 кг. Для переноса предусмотрена ручка или наплечный ремень. Если предполагается разъездной характер работы, то не помешает транспортировочный кейс. Для охлаждения силового блока предусмотрен вентилятор и специальные отверстия в корпусе. На панели предусмотрены регуляторы, индикаторы и переключатели:
- тумблер для подачи питания;
- ручки для регулирования напряжения и силы тока;
- индикаторы, информирующие о подключении к сети и перегреве силового блока;
- выходы «+» и «-».
Азбука для начинающего сварщика
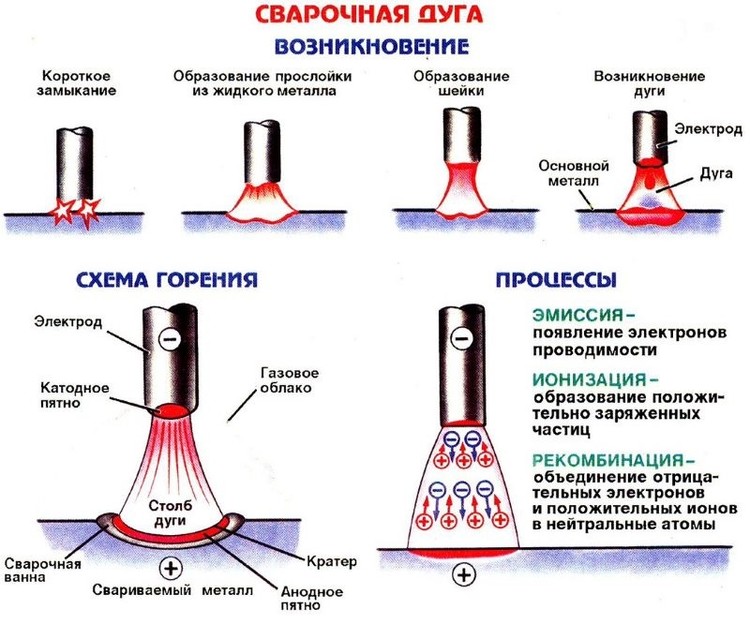
Разобраться в процессах, которые происходят внутри инвертора во время сварки поможет приведенная ниже схема.

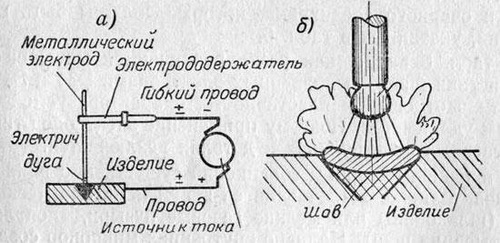
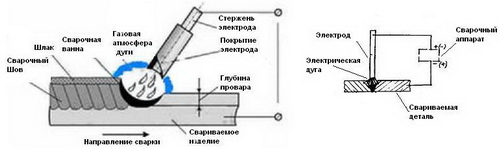
Дуга образуется в момент соприкосновения электрода и свариваемого металла. Образуется высокая температура, которая плавит сердечник электрода и металлическую поверхность заготовки. Расплавленная среда – это так называемая «ванна», которая впоследствии станет швом. Чтобы он получился качественным, на первых порах необходима защита от активного кислорода, содержащегося в воздухе.
С этой задачей справляется обмазка электрода. Она образует пары и поверхностную корочку, препятствующих свободному перемещению молекул кислорода. После завершения сварочного процесса и снижения температуры шва на его поверхности образуется шлак – остатки защитного покрова, созданного обмазкой электрода. После полного остывания его необходимо отбить, используя специальный молоток.
Дуга, которая плавит металлы, должна поддерживаться сварщиком. Суть задачи сводится к тому, чтобы стабильно выдерживать определенное расстояние между свариваемой поверхность и электродом. При этом необходимо вести электродом строго по стыку между двумя заготовками.
Пошаговая инструкция для новичков
- Грубые тканевые перчатки. Резиновые использовать нельзя, поскольку под ними руки будут потеть.
- Сварочная маска для защиты роговицы глаз. Защитный фильтр подбирается под параметры силы тока. Поэтому желательно приобрести маску типа «хамелеон», где реализована технология автоматического выбора уровня затемнения стекла в зависимости от яркости сварочной дуги.
- Куртка и брюки (или специальный костюм) из грубой ткани. Материал не должен воспламеняться от искр. Длинные рукава и защита шеи – обязательные условия для такой одежды.


Помимо защитного комплекта сварщика необходимо иметь и надлежащим образом подготовленное рабочее место:
-
Рабочий стол достаточно большой площади, чтобы свободно расположить свариваемые заготовки.
-
Хороший уровень освещения без образования затененных участков. В противном случае качество работы обеспечить будет сложно.
-
Деревянный настил под ногами сварщика, предотвращающий поражение электрическим током.
После подготовки можно приступить к настройке силы сварочного тока и подбору электрода для выполнения конкретной работы. Для сварки инвертором применяются электроды диаметром 3-5 мм. Если они длительное время хранились в гараже или ином месте, то могли отсыреть. Необходимо предварительно высушить их на солнце или в электрическом духовом шкафу. Далее клемму массы необходимо «законтачить» со свариваемой поверхностью.
Для получения качественного результата свариваемую поверхность необходимо предварительно подготовить:
- место сварки очистить от ржавчины;
- снимаются остатки краски или жиров;
- кромки обрабатываются растворителем.

Учиться лучше начинать с толстыми заготовками. Первый шов следует выполнить на горизонтальной поверхности. На листе металла чертится прямая линия, по которой следует вести электродом для получения сварочного шва в виде валика. Любой сварочный процесс начинается с получения дуги. Есть два способа: чирканье или постукивание электродом по металлу. Можно попытаться освоить оба приема. При этом желательно не оставлять следов вне области сварочного шва.
После розжига дуги ее следует удерживать, контролируя расстояние между электродом и заготовками. Изначально сделать это будет непросто, но после нескольких уроков рука, что называется, «набьется» и выдерживать заданное расстояние будет намного проще. Большинству новичкам достаточно будет просто унять дрожь в руках. И только единицы смогут выполнить все более-менее правильно с первого раза.
В любом случае будет получаться сварочный шов, неважно какого качества. Главное, последовательно выполнять упражнения до тех пор, пока он не станет сравнительно однородным и ровным по высоте. После его остывания нужно убрать шлак и окалину. Для этого в арсенале сварщика есть специальный небольшой молоточек. После удаления шлака станет виден, собственно, шов. Не исключено (а скорее, вероятнее всего), что будут обнажены и недостатки. Не стоит огорчаться. Изъяны можно исправить, если проварить неудачные участки еще раз.
Какие бывают дуговые промежутки?
В любом учебнике по сварочному делу акцентируется внимание на том, что важно поддерживать одинаковый зазор между электродом и рабочей поверхностью. От этого зависит качество будущего шва. Принято различать три вида сварочной дуги:
- короткая. Длина составляет примерно 1 мм. В этом случае металл разогревается на небольшое расстояние по ширине и получается выпуклый шов. Возможно образование дефекта «подрез», который снижает прочность соединения;
- длинная (более 3 мм)
- нормальная. Имеет длину 2-3 мм. Хорошее качество соединения и нормальный внешний вид.
Оптимальный результат будет только после того, когда новичок научится контролировать длину сварочной дуги.
Формирование сварочного шва
Быстрое перемещение электрода приводит к образованию дефектов. В некоторых случаях помимо поступательного требуется и поперечное движение для получения широкого шва и хорошего прогрева свариваемой поверхности. Поперечное движение не рекомендуется выполнять при ширине шва до 4 мм. Как и с какой интенсивностью выполнять перемещение электрода каждый сварщик решает сам, опираясь на практический опыт. Среди профессионалов это принято называть «почерком сварщика».
Изменяя направление во время работы стоит помнить, что сварочная ванна перемещается вслед за теплом. Если недостаточно расплавленного металла электрода (быстрое перемещение), образуется подрез. Чтобы избежать образования канавки, следует внимательно контролировать границы перемещения электрода и делать ванну тоньше. Управлять ее формированием можно при помощи наклона электрода. В этом случае шов будет приподыматься, а ванна становится меньше – так удается плоский шов. Прием формирования сварочного шва при помощи наклона электрода чаще всего используется при сварке тонких листов металла.

Прямая и обратная полярность
Плавится металл под воздействие сварочной дуги. Принято различать два варианта выполнения сварочных работ, которые отличаются способом подключения. Прямой подразумевает подсоединение электрода к минусу, а металла – к плюсу. Характерная особенность – глубокая и в то же время узкая зона плавления металла. При обратной полярности, когда заготовки подключены к минусу, а электроды – к плюсу, снижается количество передаваемого металлу тепла. Зона плавления получается шириной, но малой глубины.
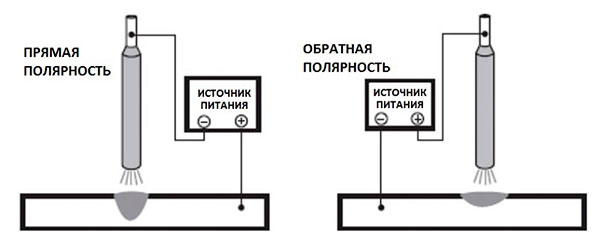
Какой способ лучше применять при сварочных работах? Выбор варианта зависит от толщины соединяемого металла. Тонкие заготовки, как правило, подключаются к минусу, поскольку в этом случае им передается меньше тепла и шансы прожечь заготовку снижаются. Прямой способ подключения больше подходит для сваривания толстых заготовок.
Скорость подачи электрода
Перемещением электрода необходимо добиться образование достаточного количества расплавленного металла в зоне сварки. В противном случае образуется дефект «подрез». При слишком быстром перемещении металл прогревается плохо, свариваемые кромки не проплавляются, а шов ложится сверху и получается неглубоким. При слишком медленном перемещении металл перегревается и возможно прожигание или деформация его поверхности.
Выбор силы тока
Сила тока выставляется регулятором на инверторе в зависимости от толщины заготовки. В сочетании со скоростью перемещения электрода сила тока формирует сварной шов. Увеличение ампеража приводит к углублению зоны плавления металла. Это в свою очередь дает возможность быстрее вести электрод. При грамотном выборе двух данных параметров получается аккуратны и, главное, очень прочный шов.
| Диаметр электрода, мм | Толщина металла, мм | Сварочный ток, A |
|---|---|---|
| 1,6 | 1-2 | 25-50 |
| 2 | 2-3 | 40-80 |
| 2,5 | 2-3 | 60-100 |
| 3 | 3-4 | 80-160 |
| 4 | 4-6 | 120-200 |
| 5 | 6-8 | 180-250 |
| 5-6 | 10-24 | 220-320 |
| 6-8 | 30-60 | 300-400 |
Сваривание тонких листов металла
Прежде всего следует обратить внимание на полярность подключения, исходя из того, что положительный полю прогревается больше и, следовательно, будет лучше плавиться. То есть, если плюс подключить к тонкому листу, высока вероятность того, что он будет прожжен. Плюс к электроду заставляет его быстрее плавиться. Исходя из вышесказанного, лучше придерживаться обратной последовательности подключения. Минус – к листу, а электрод присоединить к положительному полюсу.

Любителям и начинающим сварщикам, которые планируют работать с тонким металлом, нужно усвоить несколько простых правил:
- Сваривать поверхность желательно на минимально рекомендуемой силе тока.
- Шов накладывают углом вперед.
- Сварку подключают в обратной полярности.
- Чтобы избежать деформации заготовок, их надо хорошо закрепить перед сваркой.
- Когда возникает потребность поставить прихватки (длина заготовки более 0,5 метра), начинать нужно с середины деталей и двигаться к краям.
Несколько советов от профессионалов
Любой начинающий сварщик делает много ошибок. Это нормально для процесса обучения. Но некоторых из них можно избежать, если следовать советам от опытных мастером:
- Во время процесса сварочный шов должен быть виден сварщику. В этом случае удастся избежать прожига металла и получить максимально качественное соединение.
- Первые шаги в освоении профессии следует делать на горизонтальных поверхностях. Расположив детали удобно на столе, новичок сможет быстрее освоить азы профессии. После можно приступать к круговым швам, и только потом можно начинать сваривать в вертикальном положении.
- Начинать следует с листами металла, положенными внахлест. Так легче получить первые навыки и при этом не приварить заготовки к рабочей поверхности стола.

- Угловые соединения непросто выполнить качественно. Возможен слив расплавленного металла на одну из сторон. Чтобы упростить решение задачи, следует расположить заготовки «лодочкой», когда сварной шов находится в самой нижней точке по отношению к поверхностям заготовок.
- Сложнее всего наносить вертикальные швы. Важно всегда операцию выполнять снизу-вверх и никогда в обратном порядке.
- Полученные дефекты несложно отремонтировать. Для этого накладывают шов еще раз целиком или же исправляют бракованную часть шва.
- Проварить толстый металл будет проще, если с обеих сторон снять фаску. Еще один прием – расположить поверхность на небольшом расстоянии одна от другой (примерно, 0,5 мм).


Уроки для начинающих сварщиков: бесплатные видео для самостоятельного обучения
Уроки для начинающих сварщиков: бесплатные видео для самостоятельного обучения
Навыки профессиональной металлообработки пользуются высоким спросом. Электросварке стоит отдать первенство по востребованности – ни одна металлоконструкция, от стальных опор ЛЭП до забора на даче, не создается без активного участия сварщика.

Чтобы постоянно не обращаться к специалистам или для поиска новой работы, многие приобретают оборудование и варят самостоятельно. ВСЕ КУРСЫ ОНЛАЙН предлагают обучиться основам сварочного дела по бесплатным видео урокам.
Выбор аппарата
Освоение любого дела начинается с приобретения оборудования. Юрий Корешков, в рамках проекта «220 Вольт» поговорит на тему выбора сварочного аппарата. Он приведет их разновидности, технические характеристики, различия, достоинства, недостатки, конструктивные особенности, назначение, рассмотрит органы управления. Зрители поймут отличия инверторных, трансформаторных, комбинированных устройств, узнают какие из них подходят для работы с алюминием, что выбрать новичку и профессионалу.
Введение
Автор этого видеоурока дает теоритическую информацию. Ее знание необходимо перед началом практики. Ведущий поговорит о важности техники безопасности, расскажет какую одежду, обувь, рукавицы надевать, приведет плюсы/минусы пластиковых и картонных масок. Далее дается материал начального уровня – как зажечь дугу, выбрать электрод, закрепить и работать с ним, какие действия предпринять в случае прилипания, что такое стиль мастера, как подобрать напряжение, избежать недостаточно глубокого проплавления.
Первые шаги
Прежде чем приступать к освоению различных методов, следует научиться зажигать, правильно держать и управлять электродом, вести простую «ниточную» линию. Автор видеоурока подробно расскажет о первых шагах, которые необходимо предпринять, чтобы потренироваться и набить руку для дальнейшего усовершенствования мастерства. Ведущий покажет два варианта – включив 100 и 80 Ампер. Ролик будет полезен и тем, кто решился впервые попрактиковаться, и людям, имеющим небольшой опыт.
Как подобрать напряжение
Сила тока – важнейший параметр, от которого зависит качество и производительность. В инструкциях даются рекомендации по выставлению, но общие правила редко дают хороший результат – на характер соединения влияют разные факторы. Начинающим трудно ориентироваться во всех тонкостях, поэтому ведущий ролика решил поделиться советами о выставлении напряжения, взяв для примера тонкий профиль и трубу. Наглядная демонстрация с подробными разъяснениями поможет обучающимся понять принцип настройки и потренироваться, имея теоритическую базу за спиной.
Внахлест
Вариант с накладыванием металлических элементов краями друг на друга носит название внахлест (условно называемое Н). Такое закрепление отличается высокой прочностью и надежностью, создается быстро и без особых усилий. Оптимальный вариант для «чайников» – техника простая, особых умений не требует, а чувствительность к погрешностям невысокая. Но принцип действий изучить придется. В этом желающим поможет автор канала MastakSvarka, продемонстрировав два способа (в верхнем и нижнем положении), объяснив тонкости и ключевые моменты.
Важные нюансы
Видео построено по принципу учитель – ученик. Сереге предстоит простая задача: заварить трубу. После его учитель проделывает то же самое. С внешней стороны оба шва выглядят одинаково, но что внутри? После вырезания сегментов, становится видно: шов Сергея неоднородный, имеет пустоты, что негативно скажется на прочности металлоконструкции, предназначенной выдерживать определенные нагрузки. Мастер объяснит причину недоработки, продемонстрирует принцип схематически.
Как работать в углах
Начинающие сталкиваются с большим количеством проблем; для их решения недостаточно первичных навыков – требуется знать тонкости и секреты, приобретаемые путем проб и ошибок. Одной из таких коварных техник, зачастую создающую сложности даже опытным мастерам, является угловая сварка. Автор видео проведет эксперимент – для заваривания опорного листа профильной трубой применит два способа (прямой и «полумесяц»), используя АНО 21 и УОНИ 13/55. Это делается, чтобы показать своим подписчикам и гостям канала разные результаты для сравнения, объяснить какой лучше и почему.
Тавровое соединение
Тавровое соединение называют Т-образным, за счет схожести с буквой Т. Применяется, если нужно перпендикулярно соединить две детали – торец одной приставляется к боковой части другой и заваривается с обеих сторон. Такой вариант один из самых распространенных за счет своей прочности. Используется в различных областях промышленности, позволяет создавать элементы сложной формы. Угловая конфигурация увеличивает жесткость изделия. Основные проблемы: кратеры, непровары. Освоить технику и избежать появления дефектов поможет мастер-класс Владислава, где он разъяснит последовательность и тонкости создания Т-конструкции.
Стив Блайл
Обучающий фильм, где ведущим выступает американский сварщик Стив Блайл. Фильм содержит максимум информации, необходимой для изучения. Представляет собой видеоучебник, с наглядной демонстрацией материала и схематическими изображениями. Подойдет для начинающих и практикующих мастеров. Из фильма зрители узнают о видах электродов, типах сварных соединений, особенностях постоянного и переменного тока, укреплении швов, правильной подготовки поверхности к дальнейшей работе, натяжении металла и как его избежать, факторах, влияющих на ширину ванны.
Алюминий
Алюминий – металл, обладающий многими преимуществами, но для электросварки он представляет большую проблему, что провоцирует постоянные вопросы на эту тему. Алексей расскажет и покажет, как работать с алюминием, избегая ошибок и деформации. Просмотрев ролик, ученики узнают о видах алюминиевых сплавов, их различиях, подводных камнях материала, методах определения меди, магния, кремния, о подготовке поверхности к варке, выборе параметров оборудования, влиянии баланса на результат, недостатках использования горелки с газовым охлаждением.
Зажигание дуги и расплавление электрода
Делая в обучении акцент на технологии, люди забывают о самом необходимом – технике безопасности. Кроме покупки защитной маски, важно регулярно проверять целостность изоляционного слоя на кабелях, не заниматься варкой под дождем/снегом, всегда отключать оборудование, не игнорировать мелкие неисправности, пользоваться спецодеждой, предназначенной для защиты от искр. Если есть риск выделения вредных газов, следует надевать респиратор.
Ручная сварка для начинающих — самоучитель по сварке
 В данный момент необходимость сварочных работ имеется практически в любой отрасли промышленности. И сложно вспомнить хотя бы одну отрасль, где не применялся бы труд сварщика. Сварочные работы проводятся на стройплощадках, в нефтеперерабатывающей промышленности, энергетике, кораблестроении, сельском хозяйстве и т. п.
В данный момент необходимость сварочных работ имеется практически в любой отрасли промышленности. И сложно вспомнить хотя бы одну отрасль, где не применялся бы труд сварщика. Сварочные работы проводятся на стройплощадках, в нефтеперерабатывающей промышленности, энергетике, кораблестроении, сельском хозяйстве и т. п.
Легко ли научиться варить? Обучение сварке видео может дать только теоретическую информацию и некоторые навыки, учиться всё же необходимо на своём личном опыте. От сварщика в первую очередь требуется подготовка оборудования и выявление всевозможных неисправностей. В целом же, сварщик должен в совершенстве владеть технологией сварочных работ, начиная от подготовительных работ и заканчивая зачисткой сварочного шва.
Обучение сварочным работам, как показывает практика, не совсем простое. Сложность заключается в том, что изменение любых параметров во время сварки (скорость работы, сила тока, скорость подачи проволоки или электрода, напряжение и т. п.) может отрицательно сказаться на итоговом результате.
Профессиональные же сварщики знают, как обращаться с различными видами металла (стали, сплавы, цветные металлы) и с помощью ручной дуговой сварки могут сваривать любые самые сложные металлоконструкции.

Как научиться варить ручной электросваркой?
Если нет желания или возможности проходить обучение в профессионально-технических училищах, можно научиться варить сваркой, видео или печатная информация помогут в этом. Ведь самое главное – разобраться, как правильно пользоваться ручной электросваркой и научиться основным приёмам работы.
Прежде всего, начинающему сварщику понадобится сварочный аппарат и электроды. Электродов желательно купить как можно больше (для начинающих лучше использовать электроды диаметром 3 мм), так как их будет испорчено достаточное количество до тех пор, пока начнёт получаться.
Сварка самоучитель – ход выполнения работ:
- Заранее необходимо подготовить ведро воды, так как даже небольшие остатки электрода могут вызвать воспламенение.
- Необходимо закрепить зажим с заземлением на свариваемой детали.
- Проверить, чтобы кабель был надёжно вставлен в держатель и хорошо изолирован.
- Выставить значение силы тока на панели управления сварочного аппарата (мощность тока должна соответствовать диаметру применяемого электрода).
- Пробовать зажечь дугу, установив электрод под углом примерно 60о к изделию.
- Провести электродом медленно по поверхности, а после того, как появится искра, необходимо приподнять электрод примерно на 5 мм от поверхности металла.
- Зазор в 5 мм нужно держать на протяжении всего времени сварочных работ.
ВАЖНО: нужно стараться получить устойчивую дугу в 3-5 мм между концом электрода и металлическим изделием. Если не удаётся зажечь дугу в 2-3 мм, можно попробовать увеличить силу тока на панели управления сварочного агрегата.
Сварка обучающее видео также может помочь научиться наплавлять валик. Дугу при этом нужно плавно перемещать по горизонтали с помощью колебательных движений. Если получится расплавленный металл всё время направлять в центр дуги, то должен получиться в итоге красивый ровный шов.
Технология ручной дуговой сварки
Благодаря поступлению сварочного тока от источника питания к электроду, образуется электрическая дуга. Ручная сварка для начинающих может происходить как с подключением положительного полюса к изделию, так и с подключением отрицательного.
Металлический стержень электрода за счёт действия электрической дуги плавится, и электродный металл, покрытый шлаком, попадает в сварочную ванну, после чего происходит его смешивание с металлом изделия. Так происходит образование сварочного шва.
Величина сварочной ванны обычно составляет 10-30 мм в длину, 8-15 мм в ширину и до 6 мм в глубину. Так как мы только учимся сварке, то такой разброс в значениях объясняется разными показателями: скоростью перемещения дуги на поверхности металла, конструкцией сварного изделия, выбранного режима сварки, формой и размерами кромок и т. п.
Обучение сварке (видео) объясняет, куда девается воздух при плавлении электрода. Около дуги и над сварочной ванной образуется газовая атмосфера, из которой впоследствии и вытесняется воздух из сварочной зоны. После удаления сварочной дуги от ванны металл начинает кристаллизироваться, после чего образуется шов, а его поверхность покрывается застывшим шлаком.

Преимущества и недостатки ручной дуговой сварки
Преимущества:
- простота, лёгкая транспортабельность сварки;
- возможность исполнения сварочных работ в труднодоступных местах;
- возможность быстрого перехода от одной операции к другой;
- возможность сварки практически в любом пространственном положении;
- возможность сварки любых разновидностей сталей.
Недостатки:
- низкий уровень производительности и КПД;
- вредные условия сварочного процесса;
- зависимость качества шва от навыков сварщика.
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
курсы по обучению дуговой и точечной сварке аргоном, специализация, особенности программы

Национальное агентство контроля сварки (НАКС) – специализированная организация на территории Российской Федерации, осуществляющая контроль

Найти хорошего технического специалиста порой непросто. В профессиях, связанных с производством и монтажом коммуникационных

Национальное Агентство контроля сварки – учреждение, занимающееся разработкой стандартов, применяемых при создании неразъёмных сварных

Работа сварщика на опасном объекте требует соответствующей подготовки и наличия допуска к проведению сварочных

Аттестационные мероприятия, проводимые в отношении сварщиков и специалистов сварочного производства, должны быть тщательно регламентированы,

Работа электросварщиков является высокотехнологичной, что требует обязательного использования различных нормативных документов. Одним из таковых
электросварка и ручная дуговая для новичков и чайников, основы и азы, правильно работаем с металлом и швами – Сертификация и обучение на Svarka.guru
Многих домашних мастеров интересует, как научиться варить сварочным инвертором с нуля. Особых секретов нет, если взять сварочный инвертор бытового или полупрофессионального класса, сделать это не так сложно. Понадобится лишь терпение, аккуратность и соблюдение рекомендаций опытных сварщиков.
Принцип работы
Сварочный инвертор для ручной сварки преобразует напряжение сети (220 или 380 в 50 Гц) в напряжение, подходящее для поддержания электродуги. Это преобразование проходит в три этапа:
- входное напряжение переменного тока выпрямляется;
- этот постоянный ток питает высокочастотный генератор, он создает переменный ток частотой 20-50 тыс. Гц.;
- трансформатор понижает напряжение до 70-90 вольт, ток во рабочей обмотке достигает 100-300А.
Тройное преобразование позволяет сократить габариты и вес устройства в несколько раз по сравнению с обычными сварочными трансформаторами. Кроме того, благодаря автоматической регулировке параметров электронной схемы прибор обеспечивает высокую стабильность тока и напряжения на выходе. На инвертор не влияют скачки напряжения в питающей сети, и сам он не вызывает таких скачков.
В полупрофессиональных и профессиональных моделях устанавливают также системы, облегчающие розжиг дуги и предотвращающие прилипание электрода.
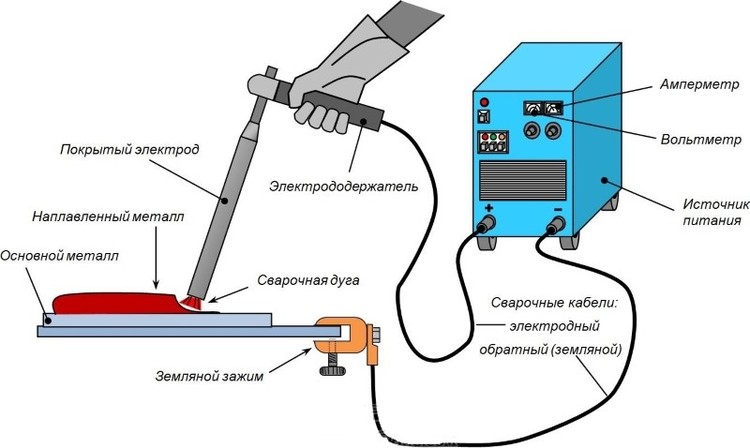
Рабочий ток протекает по цепи, образованной:
- электродный и массовый кабели;
- электрод;
- электродуга в воздушном промежутке;
- заготовка.
Электродный провод подключается к держателю, массовый провод — к зачищенному месту на детали.
Конструкция
Конструкция инвертора для сварки достаточно сложная, это объясняется его широкими возможностями и удобством эксплуатации. Аппарат состоит из:
- корпус;
- панель управления с регулятором силы тока, индикаторами режимов и параметров;
- шасси;
- ручка для переноски, компактные модели снабжаются ремнем для переноски на плече;
- электронная схема инверторного преобразователя напряжения;
- вентилятор для охлаждения;
- сетевой кабель;
- сварочные провода.

Бытовые модели весом в 5-7 кг способны развивать сварочный ток до 120-150 А, их легко можно носить на плече. Такие устройства могут варить сталь толщиной до 4-5 мм.
Более мощные модели сварочных инверторов могут выдавать ток до 250 А, их уже переносят за ручку- вес составляет до 20 кг. Сварка для «чайников» лучше всего осваивается именно на инверторе.
Техника безопасности
Чтобы обучение работе сварочным инвертором не закончилось печально, нужно знать, как правильно и безопасно варить инверторной сваркой. Обязательно использовать защитные средства.
Место сварки должно соответствовать следующим требованиям:
- имеется изолирующий настил или диэлектрический коврик;
- установлены защитные металлические ширмы, предохраняющие от разлета расплавленных брызг, а также искр при сварке и зачистке;
- обеспечено качественное освещение;
- устроена вытяжная вентиляция для удаления сварочных газов;

Важно! Категорически недопустимо загромождать рабочую зону, в ней должны находиться только заготовка, оснастка, сварочный аппарат и сварщик. Нельзя также размещать легковоспламеняющиеся материалы в радиусе 5 м от места сварки.
Азы
Сварка инвертором для начинающих на инверторе осваивается существенно легче, чем на морально устаревшем трансформаторе или выпрямителе. Чтобы учиться варить, лучше взять отходы черного металла средней толщины- 2-5 мм, и на первых уроках освоить простые прямые швы в положении «сверху», встык и внахлест.

Когда простые приемы, как варить инвертором, будут освоены и начнут получаться с постоянным качеством, можно переходит к освоению более сложный уроков: заварить вертикальные и наклонные швы, сварка тонких листов, многослойная сварка деталей большой толщины и других.
Полярность
Прямая полярность подразумевает подключение электрода к разъему «-», а заготовки — к «+». Электроны в этом случае движутся от электрода к заготовке. Разогрев металла получается более интенсивным, область расплава – узкая и глубока. Такое подключение используется при работе с заготовками большой толщины, а также для резки металла.

Обратная полярность означает, что «-» подсоединяется через зажим к заготовке, а «+» подключается к электроду. Электроны двигаются от детали к электроду, область расплавления становится мельче и шире. При этом снижается опасность прожигания тонколистовых заготовок
Скорость подачи электродов
Скорость движения электрода выбирается так, чтобы в рабочую зону поступало достаточное количество расплава для формирования шовного материала. Если перемещать электрод слишком быстро, металл не успеет прогреться, шов получится мелким, так называемый «непровар».
Если же скорость будет недостаточной, металл будет перегреваться, повысится расход сварочных материалов и возрастет риск прожога и деформации заготовки малой толщины.
Сила тока
Этот параметр выбирают в зависимости от толщины заготовки и электрода по таблице.

Более сильный ток повышает глубины проплавления металла, при этом электрод можно вести быстрее. При превышении оптимальных значений также возможен перегрев металла и прожог.

На практике точное значение подбирают, учитывая конфигурацию изделия и климатические условия.
Особенности тонкого металла
Заготовки малой толщины сваривают током обратной полярности, применяя способ ведения электрода углом вперед. Диаметр электродов нужно выбрать поменьше.
Особую осторожность нужно соблюдать при розжиге: в этот момент легко прожечь лист.
На конце шва нельзя резко поднимать электрод – может образоваться кратер. Для того, чтобы тонкую деталь не повело при сварке, ее следует надежно зафиксировать в оснастке или прихватить через 10-15 сантиметров точечной сваркой.
Как образуется шов?
Электродуга расплавляет металл на кромках соединяемых заготовок. Область расплава называют сварочной ванной. Сверху в нее поступает расплавленный металл сердечника электрода. При ведении электрода вдоль шва электродуга и сварочная ванна движется вслед за ним, а там, откуда дуга ушла, металл остывает и кристаллизуется.
Предварительная подготовка
Как научиться хорошо варить сваркой Ресанта самому? Прежде всего нужно качественно подготовить рабочее место, материал и оборудование. От качества подготовки напрямую зависит прочность и долговечность шва. Необходимо работать электродами, подходящими по материалу и толщине к свариваемым заготовкам. Таблицы соответствия приводятся в руководствах по сварочному делу.
Средства защиты
Чтобы не пострадать во время электродуговой сварки, следует:
- использовать рабочую одежду из негорючей ткани;
- одежда должна полностью закрывать кожу;
- использовать силковые сварочные перчатки-краги;
- обувь из толстой кожи со усиленной подошвой и стальным подноском должна быть с высоким голенищем, брюки выпущены поверх обуви;
- обязательно использовать маску сварщика с автоматически затемняемым стеклом.
Рабочее место
Рабочее место нужно готовить так, чтобы оно было удобным и безопасным. Заготовки должны быть прочно зафиксированы к рабочему столу. При больших размерах их раскладывают на ровной сухой основе и надежно крепят друг к другу. Должны быть убраны все легковоспламеняемые материалы в радиусе 5 метров, либо следует пользоваться негорючими ширмами.
Как выбрать электрод?
Какой диаметр и материал электрода выбрать, определяют, исходя из материала и толщины заготовки. Рекомендуемые значения приведены в инструкции к инвертору.
Обучение лучше начинать с заготовок из черного металла толщиной 3-5 мм. Электроды подойдут толщиной 2,5-4 мм.
Схема подключения инвертора, полярность
Инвертор подключается к электросети или к бензогенератору.
Полярность подключения выбирается исходя из толщины заготовки. Место крепления зажима массового провода к заготовке нужно обязательно зачистить и обезжирить. Если рабочий столик имеет большую площадь контакта с деталью, массу можно подать на него.
Подготовка металла
Металл обычно покрыт окисным слоем, ржавчиной, остатками старой краски и другими загрязнениями. Чтобы сварить качественный шов, их необходимо удалить. Механические загрязнения удаляют с помощью зачистки металлической щеткой или абразивным диском.
Масложировые пятна удаляют путем обезжиривания — протиркой ветошью, смоченной растворителем, таким, как бензин, уайт-спирит, ацетон. Это обязательное условие, без которого хороший шов не получить.
Как работать?
Несколько рекомендаций, как правильно сваривать металл инвертором для новичков, помогут освоить технологию. Силу тока для начала можно выставить, используя табличные значения. Теперь можно приступать непосредственно к сварке.
Розжиг дуги
Дуговая сварка для опытных и для начинающих начинается с розжига дуги. Дугу разжигают двумя способами:
- чиркая электродом по заготовке
- постукивая.

Для начинающих домашних мастеров рекомендуется зажигать дугу методом чиркания. Подводить электрод к заготовке нужно быстро, а отводить- медленно, на расстояние 2-3 мм.
Как вести электрод?

Чтобы тяжелый кабель не поворачивал держатель при ведении вдоль шва, мастера дают следующий совет: обернуть его вокруг рабочей руки и прижать к боку.
Вести держатель нужно равномерно, без рывков и остановок, на одном и том же расстоянии между кончиком электрода заготовкой. Нужно учитывать то, что по мере движения вдоль шва стержень выгорает и длина его уменьшается.
Как научиться сваривать металл ровно?
В зависимости от особенностей шва используется несколько техник, определяемых положений электрода относительно заготовки:
- углом вперед (30-40о) подходит для вертикальных и потолочных швов, неповоротных стыков труб;
- прямой угол (90о) удобен для труднодоступных мест и стыков профильного проката;
- углом назад (30-40о).

Сварочный шов для начинающих рекомендуется способ «углом назад».
Контроль дугового промежутка
Очень важен постоянный зазор между кончиком стержня и деталью. Правильно поддерживать его в пределах 2-3 мм. При увеличении зазора возрастает мощность дуги, теряется ее стабильность, расплав начинает разбрызгиваться.
При уменьшении зазора мощность дуги падает, возрастает риск непровара и залипания электрода.
Для начинающих лучше осваивать электросварку инвертором. Если нет опытного сварщика, который сможет научить всем основам и тонкостям сварного дела, освоить сварку можно и самостоятельно. Толстый самоучитель приобретать необязательно, вполне достаточно данных рекомендаций.
Как правильно варить сваркой — самостоятельные уроки
В повседневной жизни в собственном доме, на дачном участке или в гараже всегда найдется немало дел, требующих навыков сварщика. Этот навык особенно полезен при строительстве, которое производится собственными руками. В природе нет более надежного способа соединить две детали из металла, чем сварка. И обучиться этому мастерству вполне возможно самостоятельно и с пользой применять полученный навык. Сегодня разберемся, как научиться варить электросваркой и самостоятельно освоить азы этой специальности.
Основы сварки
Чтобы понять, как правильно варить электросваркой, предварительно нужно ознакомиться с теорией сварочного процесса.
Соединение металлических деталей в монолит при помощи сварки является на сегодняшний день самым надежным и прочным методом. Это достигается благодаря получению высокой температуры. Подавляющая часть аппаратов для сварки применяет для расплавления металлов электрическую дугу: это так называемая электродуговая сварка металлов. В месте воздействия она нагревает металл до температуры его плавления и делает это на ограниченной территории.
Появление электрической дуги происходит благодаря току – постоянному или переменному. Первый характерен для инверторных сварочных агрегатов, второй – для трансформаторов. Рассмотрим их подробнее.
- Трансформатор значительно затрудняет сварочный процесс. Из-за переменного тока сварная дуга постоянно скачет, процесс сварки довольно шумный. Еще один значительный минус подобных аппаратов заключается в сильном воздействии на электрическую сеть, в результате которого возникают скачки напряжения;
- Инвертор проще и тише в работе, питается от 220В. Из-за постоянного тока электродуга легче контролируется и перемещается. Если есть необходимость научиться варить электросваркой, то урок № 1 лучше взять на инверторном аппарате.
Образование электрической дуги становится возможным при наличии двух элементов, которые проводят ток и имеют противоположные заряды. При сварке это металл и электрод. Начинающему сварщику рационально использовать традиционный электрод с центральным элементом из металла.
Чтобы понять, как правильно варить металл, необходимо четко понимать происходящие процессы:
- Электрическая дуга появляется в момент соприкосновения металлической детали и электрода;
- В месте образования дуги свариваемый металл расплавляется;
- Вместе с металлом подвергается плавке сам электрод, его расплавленные частицы перемещаются в сварную ванну;
- Защитное покрытие, которым покрыт стержень электрода, также горит и образует газовое облако. Оно оберегает ванну от воздействия кислорода. Это обеспечивает поддержание в месте сварки температуры плавления металла;
- Поддержанию температуры способствует и образуемый при сварке шлак. Необходимо контролировать, что шлак ограждает сварную ванну;
- Шов при сварке образуется в момент движения электрода и перемещения ванны;
- Когда металла после сварки остывает, на нем остается шлаковая корка. Ее отбивают при помощи молотка.
Это теория сварочных работ. Понять, как правильно сваривать металл без опыта невозможно, поэтому обратимся к практике.
Готовим инструменты
Перед тем, как варить электросваркой, необходимо подготовить все инструменты и обмундирование для защиты:
- Сварочный аппарат и электроды к нему. Рекомендуем запастись достаточным количеством электродов для практики. Пословица «первый блин комом» в области обучения сварочной профессии работает без исключений;
- Защита: маска для сварки, защитная одежда и перчатки из плотных материалов. Пренебрегать защитой во время сварочных работ нельзя. Это вопрос здоровья и безопасности!
- Подсобные инструменты – молоток и щетка по металлу – для удаления сварного шлака;
- Объект для тренировок – металлические элементы;
- Ведро с водой. В прямом смысле на всякий пожарный случай.
Выбор электродов производится в соответствии с толщиной свариваемого металла, а выставление тока зависит от электрода. 1 мм электрода берет около 30-40 А, важно не превышать данные значения, иначе дуга будет не варить, а резать металл.

Приступим к сварке
Итак, разберемся пошагово, как правильно варить сваркой металл. Вероятно, для получения приемлемого результата, придется повторить этот алгоритм не один раз. Но научившись, Вы быстро освоитесь в роли сварщика и сможете выполнять довольно сложные операции.
В первую очередь помещаем электрод в специальный держатель. Теперь нужно зажечь дугу. Электрод нужно держать под углом примерно 70° к поверхности, такое положение является оптимальным.
Далее начинаем заваривать шов:
- Выставив угол между электродом и металлом, прочертите быструю линию, двигаясь около 10 см в секунду. При правильном положении появятся искры и треск – это верный признак.
- Оставив оптимальный угол наклона электрода, нужно им коснуться металла и тут же поднять электрод так, чтобы образовалась дорожка в 3-5 мм. Если все проделано верно, то дуга станет гореть и металл начнет плавиться.
- Нередки случаи, когда электрод прилипает к основе. В этом случае надо его слегка раскачать и оторвать, а далее опять разжечь дугу. Частое залипание электрода может говорить о чересчур малой силе тока. Попробуйте повысить ее и сравнить результаты.
- Как только зажигание дуги и ее удерживание в стабильном состоянии усвоены, можно приступить к наплавлению валика. Зажатая дуга плавно перемещается по сварному шву. При этом совершаются движения, которые как бы загребают расплавленный металл. Это достигается равномерными колебательными движениями с амплитудой около 2-3 мм. Чем размереннее движение, тем красивее получится заваренный шов. Кстати, равномерность шва свидетельствует о его высоком качестве и прочности.
На первом этапе лучше всего тренироваться на толстом куске металла и пытаться вывести дугой различные дорожки – от простых размеренных движений с небольшой амплитудой до более сложных и узорчатых швов. Эти навыки пригодятся в последующей работе и позволят хорошо прочувствовать, как варить и какой угол наклона электрода лучше выбирать.
После окончания сварки необходимо дождаться пока металл остынет. Сварной шов будет закрыт шлаков. Чтобы он отлетел достаточно постучать по детали молотком или пройтись щеткой по железу.
Некоторые моменты сварочной работы
Конечно, сварка не заключается в выписывании на куске металла замысловатых узоров. Все вышеописанное – это только подготовка и обучение этому довольно непростому ремеслу. Основное назначение сварки заключается в надежном скреплении металлических элементов и к нему необходимо стремиться в своем обучении.
Сварка металлических элементов имеет множество нюансов, знакомство и понимание которых придет с опытом. Но есть некоторые теоретические моменты, знать которые необходимо до практики:
- Соединять две детали сразу сплошным и длинным швом неверно. В большинстве случаев это перекашивает металл, так как шов начинает стягивать элементы;
- Перед выполнением основного шва необходимо прихватить детали друг к другу. Для этого выполняются маленькие точечные швы на стыках двух деталей в шагом 8-25 см в зависимости от размеров скрепляемых элементов.
- Скрепляющие швы лучше исполнять с обеих сторон сварочной поверхности, так минимизируется возможное напряжение металла.
- После выполнения прихватов делается основной шов.
Подведем итоги
Сварочная работа требует особых знаний, навыков и специального оборудования. Обратим внимание, что это довольно сложный и опасный процесс, требующий строго соблюдения техники безопасности.
Навыки сварщика требуют определенного времени и практики. Нет ничего зазорного в тренировке на куске ненужного металла. Это позволяет набить руку и понять суть сварочного процесса.
Прежде чем приступить к сварке деталей, следует отточить владение сварочным аппаратом и умение наваривать швы на заготовках и затем перейти к более сложным элементам.
Учебный курс электросварщик, обучение сварщиков, курсы сварочного дела, обучение с нуля, курсы сварки. Строительные курсы, учебные курсы строительных специальностей в Москве.
Обучение сварщиков сварочному делу с нуля
Курс электросварщиков – это учебная программа для тех, кто желает освоить профессию сварщика, специалиста по ручной дуговой сварке «с нуля». Для обучения на курсе слушателям не нужно обладать начальными знаниями и опытом сварки и резки металлов.
Учебная программа построена на последовательном, поэтапном освоении профессии и технологии проведения сварочных работ с использованием электросварочных аппаратов, ручной дуговой сварки. Обучение сварщиков (электросварщиков) начинается с изучения основ теории сварки и резки металлов. Постигая профессию «с нуля», слушатели получат весь необходимый объем знаний для ведения успешной трудовой деятельности.
Начинается курс электросварки с изучения физических основы сварки, знакомства с техникой электробезопасности, правилами безопасности при проведении сварочных работ, а также оказанием первой помощи при получении травм. Заложив основу осуществления безопасных сварочных работ согласно правилам, нормам и требованиям, слушатели продолжат свое профессиональное обучение, подробно изучая виды сварочных аппаратов, контроль качества сварки, технологии ручной дуговой сварки покрытыми электродами и технологический процесс производства сварных конструкций.
Учебный центр ГЦДПО предлагает Вам уникальную возможность освоить востребованную профессию, пройдя обучение сварочному делу на краткосрочных курсах. Сварщик (электросварщик в частности) – это специалист, востребованный как в машиностроительном производстве, так и в строительстве. Качественное проведение ручной дуговой сварки, освоенное в нашем центре, будет являться гарантом Вашей постоянной востребованности и высокого уровня оплаты Вашего труда.
Записывайтесь на Электросварщик-аргонщик в Москве прямо сейчас!
Lincoln Electric Education »Обучение сварке для промышленности
МЕНЮ
Переключить навигацию
- Виртуальный тур
- Студентам
- Учителям
- Для промышленности
- Войти
- Портал образовательных ресурсов и закупок
- ULINC (Студент)
- ULINC (инструкторы)

Переключить навигацию
- На главную
- Наш ответ на Covid-19
- Программы
- Корпоративный
- Индивидуальное обучение
- Семинары и семинары
- Обучение дистрибьюторов
-
- Преподаватели
- Семинары для инструкторов
- Программа повышения квалификации преподавателей по сварке
 На главную
На главную- Развитие профессиональных навыков
- Курсы и семинары по сварке
- Запишитесь на занятия сейчас
- Просмотрите классы школы сварки Школа
Скачать брошюру
- Курсы и семинары по сварке
- Обучение в сервисной школе
- Зарегистрироваться
- Посмотреть расписание
- Сдать вступительный экзамен
- Обучение робототехнике
- WTTC
5 9000ati9 гостиницы и жилье- F.A.Q.
- Учебная программа
- Учебная программа U / Linc
- Учебная программа по сварочным системам
- Книжный магазин
- 9000 000000 9000 9000 9000 9000 9000 9000 9000
- 9000
0009 Приспособления и инструменты-
- Сварочные аппараты
- Сварочные аппараты Tig / Stick
- Сварочные аппараты Mig
- Многопроцессорные сварочные аппараты
- Сварочные аппараты Advanced Process Welders
- Системы обучения сварке
- Симуляторы сварки виртуальной реальности
- Системы обучения Realweld
- Робототехника и сварочные системы AdV
- Системы обучения роботизированной сварке для одноклассников
- Предварительно смонтированные роботизированные ячейки
- 0025
- Оборудование для резки
- Системы плазменной резки с ЧПУ
- Ручные системы плазменной резки
- Оборудование для газокислородной резки Harris
- Системы для удаления дыма 9000 000
Системы удаления дыма0009-
- Услуги по проектированию системы
 Системы для удаления дыма 9000
Системы для удаления дыма 9000- WTTC
- Размещение и размещение
- F.A.Q.
- Ресурсный центр по обучению сварке
- Источники финансирования
- Обучение технике безопасности и оборудованию
- Оборудование для обеспечения безопасности
Обучение безопасной сварке
000- Обучение технике безопасности и оборудованию
- JFLF
- Книги по сварке
- DVDS по сварке
- Техническая документация по сварке
- Наборы для сварочных проектов
- 9000
- Международные стипендии 000
- Международные стипендии 9000
- Котельные
- Электротехники
- Конструкторы лифтов
- Инженер по эксплуатации
- Рабочие по обработке листового металла
- Pipefitters США
- Плотники
- Профсоюз рабочих
- Маляры
9
- JFLF
Lincoln Electric Education »Самые всесторонние образовательные решения по сварке от экспертов в области сварки!
МЕНЮ
Переключить навигацию
- Виртуальный тур
- Студентам
- Учителям
- Для промышленности
- Войти
- Портал образовательных ресурсов и закупок
- ULINC (Студент)
- ULINC (инструкторы)
Переключить навигацию
- На главную
- Наш ответ на Covid-19
- Программы
- Корпоративный
- Индивидуальное обучение
- Семинары и семинары
- Обучение дистрибьюторов
-
- Преподаватели
- Семинары для инструкторов
- Программа повышения квалификации преподавателей по сварке
- Развитие профессиональных навыков
- Курсы и семинары по сварке
- Запишитесь на занятия сейчас
- Просмотрите классы школы сварки Школа
Скачать брошюру
- Курсы и семинары по сварке
- Обучение в сервисной школе
- Зарегистрироваться
- Посмотреть расписание
- Сдать вступительный экзамен
- Обучение робототехнике
- WTTC
5 9000ati9 гостиницы и жилье- F.A.Q.
- Учебная программа
- Учебная программа U / Linc
- Учебная программа по сварочным системам
- Книжный магазин
- 9000 000000 9000 9000 9000 9000 9000 9000 9000
- 9000
0009 Приспособления и инструменты-
- Сварочные аппараты
- Сварочные аппараты Tig / Stick
- Сварочные аппараты Mig
- Многопроцессорные сварочные аппараты
- Сварочные аппараты Advanced Process Welders
- Системы обучения сварке
- Симуляторы сварки виртуальной реальности
- Системы обучения Realweld
- Робототехника и сварочные системы AdV
- Системы обучения роботизированной сварке для одноклассников
- Предварительно смонтированные роботизированные ячейки
- 0025
- Оборудование для резки
- Системы плазменной резки с ЧПУ
- Ручные системы плазменной резки
- Оборудование для газокислородной резки Harris
- Системы для удаления дыма 9000 000
Системы удаления дыма0009-
- Услуги по проектированию системы
- WTTC
- Размещение и размещение
- F.A.Q.
- Ресурсный центр по обучению сварке
- Источники финансирования
- Обучение технике безопасности и оборудованию
- Оборудование для обеспечения безопасности
Обучение безопасной сварке
000- Обучение технике безопасности и оборудованию
- JFLF
- Книги по сварке
- DVDS по сварке
- Техническая документация по сварке
- Наборы для сварочных проектов
- 9000
- Международные стипендии 000
- Международные стипендии 9000
- Котельные
- Электротехники
- Конструкторы лифтов
- Инженер по эксплуатации
- Рабочие по обработке листового металла
- Pipefitters США
- Плотники
- Профсоюз рабочих
- Маляры
9
- JFLF
Lincoln Electric Education »Центр сварочных технологий и обучения
Знания о сварке в новую эру

О ЦЕНТРЕ
Lincoln Electric Welding Technology & Training Center (WTTC) — это ультрасовременный объект площадью 130 000 квадратных футов в нашем кампусе в Евклиде, штат Огайо, который предназначен для обучения преподавателей, лидеров отрасли и квалифицированных рабочих в сфере торговли. и наука о сварке.В качестве всемирно признанной основы для разработки передовых методов обучения сварке, WTTC включает в себя 166 кабин для сварки и резки, учебную лабораторию виртуальной реальности, аудиторию на 100 мест, а также обширные помещения для семинаров и занятий по сварке для повышения технических навыков.
Наши учебные планы и программы разработаны с учетом потребностей промышленности и охватывают все сегменты спектра навыков и знаний — от базовых концепций сварки и обучения до новейших передовых производственных технологий.
Независимо от того, являетесь ли вы подающим надежды студентом, желающим получить базовую сертификацию, опытным торговцем или руководителем производства, который осознает важность опережения в области технологий, в Центре технологий и обучения электросварки Lincoln найдется место для вас. и курс или программа, которая будет соответствовать вашим потребностям.
WTTC предлагает множество возможностей для:
- Работайте с высококвалифицированными и квалифицированными инструкторами по сварке, которые стремятся к вашему успеху
- Изучите и практикуйте сварку в безопасной рабочей среде
- Получите сертификат выпускника школы электросварки Линкольна
- Общение с другими студентами и профессионалами в области сварки
- Повысьте свои шансы на получение финансово выгодной и приносящей личное удовлетворение работы сварщика
КРАТКИЙ ОБЗОР

Дополнительные ресурсы:
Фото галерея

ХРОНОЛОГИЯ
Открытие школы электросваркиLincoln.Самая долгоживущая школа сварщиков в мире.
1917 г.Основан Фонд дуговой сварки Джеймса Ф. Линкольна — издатель книг и организатор соревнований по сварке.
1934 г.Многочисленные руководства по сварочному процессу, проектная и прикладная документация.
1960-еVRTEX® Introduction — первый в отрасли тренажер для моделирования сварки в виртуальной реальности.
2009 г.Образовательный портал — первый портал в области сварки, работающий круглосуточно и без выходных, со скидками на сварочные электроды и расходные материалы для квалифицированных школ.
2014 г.U / LINC® — первая в отрасли комплексная система управления обучением от производителя сварочного оборудования.
2015 г.U / LINC® — Lincoln Electric объявляет об инвестициях в размере 30 миллионов долларов в новый Центр сварочных технологий в своем кампусе в Евклиде, штат Огайо.
2015 г.Lincoln Electric проводит день открытых дверей и церемонию разрезания ленты 21 марта в честь торжественного открытия своего нового центра сварочных технологий и обучения в Кливленде.Мероприятие подчеркивает расширенное предложение Lincoln в области образования и отмечает столетнюю годовщину его школы сварки, самой продолжительной школы сварки в мире.
2018 г. .Lincoln Electric Education »Для промышленности
МЕНЮ
Переключить навигацию
- Виртуальный тур
- Студентам
- Учителям
- Для промышленности
- Войти
- Портал образовательных ресурсов и закупок
- ULINC (Студент)
- ULINC (инструкторы)
Переключить навигацию
- На главную
- Наш ответ на Covid-19
- Программы
- Корпоративный
- Индивидуальное обучение
- Семинары и семинары
- Обучение дистрибьюторов
-
- Преподаватели
- Семинары для инструкторов
- Программа повышения квалификации преподавателей по сварке
- Развитие профессиональных навыков
- Курсы и семинары по сварке
- Запишитесь на занятия сейчас
- Просмотрите классы школы сварки Школа
Скачать брошюру
- Курсы и семинары по сварке
- Обучение в сервисной школе
- Зарегистрироваться
- Посмотреть расписание
- Сдать вступительный экзамен
- Обучение робототехнике
- WTTC
5 9000ati9 гостиницы и жилье- F.A.Q.
- Учебная программа
- Учебная программа U / Linc
- Учебная программа по сварочным системам
- Книжный магазин
- 9000 000000 9000 9000 9000 9000 9000 9000 9000
- 9000
0009 Приспособления и инструменты-
- Сварочные аппараты
- Сварочные аппараты Tig / Stick
- Сварочные аппараты Mig
- Многопроцессорные сварочные аппараты
- Сварочные аппараты Advanced Process Welders
- Системы обучения сварке
- Симуляторы сварки виртуальной реальности
- Системы обучения Realweld
- Робототехника и сварочные системы AdV
- Системы обучения роботизированной сварке для одноклассников
- Предварительно смонтированные роботизированные ячейки
- 0025
- Оборудование для резки
- Системы плазменной резки с ЧПУ
- Ручные системы плазменной резки
- Оборудование для газокислородной резки Harris
- Системы для удаления дыма 9000 000
Системы удаления дыма0009-
- Услуги по проектированию системы
- WTTC
- Размещение и размещение
- F.A.Q.
- Ресурсный центр по обучению сварке
- Источники финансирования
- Обучение технике безопасности и оборудованию
- Оборудование для обеспечения безопасности
Обучение безопасной сварке
000- Обучение технике безопасности и оборудованию
- JFLF
- Книги по сварке
- DVDS по сварке
- Техническая документация по сварке
- Наборы для сварочных проектов
- 9000
- Международные стипендии 000
- Международные стипендии 9000
- Котельные
- Электротехники
- Конструкторы лифтов
- Инженер по эксплуатации
- Рабочие по обработке листового металла
- Pipefitters США
- Плотники
- Профсоюз рабочих
- Маляры
9
- JFLF