
стол, шипорезка, копировальная втулка, направляющие
Применение различных приспособлений для ручного фрезера значительно расширяет возможности данного агрегата, а также повышает комфортность и безопасность при работе с ним. В продаже существуют уже готовые модели устройств, предназначенных для использования в паре с фрезером, но, как правило, они стоят дорого. Поэтому многие мастера предпочитают сделать приспособления для данного агрегата своими руками.
Стол для ручного фрезера
Если закрепить ручной фрезер особым способом под столом, то получится универсальный столярный станок, позволяющий производить точную и быструю обработку длинных и коротких заготовок из дерева. Чтобы изготовить стол для фрезера своими руками, сначала нужно подготовить необходимые детали для сборки всей конструкции. На рисунке ниже показана карта раскроя, на которой расположены все детали будущего фрезерного стола. Вырезаются они с помощью циркулярки или форматно-раскроечного станка.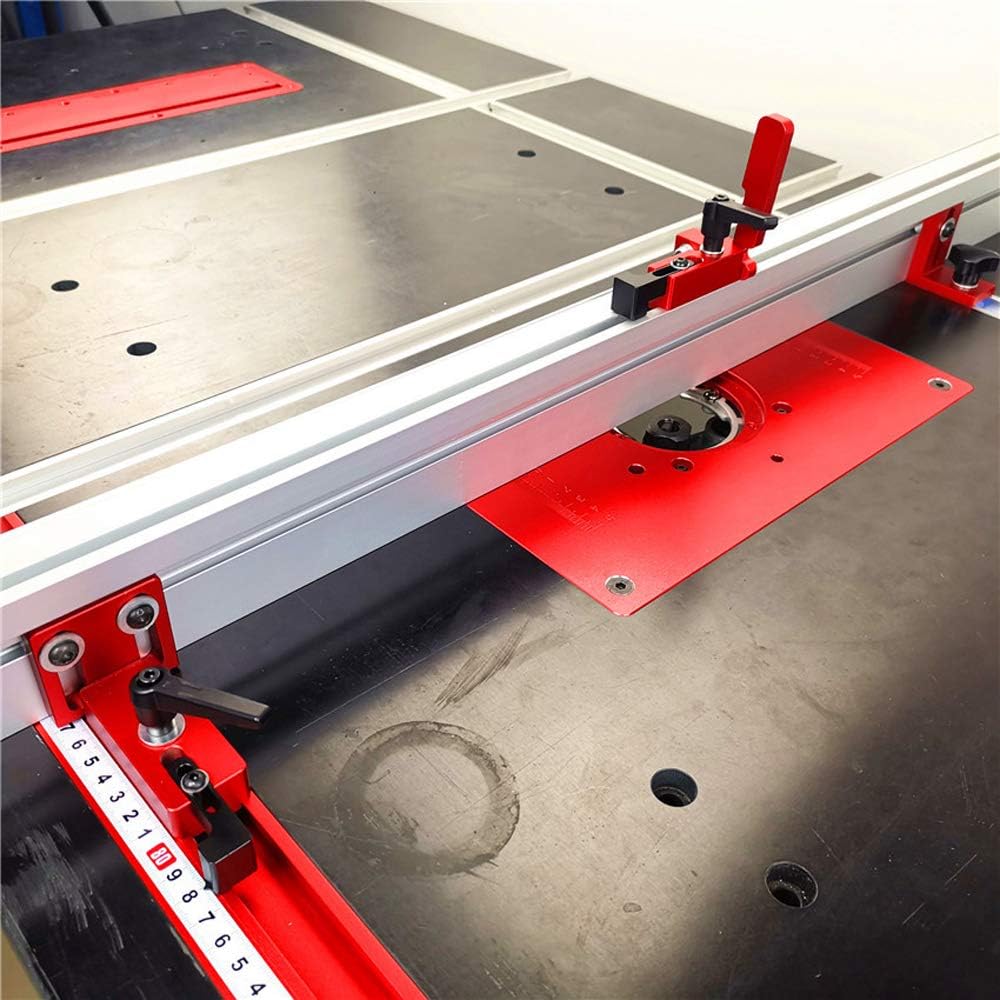
Приспособление можно изготовить из фанеры, ЛДСП или МДФ. На карте раскроя указана толщина материала 19 мм, но это не обязательное условие. Стол также можно собрать из плит толщиной 16 или 18 мм. Конечно же, для изготовления столешницы лучше использовать ламинированные или покрытые пластиком листовые материалы, которые будут позволять легко скользить заготовке по поверхности.
Также следует учесть, что данный самодельный столик предназначен для установки на козлы. Если вам нужен настольный вариант, то царги (5) нужно делать намного шире, чем 150 мм. Их ширина должна быть немного большей, чем высота аппарата, чтобы он мог разместиться под столешницей.
Если детали стола будут выпилены из фанеры или МДФ, то их торцы следует отшлифовать. Торцы деталей, изготовленных из ЛДСП, потребуется покрыть меламиновой кромкой, используя обыкновенный утюг.
Изготовление столешницы
Установка фрезера в стол может производиться как с использованием монтажной планки, так и без нее.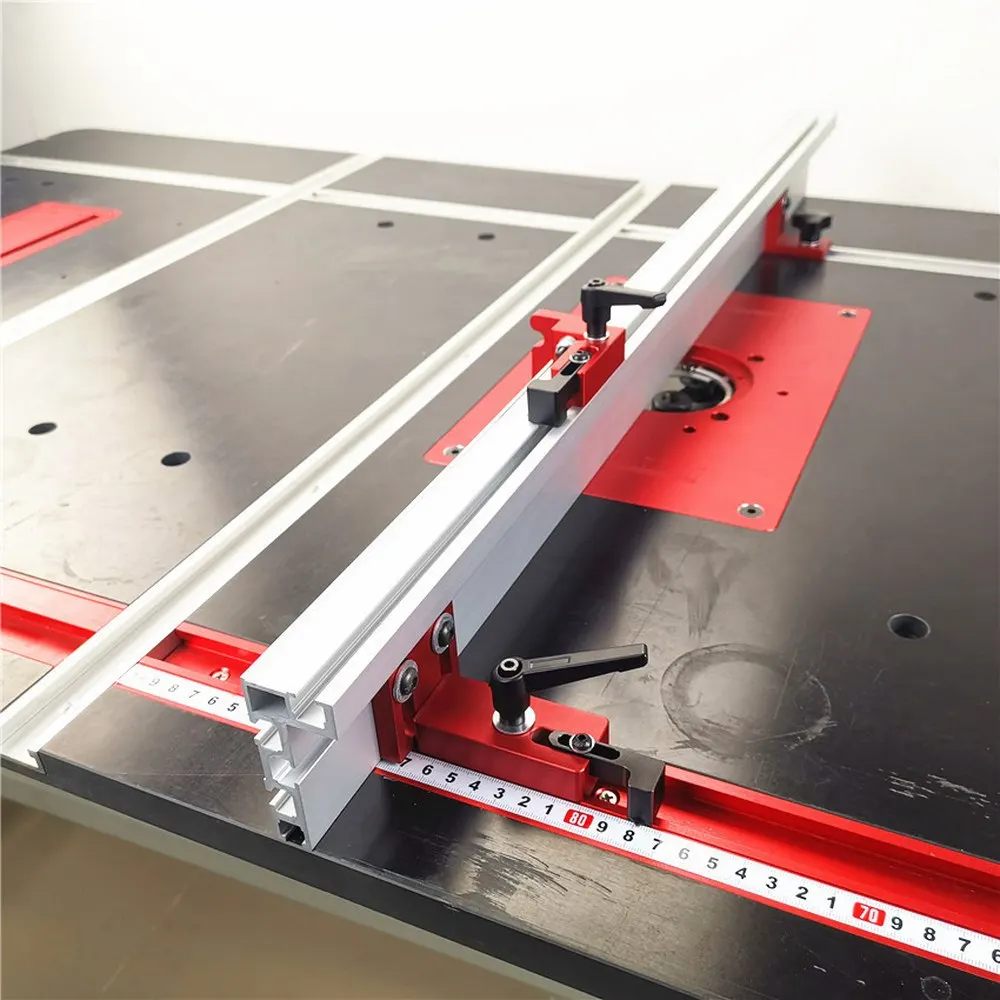 Подготовка столешницы для прямого крепления к ней агрегата происходит следующим образом.
Подготовка столешницы для прямого крепления к ней агрегата происходит следующим образом.
- Поскольку основная плита имеет длину 900 мм, то ее центр будет находиться в 450 мм от края. Поставьте в этом месте точку и с помощью угольника проведите линию.
- Найдите середину среза на накладке и проведите линию через центр подошвы, используя угольник.
- Расположите накладку на центральную линию основной плиты так, чтобы с ней совпал центр подошвы, и отметьте карандашом центр будущего отверстия в столешнице.
- Далее, следует сделать разметку под монтажные винты.
- Просверлите отверстия, через которые агрегат будет крепиться к столу. Обязательно раззенкуйте их, чтобы шляпки винтов были немного углублены в столешницу.
- Просверлите центральное отверстие диаметром 38 мм.
- На следующем этапе следует сделать параллельный упор. С помощью электролобзика или фрезера проделайте полукруглые вырезы на передней стенке упора, а также на его основании.

- Прикрутите косынки к упорам. Ниже предоставлен чертеж, на котором указаны все отступы для размещения косынок.
- К нижней части столешницы прикрутите соединительные планки.
- Соберите фрезерный станок, используя схему, предоставленную ниже.
Крепление агрегата с помощью монтажной пластины
При установке аппарата на основную плиту ее толщина значительно уменьшает вылет фрезы. Поэтому для установки агрегата на толстые столешницы принято использовать более тонкие монтажные пластины из прочных материалов (стали, дюралюминия, поликарбоната, гетинакса или стеклотекстолита). Изготавливается пластина следующим образом.
- Из листа, например, текстолита, вырежьте квадратную заготовку 300 х 300 мм.
- Сверху пластины закрепите пластмассовую накладку, снятую с подошвы фрезера.
- Подберите сверло, соответствующее диаметру крепежных винтов, и просверлите в пластине отверстия, используя пластиковую накладку в качестве шаблона.
- Уложите пластину на столешницу и обведите ее карандашом. После этого внутри полученного контура нарисуйте квадрат со срезанными углами, как показано на следующем рисунке.
- После вырезания внутренней части вокруг внешнего контура следует закрепить планки, используя струбцины. Они будут служить шаблоном для обкаточной фрезы. Толщина планок должна быть достаточной для того, чтобы при установке глубины обработки упорный подшипник фрезы находился в зоне кромки направляющих.
- Для фрезеровки углубления закрепите в цанге агрегата обкаточную фрезу с верхним подшипником.
- Установите глубину обработки. Она должна равняться толщине пластины, предназначенной для монтажа агрегата.
- Профрезеруйте данный участок столешницы по установленному шаблону в несколько проходов.
- Уложите пластину в проделанное углубление. Она должна быть заподлицо с поверхностью основной плиты. Если пластина немного выступает, то прибавьте еще немного глубины погружения с помощью микрометрического винта и сделайте повторный проход фрезой.
- По углам выборки разметьте и просверлите отверстия для крепежа пластины.
- Уложите монтажную пластину в подготовленное посадочное место и, придерживая ее, переверните столешницу. После чего просверлите в пластине отверстия под крепеж. Чтобы спрятать шляпки болтов, прозенкуйте отверстия на лицевой стороне накладки.
- Также все отверстия с обратной стороны столешницы, предназначенные для закрепления пластины, следует расширить под посадку самоконтрящихся гаек сверлом с диаметром 11 мм. Гайки нужно посадить в полученные отверстия на эпоксидный клей (для выравнивания можно вкрутить в них болты).

 Она должна быть заподлицо с поверхностью основной плиты. Если пластина немного выступает, то прибавьте еще немного глубины погружения с помощью микрометрического винта и сделайте повторный проход фрезой.
Она должна быть заподлицо с поверхностью основной плиты. Если пластина немного выступает, то прибавьте еще немного глубины погружения с помощью микрометрического винта и сделайте повторный проход фрезой.Усовершенствование упора
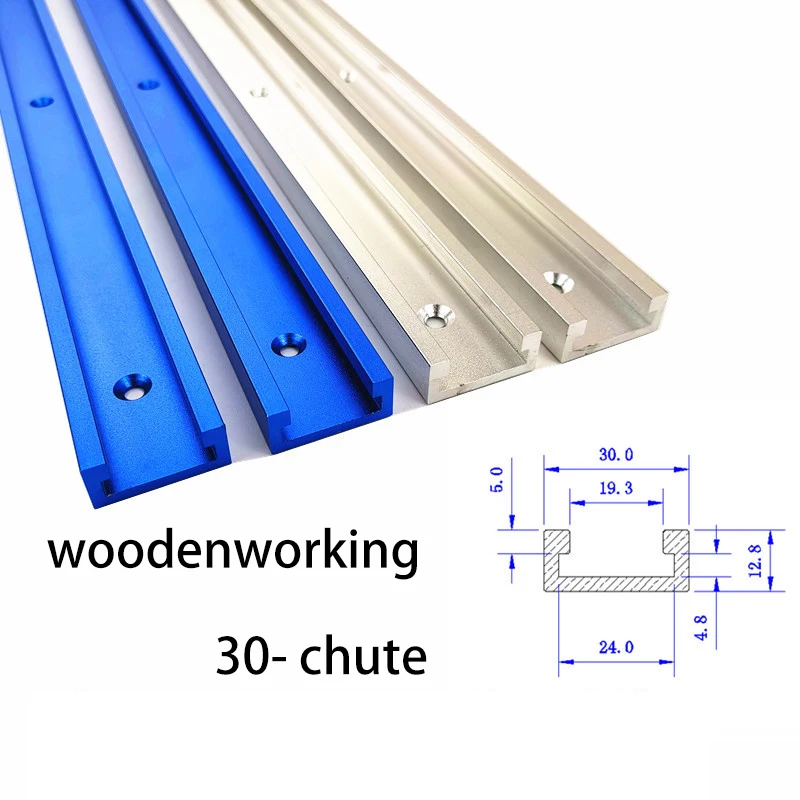
Параллельный упор можно доработать, чтобы настройка фрезерного стола происходила более удобно и быстро: для этого нужно врезать в столешницу С-образные направляющие.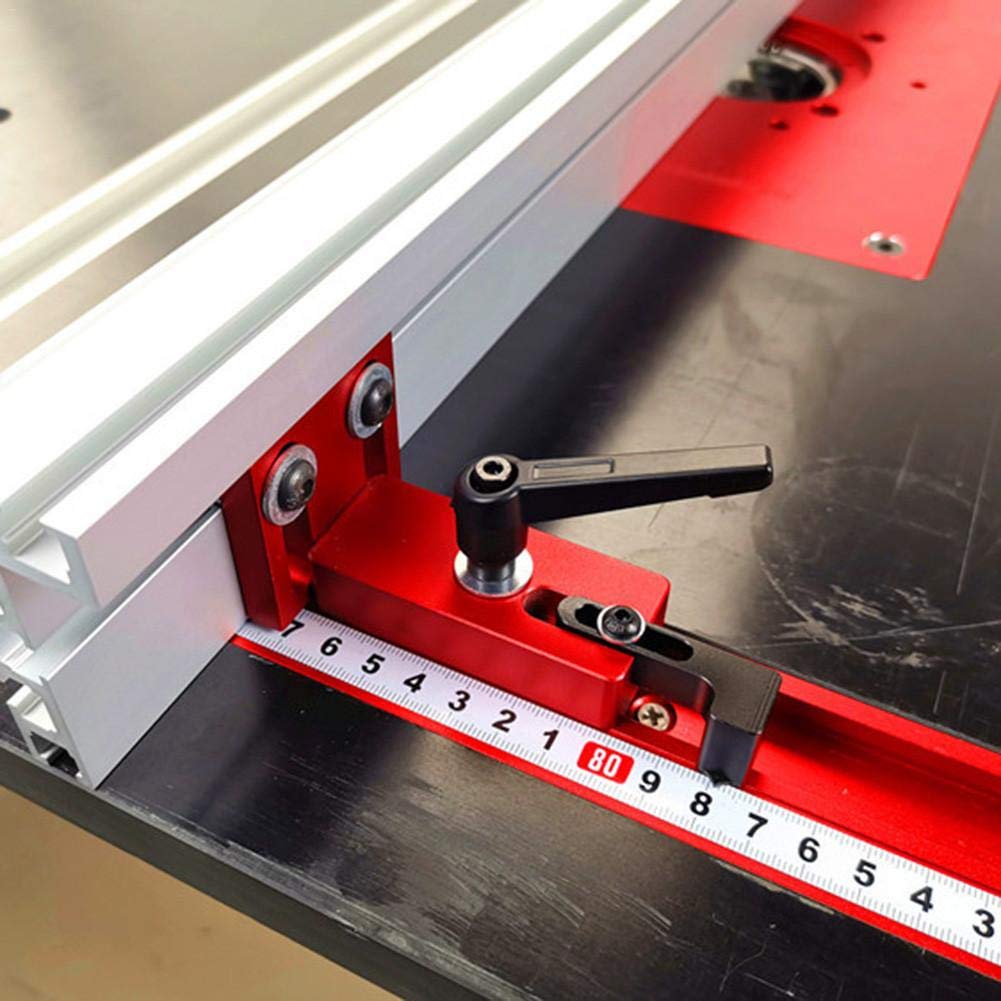 Профиль может быть из алюминия. Для врезки используется прямая пазовая фреза. Профиль укладывается в подготовленный паз и прикручивается шурупами.
Профиль может быть из алюминия. Для врезки используется прямая пазовая фреза. Профиль укладывается в подготовленный паз и прикручивается шурупами.
Далее, следует подобрать болты с шестигранной шляпкой такого размера, чтобы она могла входить в С-образный профиль и не проворачиваться в нем. Просверлите 2 отверстия в основании параллельного упора, соответствующие диаметру болта.
Также следует врезать С-образный профиль и в переднюю планку упора для закрепления на ней различных прижимов и защитных кожухов.
Прикручивается упор к столешнице с помощью гаек-барашков.
На задней стороне упора можно сделать камеру для подключения пылесоса. Для этого достаточно вырезать из фанеры квадрат, просверлить в нем отверстие под патрубок пылесоса и прикрутить получившуюся крышку к косынкам.
Также к упору можно добавить предохранительный щиток, изготовленный из МДФ или ЛДСП и небольшого прямоугольника из оргстекла.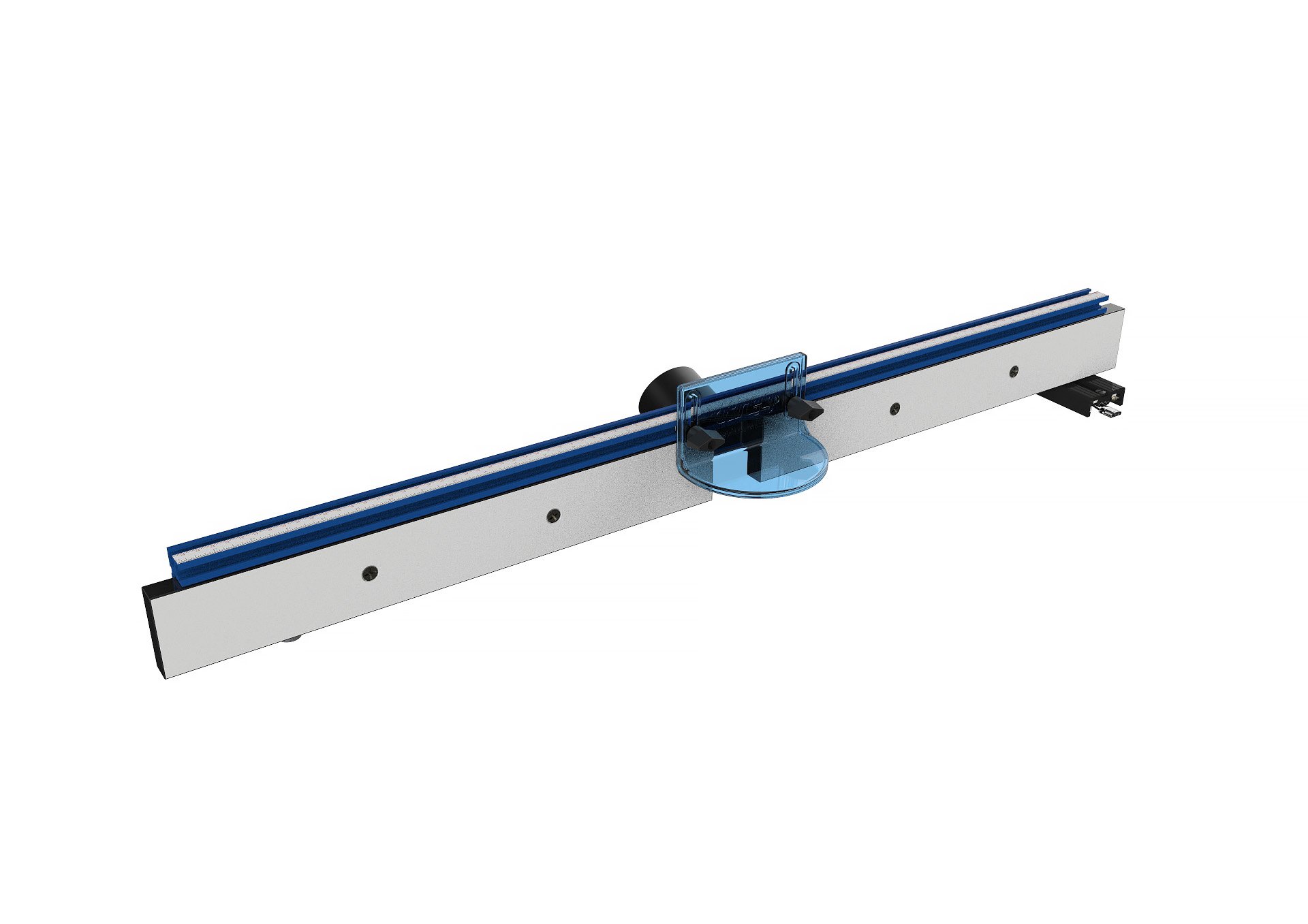 Для выборки пазов можно использовать лобзик либо фрезер с установленной пазовой фрезой.
Для выборки пазов можно использовать лобзик либо фрезер с установленной пазовой фрезой.
Чтобы была возможность обрабатывать мелкие детали, необходимо изготовить фиксаторы и прижимы из фанеры или МДФ.
Прижим-гребенка изготавливается на циркулярке с шагом между пропилами 2 мм.
При желании, можно изготовить фрезерный стол с ящиками для инструмента.
Изготовление основания стола
Если требуется из ручного фрезера сделать стационарный станок, то без изготовления прочного основания не обойтись. Ниже приведена карта раскроя с нанесенными на ней деталями, которые потребуются для сборки основания стола. Размеры деталей потребуется подкорректировать, если использовать листовой материал другой толщины.
Все детали стола для ручного фрезера собираются с помощью конфирматов. Для удобства передвижения стола к его днищу можно прикрепить ролики. Если немного расширить данный стол и прикрепить в свободной его части дисковую ручную пилу, то получится универсальный стол для фрезера и циркулярки.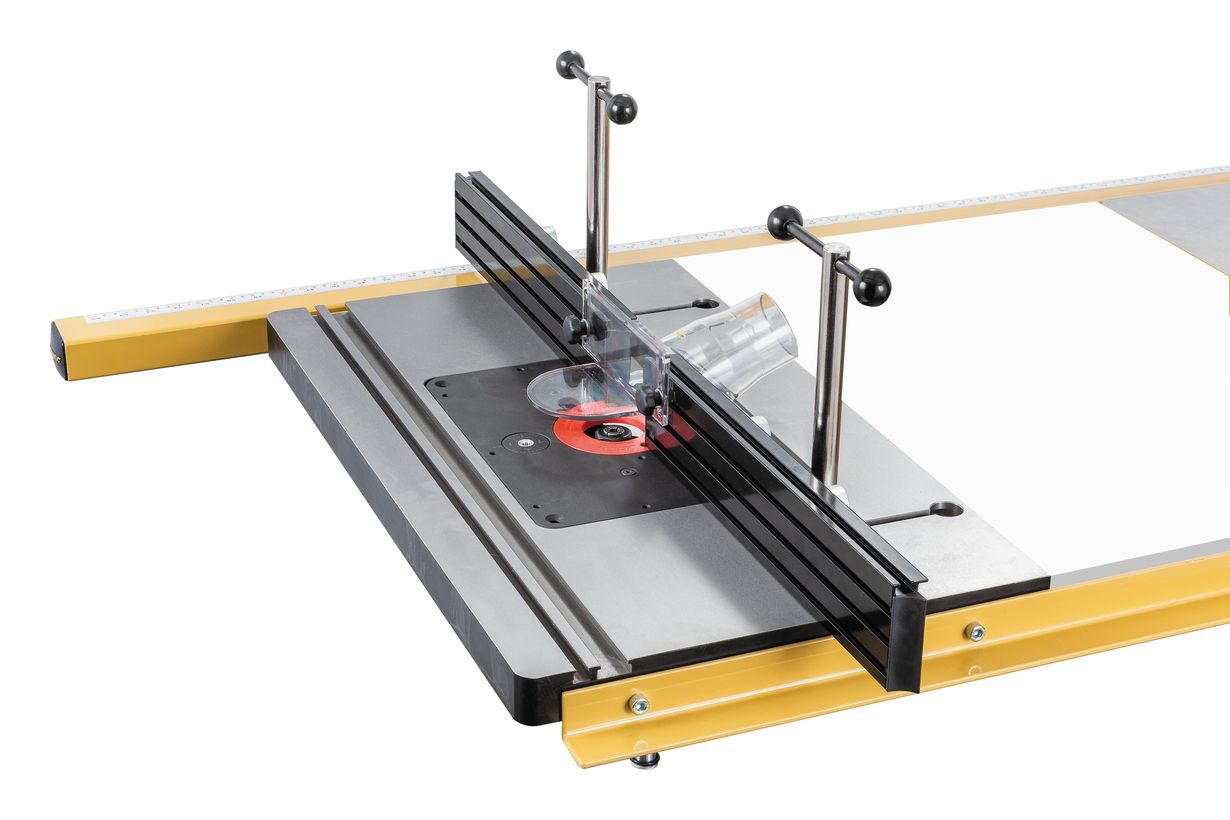
Чтобы станок занимал меньше места, его можно сделать по принципу стола-книжки с опускающимися с обеих сторон столешницами.
Самодельные приспособления для фрезера
Для расширения функциональных возможностей данного агрегата в продаже имеются достаточно дорогостоящие приспособления. Но владельцы фрезеров в целях экономии средств стараются изготавливать различные приспособы своими руками, которые работают не хуже заводских.
Шипорезка
Простая шипорезка для фрезера изготавливается из двух кусков фанеры и пары мебельных телескопических направляющих. Фрезер устанавливается на площадке, имеющей отверстие для инструмента. Площадка крепится к верстаку под углом (для более удобного позиционирования оснастки по высоте), как показано на фото ниже.
Итак, шипорезное приспособление изготавливается в следующем порядке.
- Вырежьте из фанеры 2 площадки одинаковых размеров. Размер приспособы может быть любой.
- Расположите по краям первой площадки две телескопических направляющих параллельно друг другу и прикрутите их шурупами.
- Для более точного позиционирования направляющих можно между ними прикрутить две одинаковые по длине планки.
- Следует выдвинуть ответные планки и подложить под них вторую площадку вровень с первой. Поставьте карандашом на второй площадке точки сквозь планку, после чего проведите через них линию.
- Выньте из направляющих ответные планки, нажав на пластмассовые “усики”, расположенные на их обратной стороне.
- Уложите на площадку с разметкой ответные планки так, чтобы линия проходила через центр отверстий для крепежа, и прикрутите их шурупами.
- Аккуратно совместите 2 направляющих и задвиньте их (вы должны услышать щелчок). Если вы вставите деталь с перекосом, то сломаете телескопы, и из них высыпятся шарики.
- Между вертикальным упором с агрегатом и подвижным столиком необходимо выдержать определенное расстояние. Делается это для того, чтобы при опускании фрезы она не задевала площадку стола. Поскольку в данном случае максимальный вылет фрезы будет около 25 мм, то можно временно проложить между столиком и упором планку такой же ширины, то есть 25 мм. Планка позволит разместить конструкцию параллельно вертикальному упору
. - На следующем этапе, придерживая приспособу, просверлите 2 отверстия под шканты. Они позволят быстро позиционировать шипорезку на верстаке. Когда отверстия будут готовы, вставьте в них пару шкантов. Теперь можно убрать планку, проложенную между упором и приспособлением.
- Теперь, когда подвижный столик закреплен, на верхней его площадке необходимо установить вертикальный упор, как показано на следующем рисунке. Для жесткости упор подпирается двумя косынками.
- Когда все элементы шипорезки будут закреплены, можно приступить к испытаниям. Положите заготовку на столик приспособления и прижмите ее к упору. Установите необходимую высоту фрезы, включите агрегат и профрезеруйте заготовку.
- После первого прохода переверните заготовку на 180 градусов и повторите обработку.
- Поверните заготовку на 90 градусов, поставив ее на кромку, и снова повторите операцию.
- Поверните деталь на 180 градусов и проведите окончательную обработку шипа.
 Делается это для того, чтобы при опускании фрезы она не задевала площадку стола. Поскольку в данном случае максимальный вылет фрезы будет около 25 мм, то можно временно проложить между столиком и упором планку такой же ширины, то есть 25 мм. Планка позволит разместить конструкцию параллельно вертикальному упору
Делается это для того, чтобы при опускании фрезы она не задевала площадку стола. Поскольку в данном случае максимальный вылет фрезы будет около 25 мм, то можно временно проложить между столиком и упором планку такой же ширины, то есть 25 мм. Планка позволит разместить конструкцию параллельно вертикальному упору
В результате у вас получится ровный и качественный шип.
Меняя высоту фрезы относительно площадки шипорезки, можно получать шипы различной толщины.
Копировальная втулка
Если в комплектации к вашему фрезеру не было копировальной втулки, то ее можно изготовить буквально за 30 мин из подручных средств. Для самоделки понадобится металлическая или дюралюминиевая шайба, которую можно изготовить из листового металла, и водопроводный резьбовой удлинитель.
Копировальная втулка изготавливается следующим способом.
- Подберите подходящую под резьбу удлинителя гайку и разрежьте ее с помощью болгарки так, чтобы получилось тонкое кольцо. После этого выровняйте его на точильном станке.
- Необходимо изготовить круглую площадку для втулки из листового металла или алюминия толщиной 2 мм. В зависимости от модели агрегата, отверстие в его подошве может иметь различную форму. В данном случае площадка должна иметь срезы по бокам, которые стачиваются на точильном станке.
- Сточив шайбу с двух сторон, разместите ее на подошве агрегата.
- Поставьте агрегат, не снимая шайбу, вертикально и наметьте карандашом места для крепежа сквозь отверстия в подошве аппарата.
- Места, отмеченные карандашом, необходимо накернить для точного позиционирования сверла.
- Сначала просверлите отверстия тонким сверлом, а затем уже сверлом, соответствующим диаметру крепежного болта.
- Оденьте шайбу на резьбовой удлинитель и закрутите кольцо-гайку. Зажмите деталь в тиски и обрежьте лишнюю резьбу вровень с гайкой при помощи болгарки.
- Зажмите деталь в тисках другой стороной и немного укоротите ее.
- Выровняйте деталь на шлифовальном круге, вставьте в подошву аппарата и закрепите ее винтами. Гайка-кольцо должна быть чуть ниже подошвы агрегата.
 После этого выровняйте его на точильном станке.
После этого выровняйте его на точильном станке.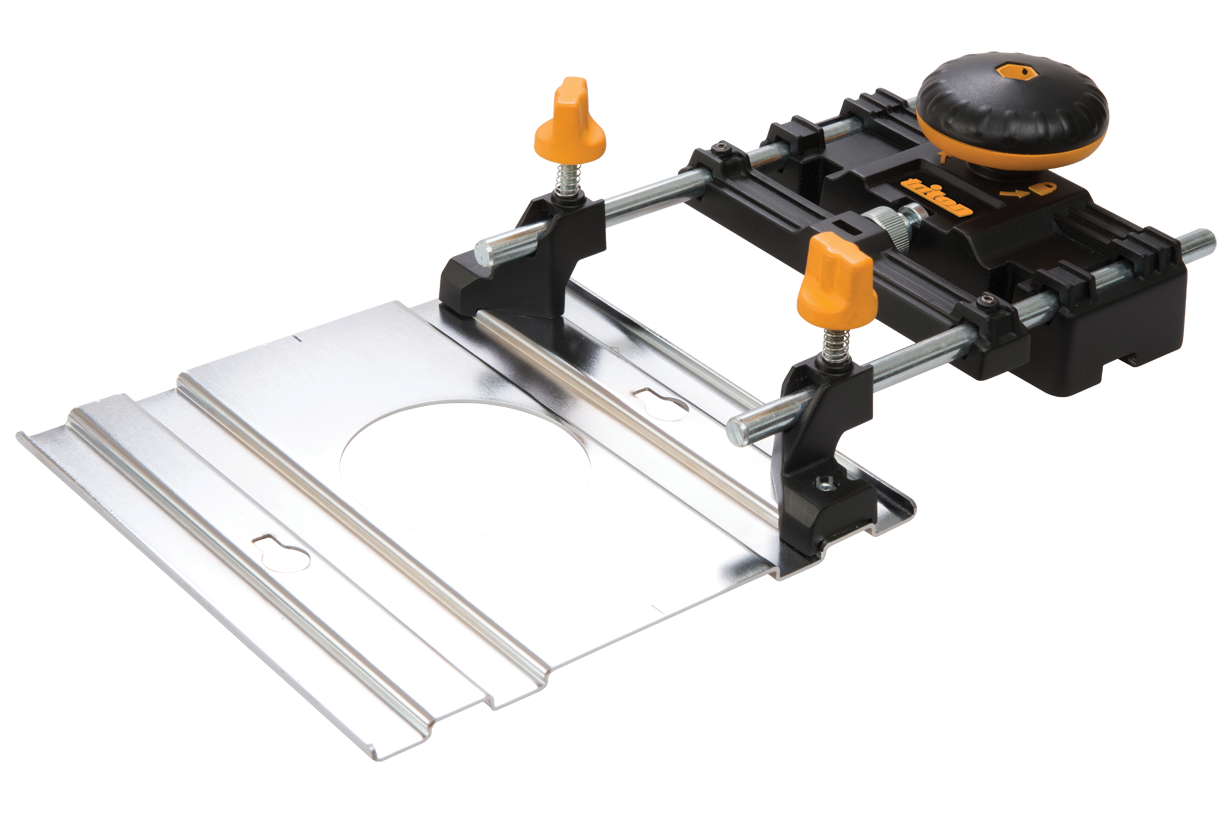
Направляющие для работы с фрезером
Если требуется выбрать очень длинный паз в заготовке, то понадобится приспособление для фрезера, которое называется шиной. Готовые металлические шины можно купить в специализированных магазинах. Но их также легко изготовить своими руками из пластика, фанеры или МДФ.
Толщина материала должна быть около 10 мм, чтобы детали можно было стянуть шурупами.
Направляющая для агрегата делается очень просто.
- Нарежьте на циркулярке три полосы. Одну широкую, порядка 200 мм, и 2 узкие – 140 и 40 мм каждая.
- Также изготовьте небольшую планку из того же материала, длиной около 300 мм и шириной 20 мм.
- Положите на широкую полосу деталь шириной 140 мм, выровняйте ее по краю и скрутите обе детали шурупами.
- Положите сверху широкой полосы, напротив прикрученной детали, узкую полосу шириной 40 мм. Для точного позиционирования проложите между верхними деталями планку шириной 20 мм и прикрутите узкую полосу шурупами к нижней детали. Таким образом, получится длинная шина с пазом шириной 20 мм.
- Возьмите планку шириной 20 мм и прикрутите ее к подошве аппарата, как показано на следующем фото. Для выборки паза подбирается прямая или фигурная пазовая фреза и закрепляется в цанге аппарата.
Когда все приспособления будут подготовлены, выполните следующие действия. Положите на верстак заготовку, которую необходимо обработать по всей длине, расположите на ней шину, закрепив струбцинами. Вставьте планку, прикрепленную к подошве фрезера в паз направляющей. Запустите агрегат и профрезеруйте заготовку по всей длине.
Если требуется выбрать глубокий паз, то обработка происходит в несколько заходов, чтобы оснастка погружалась в заготовку постепенно.

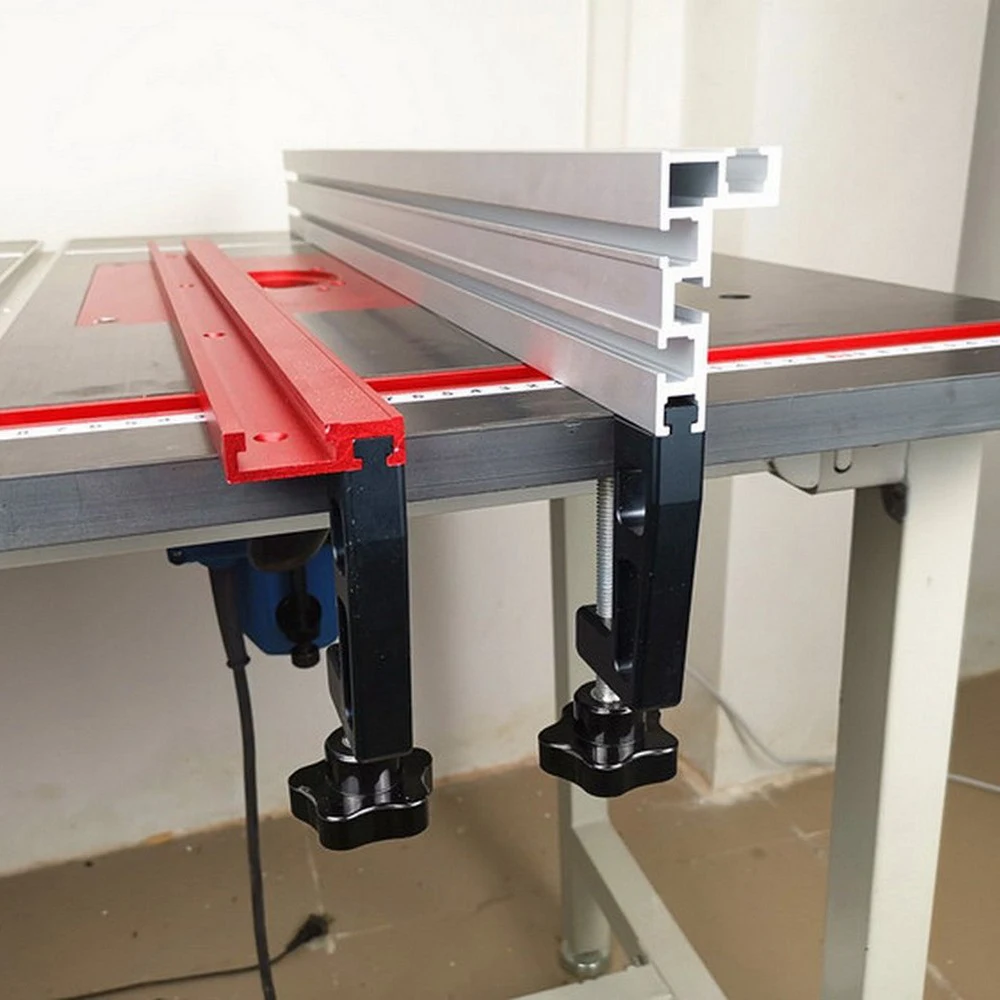
Приспособления для фрезерного и станочного стола
Router-Table предлагает ассортимент приспособлений для фрезерного и станочного стола, которые привнесут Вам новые возможности во время работы.
Ассортимент приспособлений для фрезерного и станочного стола.
Кондуктор для скруглений
Кондуктор для скруглений используется для обработки углов деревянных изделий, таких как столешницы, подоконные доски и т.п.
- Изготовлен из 6мм листа сплава АМГ5;
- Имеет четыре радиуса скруглений: 25мм, 20мм, 15мм, 10мм
- Используется на фрезерном столе совместно с фрезами имеющими подшипниковый узел;
- Кондуктор вырезан на высокоточном станке ЧПУ.

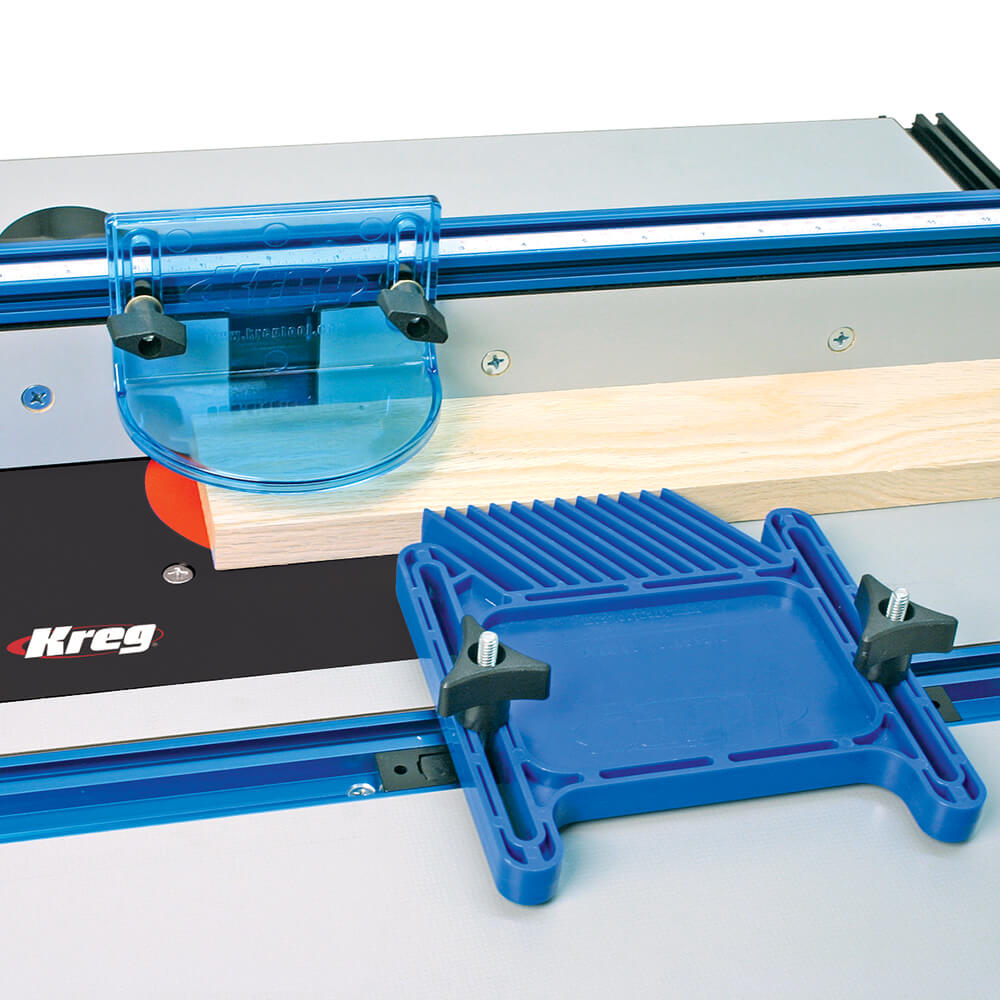
Прижимы для заготовок.
Изготовлены из сплава АМГ5 толщиной 6мм. Используются для крепления заготовки на каретке и других подвижных приспособлениях. Прижимы изготавливаются двух размеров — 100 мм и 140 мм.
Гребенчатые прижимы для заготовок.
Скоро в продаже прижимы из пластика АБС толщиной 10мм.
Применимы на фрезерном и пильном столе. Удерживают заготовку от «колебаний» при обработке. Изготовлены из полиамида толщиной 20мм. Крепятся в профиле Т2 или узкой части Т3 с помощью болтов М6. Шляпка становится в профиль. С противоположной стороны используются гайки-барашки через шайбу.
Геометрические характеристики прижимов:
Маленький прижим GR1
Средний прижим GR2
Большой прижим GR3
Большой прижим GR4
В продаже появились гайки «барашек». Их можно использовать с болтом м6 для крепления гребенок в пазу профиля Т2 и Т3.
Их можно использовать с болтом м6 для крепления гребенок в пазу профиля Т2 и Т3.
Диаметр гайки «барашек»40мм.Диаметр гайки»барашек» 36мм.Диаметр гайки»барашек» 25мм.
Направляющие для каретки, параллельного упора и т.д.
Изготавливаются длиной 100мм. 200мм. 300мм. 400мм. из плиты сплава АМГ5 на высокоточном станке ЧПУ. Изготовлены для алюминиевого профиля Т3.
Конфигурация направляющей
Это прямоугольник в сечении с небольшими «ушами» на концах. Эти «уши» сделаны для того чтобы «ползун» не вынимался из профиля вверх во время движения.
Для выборки поперечного люфта в «ползунах» вставлены круглые разрезные второпластовые втулки диаметром 15мм и толщиной 4мм. Крепятся втулки винтами М4 с конической головкой. При закручивании, винты расжимают разрезное кольцо и люфт выбирается. В «ползунах» просверлены три отверстия и в низ нарезана резьба М5 для крепления ползунов. Конструкция «ползунов» одинаковая, отличаются только длиной.
Конструкция «ползунов» одинаковая, отличаются только длиной.
Направляющая 400мм
Направляющая 300мм
Направляющая 200мм
Направляющая 100мм для бокового упора.
База для фрезера под копировальные втулки «Энкор»
«Скользящие» гайки для профиля Т2 и Т3Гайки подходят для алюминиевого профиля Т2 и узкой части профиля Т3. Исползуются для крепления различного рода приспособлений: прижимов, гребенок и т.д.
Размер гаек 6х10х30мм. и 6х10х80мм. В гайке нарезана резьба М5.
Вы можете купить приспособления для фрезерного и станочного стола оформив заказ через почту или по телефону указанных в Контакты.
Цены можно посмотреть на странице Цена.
Направляющая для фрезерного и циркулярного стола
Артикул:
Текст:
Выберите категорию:
Все
АРЕНДА
Выгодно! (ПРОМО)
Новинки
Наш INSTAGRAM
Подарочные сертификаты
Столы для электроинструмента
» •Набор для сборки фрезерного стола (DIY)
» •Готовые столы и столешницы
» Фрезерные столы INCRA
Все для изготовления стола
» Профили Т-Трек
» •• Пластины для установки инструмента
»» •••Для фрезера
»» •••Для пилы (лобзика)
»» •••Оснастка для пластин
» ••Угловые упоры
» ••Параллельные упоры
» ••Основание для фрезерных столов
» ••Кондукторы для фрезерного стола
» ► Позиционеры Incra Шипорезки Incra
» Фрезерование Kreg
» УПОРЫ И НАПРАВЛЯЮЩИЕ KREG
» ••Фрезерная оснастка
»» ••• Прижимы
»» ••• Копировальные кольца
»» ••• Переходные втулки (цанги)
»» ••• Доп. принадлежности
»» •••Шаблоны
Профили T-TRACK
» • Профили T-Track
» Профиль для параллельного упора
» Профили T-Track INCRA
» • Ползунок в т-трек (t-track)
» • Комплектующие для T-track
»» •• Доп. принадлежности
»» •• Болты гайки шайбы винты м8
»» •• Самоклеющиеся линейки
»» •• Флип-стопы (ограничители)
» • Профиль конструкционный
Диски СМТ
» Пилы ультратонкие для продольного и поперечного реза серия 271
» Пилы ультратонкие для поперечного реза серия 272
» Для торцовки с увеличенным ресурсом и качеством.
принадлежности
»» •••Шаблоны
Профили T-TRACK
» • Профили T-Track
» Профиль для параллельного упора
» Профили T-Track INCRA
» • Ползунок в т-трек (t-track)
» • Комплектующие для T-track
»» •• Доп. принадлежности
»» •• Болты гайки шайбы винты м8
»» •• Самоклеющиеся линейки
»» •• Флип-стопы (ограничители)
» • Профиль конструкционный
Диски СМТ
» Пилы ультратонкие для продольного и поперечного реза серия 271
» Пилы ультратонкие для поперечного реза серия 272
» Для торцовки с увеличенным ресурсом и качеством. серия 274, 285, 294
Мебельные комплектующие
Клей
» TITEBOND (США)
»» Красный (внутр. работы)
»» Синий (внутр.+ наруж.)
»» Прозрачный (внутр.+ наруж.)
»» Зеленый( все виды работ + конт. с пищей)
»» Монтажный клей
»» Polyurethane Wood Glue Titeseal (D4)
»» Liquid Hide Wood Glue (эффект состарившегося дерева)
»» Клеи для напольных покрытий
»» Кисти
»» Помпа
» Клейберит
» Строительные пистолеты
» Incoll
» Контактный клей
Отделка
» Шпатлевка
» Абразив
»» Круг 150 мм 15 отв
»» Прямоуг.
серия 274, 285, 294
Мебельные комплектующие
Клей
» TITEBOND (США)
»» Красный (внутр. работы)
»» Синий (внутр.+ наруж.)
»» Прозрачный (внутр.+ наруж.)
»» Зеленый( все виды работ + конт. с пищей)
»» Монтажный клей
»» Polyurethane Wood Glue Titeseal (D4)
»» Liquid Hide Wood Glue (эффект состарившегося дерева)
»» Клеи для напольных покрытий
»» Кисти
»» Помпа
» Клейберит
» Строительные пистолеты
» Incoll
» Контактный клей
Отделка
» Шпатлевка
» Абразив
»» Круг 150 мм 15 отв
»» Прямоуг. на мягкой подложке
» Масло / Кондиционер
» Воск
Фрезы
» • Фрезы СМТ
»» Фрезы пазовые короткая серия
»» Пазовые с торцевым зубом
»» Пазовые длинная серия
»» Фрезы пазовые длинная серия
»» Обгонные фрезы с верхним подшипником
»» Псевдофиленка
»» СМТ наборы
»» PRO-внутренний радиус
»» Обгонные фрезы с нижним подшипником
»» Пазовые дисковые фрезы
»» Фрезы для скрытых мебельных ручек
»» Фреза для выравнивания поверхности
»» Фрезы со сменными ножами
»»» Фрезы обгонные с верхним и нижним подшипником
»»» Фрезы врезные пазовые со сменными ножами
»»» Фреза Z2+2 погружная для выравнивания поверхности
»»» Фрезы Z3 для выравнивания поверхности со сменными ножами
»» Фреза Z3 для изготовления подносов и блюд
»» Фрезы прямые пазовые со сменным ножом
» Наборы фрез BOSCH
» ФрезыCMT Contractor
»» пазовые с торцевым зубом серия 174
»» пазовые короткие серия 911
»» Пазовые удлиненные серия 912
»» обгонные с верх.
на мягкой подложке
» Масло / Кондиционер
» Воск
Фрезы
» • Фрезы СМТ
»» Фрезы пазовые короткая серия
»» Пазовые с торцевым зубом
»» Пазовые длинная серия
»» Фрезы пазовые длинная серия
»» Обгонные фрезы с верхним подшипником
»» Псевдофиленка
»» СМТ наборы
»» PRO-внутренний радиус
»» Обгонные фрезы с нижним подшипником
»» Пазовые дисковые фрезы
»» Фрезы для скрытых мебельных ручек
»» Фреза для выравнивания поверхности
»» Фрезы со сменными ножами
»»» Фрезы обгонные с верхним и нижним подшипником
»»» Фрезы врезные пазовые со сменными ножами
»»» Фреза Z2+2 погружная для выравнивания поверхности
»»» Фрезы Z3 для выравнивания поверхности со сменными ножами
»» Фреза Z3 для изготовления подносов и блюд
»» Фрезы прямые пазовые со сменным ножом
» Наборы фрез BOSCH
» ФрезыCMT Contractor
»» пазовые с торцевым зубом серия 174
»» пазовые короткие серия 911
»» Пазовые удлиненные серия 912
»» обгонные с верх.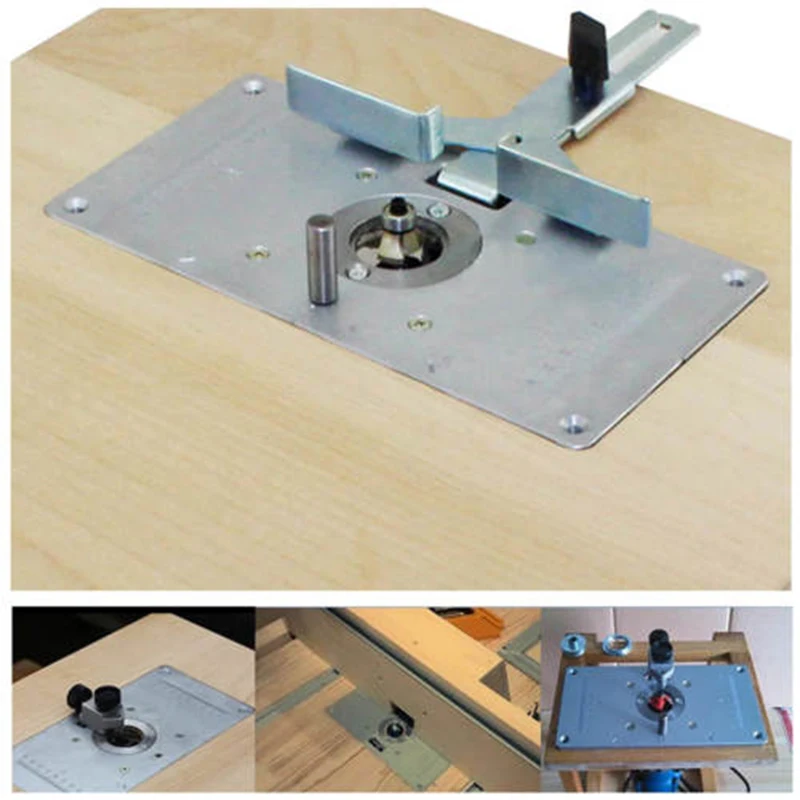 подш. серия 911B
»» с внутр. радиусом и подш. серия 940
»» Для скрытых мебельных ручек серия 955
»» для радиальных пазов 922
» • Свёрла чашечные HW для фрезера L60 серия 392
»» Сверла присадочные Глухие LH 55,5
»» Сверла присадочные Глухие RH 55,5
» Фрезы Энкор
»» • Пазовые прямые
»» • Пазовые фасонные
»» • Кромочные фигурные
»» • Кромочные прямые
»» • Кромочные конусные
»» • Калевочные
»» • Фигирейные горизонт.
подш. серия 911B
»» с внутр. радиусом и подш. серия 940
»» Для скрытых мебельных ручек серия 955
»» для радиальных пазов 922
» • Свёрла чашечные HW для фрезера L60 серия 392
»» Сверла присадочные Глухие LH 55,5
»» Сверла присадочные Глухие RH 55,5
» Фрезы Энкор
»» • Пазовые прямые
»» • Пазовые фасонные
»» • Кромочные фигурные
»» • Кромочные прямые
»» • Кромочные конусные
»» • Калевочные
»» • Фигирейные горизонт. »» • Фигирей вертик.
»» • Мультипрофильные
»» • Комбинированные
»» • Фальцевые кромочные
»» • Галтельные фрезы
»» • Фрезы по ГКЛ
»» • Фрезы по ДСП
»» Ласточкин хвост
»» • Наборы фрез
»» • Насадные фрезы
»»» •• Фрезерные головки
»»» •• Кромочные
»»» •• Галтельные
»»» •• Микрошиповые
»» • Разметочный инструмент Энкор
»» • Втулки копировальные
» Фреза для врезания замков
» Сменные ножи для фрез
Кондукторы
» • Сборка мебели
» • Приспособления для инструментов
» • Для ламината/плитки
» • Втулки для изготовления кондукторов
» Для нарезания шипов
» *Для складных метров
» Приспособления для пил
» Кондукторы Kreg
» Косой шуруп
»» БИТЫ и СВЕРЛА KREG
»» Скрытые соединения Kreg Jig
»» Заглушки мебельные
»» Саморезы для KREG Jig
»»» Мелкий шаг резьбы
»»» Крупный шаг резьбы
»»» Саморезы для KREG HD
»»» Наборы саморезов KREG
»»» Шурупы KREG Deck Jig
Оснастка
» • Оснастка для кондукторов
» Сверла
»» •• Спиральные
»» •• Сверла Форстнера
»»» ••• Твердосплавные
»»» ••• Обычные
» • Зенкеры
» Пилки для лобзика
»» Для ручного
» Магниты
» Расходники
• Измерение + разметка
» Электронные
» Линейки
» Разметочные линейки
» • Карандаши для разметки
» Угольники
» Штангенциркули
Верстаки
» • Модульный верстак
» • Комбинированные (фрезер + пила)
» • Рабочие столы
» • Принадлежности к верстакам
Японские пилы
Струбцины и зажимы
» • Быстрозажимные
» • Винтовые
» • Трубные и ваймы
» • IRWIN
» • Энкор
» • Тиски
» • Startul
» • EHOMA
» • Пазовые в T-Track
» • Stanley
» Зажимы и Струбцины Kreg
» • Bessey
» • Зажимы механические Toggle Clamps
» • Quick-Piher быстрозажимные
» • Угловые (рамочные)
» Корпусные струбцины
Барашки
Для ЧПУ станка
» Направляющие для чпу и ЗD принтера
» Фрезы для чпу
»» Спиральные
»»» Однозах.
»» • Фигирей вертик.
»» • Мультипрофильные
»» • Комбинированные
»» • Фальцевые кромочные
»» • Галтельные фрезы
»» • Фрезы по ГКЛ
»» • Фрезы по ДСП
»» Ласточкин хвост
»» • Наборы фрез
»» • Насадные фрезы
»»» •• Фрезерные головки
»»» •• Кромочные
»»» •• Галтельные
»»» •• Микрошиповые
»» • Разметочный инструмент Энкор
»» • Втулки копировальные
» Фреза для врезания замков
» Сменные ножи для фрез
Кондукторы
» • Сборка мебели
» • Приспособления для инструментов
» • Для ламината/плитки
» • Втулки для изготовления кондукторов
» Для нарезания шипов
» *Для складных метров
» Приспособления для пил
» Кондукторы Kreg
» Косой шуруп
»» БИТЫ и СВЕРЛА KREG
»» Скрытые соединения Kreg Jig
»» Заглушки мебельные
»» Саморезы для KREG Jig
»»» Мелкий шаг резьбы
»»» Крупный шаг резьбы
»»» Саморезы для KREG HD
»»» Наборы саморезов KREG
»»» Шурупы KREG Deck Jig
Оснастка
» • Оснастка для кондукторов
» Сверла
»» •• Спиральные
»» •• Сверла Форстнера
»»» ••• Твердосплавные
»»» ••• Обычные
» • Зенкеры
» Пилки для лобзика
»» Для ручного
» Магниты
» Расходники
• Измерение + разметка
» Электронные
» Линейки
» Разметочные линейки
» • Карандаши для разметки
» Угольники
» Штангенциркули
Верстаки
» • Модульный верстак
» • Комбинированные (фрезер + пила)
» • Рабочие столы
» • Принадлежности к верстакам
Японские пилы
Струбцины и зажимы
» • Быстрозажимные
» • Винтовые
» • Трубные и ваймы
» • IRWIN
» • Энкор
» • Тиски
» • Startul
» • EHOMA
» • Пазовые в T-Track
» • Stanley
» Зажимы и Струбцины Kreg
» • Bessey
» • Зажимы механические Toggle Clamps
» • Quick-Piher быстрозажимные
» • Угловые (рамочные)
» Корпусные струбцины
Барашки
Для ЧПУ станка
» Направляющие для чпу и ЗD принтера
» Фрезы для чпу
»» Спиральные
»»» Однозах. стружка вверх
»»»» Серия AA
»»»» Серия A
»»»» Серия N
»»» Однозах. стружка вниз
»»»» Серия A
»»»» Серия AA
»»»» Серия N
»»» Двухзаходные
»»»» Серия N
»»»» Серия A
»»» Компрессионные
»»»» Однозаходные
»»»» Двухзаходные
»»»» Трехзаходные
»»»» Трехзаходные
»» 3D обработка
»»» Спиральные двухзаходные сферические
»»» Спиральные двухзаходные конусные сферические
»» Фрезы СМТ для 3D
»» Фрезы прямые Z3 с чистовым стружколомом
» Фрезы гравировальные
» Фрезы монолитные по пластикам и стеклопластикам
» Цанга ER20
» Доп.
стружка вверх
»»»» Серия AA
»»»» Серия A
»»»» Серия N
»»» Однозах. стружка вниз
»»»» Серия A
»»»» Серия AA
»»»» Серия N
»»» Двухзаходные
»»»» Серия N
»»»» Серия A
»»» Компрессионные
»»»» Однозаходные
»»»» Двухзаходные
»»»» Трехзаходные
»»»» Трехзаходные
»» 3D обработка
»»» Спиральные двухзаходные сферические
»»» Спиральные двухзаходные конусные сферические
»» Фрезы СМТ для 3D
»» Фрезы прямые Z3 с чистовым стружколомом
» Фрезы гравировальные
» Фрезы монолитные по пластикам и стеклопластикам
» Цанга ER20
» Доп. Принадлежности
» Детали станка Чпу
» Блоки питания
» Гибкий кабель канал
Изделия из фанеры/мдф
Оборудование
» • Строгальные
» • Станки шлифовальные
» • Токарные станки по дереву
» • Стружкоотсосы
» • Шланги для удаления стружки
» • Принадлежности к инструменту
» * Распиловочные
» Электроинструмент
»» Макита
»»» Настольные дисковые пилы
»»» Отрезные пилы по металлу
»»» Циркулярные ручные пилы
»»» Ленточные шлифмашины
»»» Циркулярные пилы
»»» Эксцентриковые шлифмашины
»»» Торцовочные пилы
»»» Станки
»»» Макита МТ(быт.
Принадлежности
» Детали станка Чпу
» Блоки питания
» Гибкий кабель канал
Изделия из фанеры/мдф
Оборудование
» • Строгальные
» • Станки шлифовальные
» • Токарные станки по дереву
» • Стружкоотсосы
» • Шланги для удаления стружки
» • Принадлежности к инструменту
» * Распиловочные
» Электроинструмент
»» Макита
»»» Настольные дисковые пилы
»»» Отрезные пилы по металлу
»»» Циркулярные ручные пилы
»»» Ленточные шлифмашины
»»» Циркулярные пилы
»»» Эксцентриковые шлифмашины
»»» Торцовочные пилы
»»» Станки
»»» Макита МТ(быт. )
»»» Фрезы Макита
»»» Щетки для брашировки
»»» Ножницы
»»» Рубанки
»»» Лобзиковые пилы
»»» Станки точильные
»»» Прямые шлифмашины
»»» Сабельные и столярные пилы
»» Станки
»» Шлифовальные станки
»» TRITON (австралия)
»» Фрезеры
Запчасти
Заготовки
» Пластик
» Копмозит
» Алюминий (лист)
» Заглушки
» Фанера
» Заготовки из мдф
Положение о программе лояльности
Оборудование для майнинга
)
»»» Фрезы Макита
»»» Щетки для брашировки
»»» Ножницы
»»» Рубанки
»»» Лобзиковые пилы
»»» Станки точильные
»»» Прямые шлифмашины
»»» Сабельные и столярные пилы
»» Станки
»» Шлифовальные станки
»» TRITON (австралия)
»» Фрезеры
Запчасти
Заготовки
» Пластик
» Копмозит
» Алюминий (лист)
» Заглушки
» Фанера
» Заготовки из мдф
Положение о программе лояльности
Оборудование для майнинга
Обьем: Все37 мл118 мл296 мл473 мл0,5 л946 мл1кг4,5 кг3,785 л3.8л (4,6 кг)237 мл3,78 л355 мл540 гр15.14л (18,5 кг)13,24 л300 мл859 млнет20 кг8,14 л1 л250 мл20 литров500 мл750 мл
Модификация: Всеобычнаямаксимальнаястальной барашекпластиковый барашекБЕЗ барашков!Р120Р150Р220Р240Р280Р320Р180Р127Р80Р100время схват. 25минвремя схват. 10минвремя схват. 45минна профиль 800 ммна профиль 600 ммна профиль 1200 ммнапрокат на 7 днейкупить с цинковым покрытиемкупить без покрытияТ-образныйП-образныйЗакаленная+ циркульна стол 1200-800на стол 800-60024 мм27 мм*400-700400-200СтальПластик{"value":"Пластик","charge":"","type":"value"}
Производитель: Все3M АвстрияAllit ГерманияAssistent (Беларусь)BoschCMT (Тайвань)CMT ИталияDeWALTDeWaltFein (Германия)Incra СШАIRWINKaproKnipex ГерманияKREG (США)MakitaMakita Corporation. 3-11-8, Sumiyoshi-cho, Anjo, Aichi 446-8502, Japan, ЯпонияRobert BOSCH GmbH, D-70771 Leinfelden, Max-Lang-Str. 40-46 Germany. ГерманияSOLA Messwerkzeuge GmbH, Unteres Tobel 25, A-6840, Gotzis, Austria. АвстрияStanleyTritonVeritas, КанадаWolfcraft, ГерманияYato Роберт Бош ГмбХ«CMT Utensili SpA» (г. Пезаро, Италия)ЗАО «НЗСС»ИрвинКитай (Макита для бренда Maktec)Китай. CHINA DOMESTICООО «ИТО-Туламаш»ООО «Мастери с удовольствием»Сделано в Китае для Kreg Tool CompanyСМТ ИталияЦИЧАО «Коростеньский завод МДФ»ЭнкорЭнкор ( Воронеж, РФ)Энкор (Россия)Энкор Воронеж
Новинка: Вседанет
Спецпредложение: Вседанет
Результатов на странице: 5203550658095
Найти
Приспособления для фрезерования: расширяем функционал ручного фрезера
Расширить функциональные возможности ручного электроинструмента, сделать его использование более удобным, комфортным и безопасным позволяют приспособления для ручного фрезера. Серийные модели таких устройств стоят достаточно дорого, но можно сэкономить на их приобретении и сделать приспособления для оснащения фрезера по дереву своими руками.
Различного рода приспособления могут сделать из ручного фрезера по-настоящему универсальный инструмент
Основная задача, которую решают приспособления для фрезера, заключается в том, чтобы инструмент располагался по отношению к обрабатываемой поверхности в требуемом пространственном положении. Некоторые наиболее часто используемые приспособления для фрезерных станков входят в стандартную комплектацию такого оборудования. Те же модели, которые имеют узкоспециализированное назначение, приобретаются отдельно или изготавливаются своими руками. При этом у многих приспособлений для фрезера по дереву такая конструкция, что изготовить их своими руками не представляет особых проблем. Для самодельных приспособлений для ручного фрезера даже не потребуются чертежи – вполне достаточно будет их рисунков.
Среди приспособлений для фрезера по дереву, которые можно изготовить и своими руками, есть целый ряд популярных моделей. Рассмотрим их подробнее.
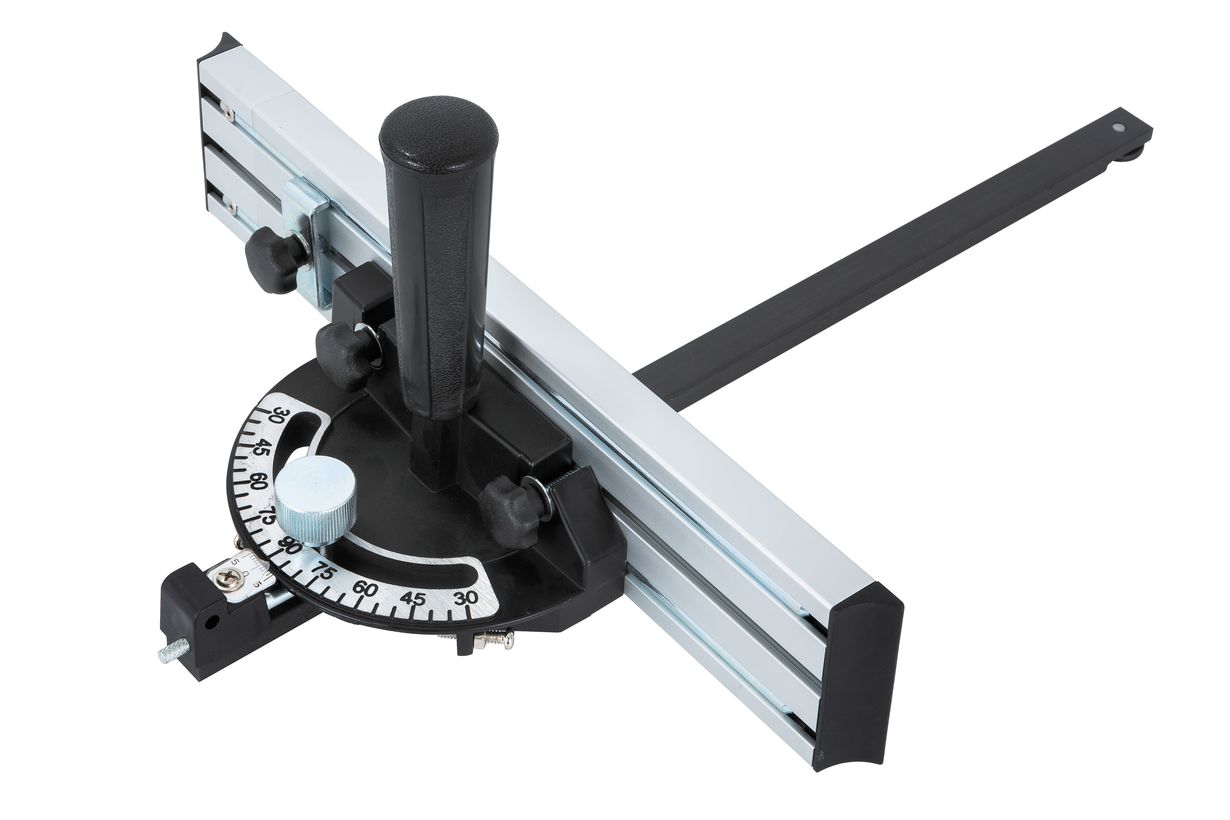
Параллельный упор для выполнения прямых и фигурных резов
Параллельный упор для фрезерного стола или другой базовой поверхности, позволяющий выполнять в дереве прямолинейные резы относительно данных поверхностей, является одним из самых популярных приспособлений и входит в стандартный комплект многих моделей. Используя такое приспособление, базовым элементом для которого, кроме рабочего стола, может выступать боковая сторона обрабатываемой детали или направляющая рейка, выполняют обработку пазов на заготовке, а также осуществляют фрезерование ее кромочной части.
Устройство параллельного упора заводского исполнения
Конструкция параллельного упора для фрезера включает в себя следующие составные элементы:
- штанги, которые вставляются в специальные отверстия в корпусе фрезера;
- стопорный винт, посредством которого штанги фиксируются в требуемом положении;
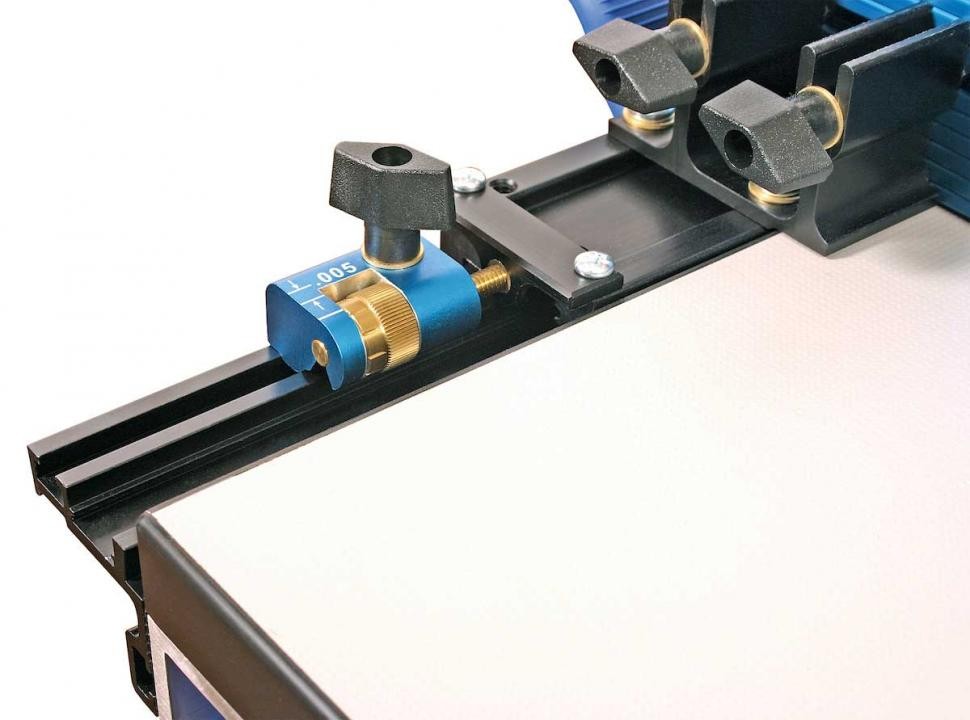
- винт точной настройки, который нужен для того, чтобы более точно отрегулировать расстояние, на котором ось фрезы будет находиться от базовой поверхности;
- опорные накладки, которыми приспособление упирается в базовую поверхность (в отдельных моделях параллельных упоров предусмотрена возможность изменения расстояния между опорными накладками).
Чтобы подготовить упор для фрезера к работе, требуется совершить следующие действия:
- вставить штанги упора в отверстия в основании фрезера и закрепить их в требуемом положении стопорным винтом;
- ослабив стопорный винт и используя винт точной настройки, отрегулировать расстояние между осью фрезы и опорной поверхностью приспособления.
Устройство самодельного параллельного упора из твердой древесины
Чертеж основания
Зажимные планки изготавливаются из целой заготовки
Дополнив параллельный упор одной простой деталью, можно использовать такое приспособление для создания в дереве не только прямолинейных, но и криволинейных резов. Такой деталью является деревянный брусок, одна сторона которого прямая, а на второй выполнена выемка округлой или угловой формы. Его располагают между опорными накладками упора и базовой поверхностью обрабатываемой заготовки из дерева, которая имеет криволинейную форму.
При этом, естественно, своей прямой стороной брусок должен упираться в опорные накладки приспособления, а стороной с выемкой – в криволинейную базовую поверхность. Работать с параллельным упором, дополнительно оснащенным таким бруском, следует предельно аккуратно, так как положение самого фрезера в данном случае будет достаточно неустойчивым.
Доработка штатного упора для фрезерования округлостей
Направляющая шина
Направляющая шина, как и параллельный упор, обеспечивает прямолинейное перемещение фрезера относительно базовой поверхности в процессе обработки дерева. Между тем, в отличие от параллельного упора, такая направляющая для фрезера может располагаться под любым углом к кромке обрабатываемого изделия. Таким образом, направляющая шина может обеспечить возможность точного перемещения фрезера в ходе обработки дерева практически в любом направлении в горизонтальной плоскости. Направляющая шина, оснащенная дополнительными конструктивными элементами, пригодится также при фрезеровании отверстий, располагаемых в дереве с определенным шагом.
Фиксация направляющей шины на рабочем столе или обрабатываемой заготовке обеспечивается специальными зажимами. Если в базовой комплектации приспособления такие зажимы отсутствуют, для этих целей подойдут обычные струбцины. Отдельные модели направляющих шин могут быть укомплектованы специальным адаптером, который часто называют башмаком. Адаптер, соединяемый с основанием фрезера посредством двух штанг, в процессе обработки скользит по профилю шины и таким образом обеспечивает перемещение рабочей головки фрезера в заданном направлении.
Выборка фрезером паза с использованием направляющей шины
Такое приспособление для фрезерования, как направляющая шина, лучше всего применять в комплекте с фрезерами, опорная площадка которых оснащена регулируемыми по высоте ножками. Объясняется это следующим. В тех случаях, когда опорные поверхности фрезера и шины оказываются в разных горизонтальных плоскостях, что может произойти при слишком близком расположении приспособления по отношению к обрабатываемой заготовке из дерева, регулируемые ножки инструмента дают возможность устранить такое расхождение.
Направляющие приспособления для оснащения фрезера, которые, несмотря на простоту своей конструкции, будут отличаться высокой эффективностью использования, без особых сложностей можно изготовить и своими руками. Простейшее из таких приспособлений может быть сделано из длинного деревянного бруска, который закрепляется на обрабатываемом изделии при помощи струбцин. Чтобы такая приспособа стала еще более удобной, можно дополнить ее боковыми упорами. Если положить и зафиксировать брусок одновременно на двух (и даже более) заготовках из дерева, то можно выполнить фрезерование паза на их поверхности за один проход.
Фрезерование вдоль деревянной планки, закрепленной на заготовке
Основной недостаток, которым отличается устройство вышеописанной конструкции, заключается в том, что точно зафиксировать брусок относительно линии будущего реза непросто. Подобного недостатка лишены направляющие приспособления двух предложенных ниже конструкций.
Первое из таких приспособлений представляет собой устройство, изготовленное из соединенных между собой доски и фанерного листа. Чтобы обеспечить выравнивание данного приспособления по отношению к краю выполняемого паза, необходимо соблюсти следующие условия: расстояние от края упора до края фанеры (основы) должно точно соответствовать расстоянию, на котором используемый инструмент располагается от крайней точки базы фрезера. Приспособление предложенной конструкции применяется в том случае, если дерево обрабатывается фрезами одного диаметра.
Приспособление для выборки пазов фрезером
Для фрезерных операций, выполняемых инструментами различного диаметра, целесообразно применять приспособления другой конструкции. Особенность последних заключается в том, что фрезер при их использовании соприкасается с упором всей подошвой, а не только своей средней частью. В конструкции такого упора присутствует откидная доска на петлях, которая и обеспечивает правильное пространственное положение устройства по отношению к поверхности обрабатываемого изделия из дерева. Назначение этой доски состоит в том, чтобы обеспечить фиксацию упора в требуемом положении. После того как такая процедура будет выполнена, доска откидывается и тем самым освобождает место для рабочей головки фрезера.
Приспособление с откидной планкой
Изготавливая такое приспособление для фрезера своими руками, следует иметь в виду, что расстояние от центра используемого инструмента до крайней точки базы фрезера должно соответствовать величине ширины откидной доски и зазора между доской и упором, если он предусмотрен в конструкции приспособления. В том случае, если при изготовлении данного приспособления вы ориентировались только на край фрезы и край паза, который необходимо сформировать с ее помощью, применять такое устройство можно будет только с фрезами одного диаметра.
Нередко фрезеровать пазы в заготовках из дерева приходится поперек волокон материала, что приводит к образованию задиров. Уменьшить величину задиров позволяют приспособления, которые, прижимая волокна в том месте, где выходит фреза, не дают им отщепиться от поверхности обрабатываемого дерева. Конструкция одного из таких приспособлений состоит из двух досок, которые соединяются между собой шурупами под углом 90°. Ширина паза, выполненного в таком приспособлении, должна совпадать с шириной выемки, создаваемой в изделии из дерева, для чего с разных сторон упора используют фрезы разного диаметра.
Другое фрезерное приспособление, конструкция которого состоит из двух L-образных элементов, фиксируемых на обрабатываемом изделии из дерева струбцинами, требуется для фрезерования открытых пазов и обеспечивает минимальное количество задиров в процессе обработки.
Копировальные кольца и шаблоны
Копировальная втулка для фрезера – это приспособление с выступающим бортиком, который скользит вдоль шаблона и таким образом задает движение фрезы в требуемом направлении. На подошве фрезера такое кольцо может фиксироваться различными способами: прикручиваться винтами, вворачиваться в резьбовое отверстие, вставляться специальными усиками в отверстия в подошве инструмента.
Расчет смещения фрезы при использовании копировальной втулки
Диаметры копировального кольца и применяемого инструмента должны иметь близкие значения, но при этом важно, чтобы кольцо не касалось режущей части фрезы. Если диаметр кольца превышает поперечный размер копировальной фрезы, то такой шаблон для компенсации разницы между его размером и диаметром инструмента не должен превышать размера обрабатываемого изделия.
Фрезерный шаблон, выполненный в виде кольца, может закрепляться на заготовке из дерева при помощи двухстороннего скотча и струбцин, которыми обе его части прижимаются к рабочему столу. Выполнив фрезерование по шаблону, следует проверить, что кольцо в процессе выполнения фрезерной операции плотно прижималось к краю шаблона.
Выборка продолговатого отверстия с помощью шаблона и копировального кольца
Шаблоны для фрезерования можно использовать не только для обработки всей кромки изделия, но и для придания его углам округлой формы. Применяя такой шаблон для фрезера, можно выполнять на углах обрабатываемого изделия из дерева закругления различного радиуса.
Шаблоны, используемые для работы с ручным фрезером, могут оснащаться подшипником или кольцом. В последнем случае необходимо соблюсти следующие условия: кольцо должно точно соответствовать диаметру фрезы или в конструкции приспособления должны быть предусмотрены упоры, которые позволяют отодвигать шаблон от края заготовки и тем самым устранять разницу между радиусами инструмента и кольца.
При помощи шаблонов, которые могут быть и регулируемыми, можно не только фрезеровать кромки обрабатываемого изделия из дерева, но и создавать фигурные пазы на его поверхности. Кроме того, если сделать шаблон соответствующей конструкции, что не представляет больших сложностей, с ним можно будет быстро и точно вырезать пазы для дверных петель.
Вырезание пазов округлой и эллиптической формы
Чтобы ручным фрезером вырезать в дереве пазы в форме круга или эллипса, используют циркульные приспособления. Простейший циркуль для фрезера состоит из штанги. Один ее конец соединяется с основанием фрезера, а второй оснащается винтом и штифтом. Штифт вставляется в отверстие, выступающее в качестве центра окружности, по контуру которой формируется паз. Чтобы изменить радиус окружности паза, для выполнения которого используется такой циркуль для фрезера, достаточно сместить штангу относительно основания фрезера. Более удобными в использовании являются циркульные приспособления, в конструкции которых предусмотрены две штанги, а не одна.
Простейший циркуль-штанга часто идет в комплекте с фрезером
Оснастка, работающая по принципу циркуля, является достаточно распространенным типом приспособлений, используемых для работы с фрезером. С их помощью очень удобно выполнять фрезерование фигурных пазов с различными радиусами закругления. Как уже говорилось выше, типовая конструкция такого приспособления, которое можно изготовить и своими руками, включает в себя винт со штифтом, имеющим возможность перемещаться по пазу устройства и тем самым позволяющим регулировать радиус создаваемого паза.
В тех случаях, когда фрезером по дереву или другому материалу необходимо создать отверстие небольшого диаметра, используется оснастка другого типа. Особенностью конструкции таких приспособлений, которые фиксируются на нижней части базы фрезера, является то, что их штифт, устанавливаемый в центральное отверстие на обрабатываемой заготовке, располагается под основанием используемого электроинструмента, а не за его пределами.
Самодельный циркуль с двумя направляющими
Используя специальные приспособления, ручным фрезером можно создавать в дереве не только круглые, но и овальные отверстия. Конструкция одного из таких приспособлений включает в себя:
- основание, которое может фиксироваться на обрабатываемом изделии из дерева вакуумными присосками или винтами;
- два башмака, которые перемещаются по пересекающимся направляющим;
- две монтажные штанги;
- кронштейн, соединяющий основание приспособления с фрезером.
За счет специальных пазов в кронштейне такого приспособления его опорная плита легко выставляется в одной плоскости с основанием фрезера. Если данная оснастка используется для выполнения фрезерования по круглому контуру, то задействуется один башмак, а если по овальному, то оба. Сделанный таким приспособлением вырез отличается более высоким качеством, чем если бы он был выполнен с использованием лобзика или ленточной пилы. Объясняется это тем, что обработка при помощи фрезера, используемого в данном случае, осуществляется инструментом, который вращается с высокой скоростью.
Результат работы с самодельным циркулем – круглое отверстие с ровными кромками
Приспособления для быстрого и качественного фрезерования пазов на узких поверхностях
На вопрос о том, как сделать пазы для дверных петель или замка, сможет ответить любой домашний мастер. Для этих целей, как правило, используются дрель и обычное долото. Между тем выполнить такую процедуру значительно быстрее и с меньшими трудозатратами можно, если взять для этого фрезер, оснащенный специальным приспособлением. Конструкция такого приспособления, при помощи которого на узких поверхностях можно создавать пазы различной ширины, представляет собой плоское основание, фиксируемое на подошве фрезера. На основании, которое может иметь как круглую, так и прямоугольную форму, установлены два штыря, задача которых заключается в том, чтобы обеспечить прямолинейное движение фрезера в процессе обработки.
Основное требование, которому должна соответствовать насадка на фрезер вышеописанной конструкции, состоит в том, что оси направляющих штырей должны находиться на одной линии с центром используемой для обработки дерева фрезы. Если данное условие выполнено, то паз, выполняемый на торце обрабатываемой заготовки, будет располагаться строго по его центру. Чтобы сместить паз в одну из сторон, достаточно надеть на один из направляющих штырей втулку соответствующего размера. При использовании подобной насадки на ручной фрезер нужно следить за тем, чтобы направляющие штыри в процессе обработки прижимались к боковым поверхностям обрабатываемого изделия.
Приспособление для выборки пазов (нажмите для увеличения)
Обеспечить устойчивость фрезера при обработке узких поверхностей можно и без специальных приспособлений. Решают такую задачу при помощи двух досок, которые крепятся с обеих сторон обрабатываемого изделия таким образом, чтобы сформировать с поверхностью, на которой выполняется паз, одну плоскость. Сам фрезер при использовании такого технологического приема позиционируется при помощи параллельного упора.
Фрезерные приспособления для обработки тел вращения
Многие приспособления для ручного фрезерного станка, изготавливаемые пользователями под свои нужды, не имеют серийных аналогов. Одним из таких устройств, необходимость в использовании которого возникает достаточно часто, является приспособление, облегчающее процесс вырезания пазов в телах вращения. Используя такое приспособление, в частности, можно легко и точно вырезать продольные канавки на столбах, балясинах и других изделиях из дерева подобной конфигурации.
Приспособление для нарезки канелюр в балясинах
Конструкцию данного приспособления составляют:
- корпус;
- передвижная фрезерная каретка;
- диск, при помощи которого выполняется установка угла поворота;
- винты, обеспечивающие фиксацию обрабатываемой заготовки;
- стопорный винт.
Если такое приспособление дополнительно оснастить простейшим приводом, в качестве которого можно использовать обычную дрель или шуруповерт, то фрезерованием на нем можно успешно заменить обработку, выполняемую на токарном станке.
Приспособление для фрезерования шипов
Шипорезное приспособление для фрезера позволяет с высокой точностью выполнять обработку деталей, соединяемых по принципу «шип-паз». Наиболее универсальные из таких приспособлений позволяют выполнять фрезерование шипов различных типов («ласточкин хвост» и прямые). В работе такого приспособления задействовано копировальное кольцо, которое, перемещаясь по пазу в специальном шаблоне, обеспечивает точное движение фрезы в заданном направлении. Чтобы изготовить такой копировальный станок своими руками, необходимо в первую очередь подобрать шаблоны пазов, для выполнения которых он будет использоваться.
Несколько дополнительных вариантов расширения функциональности фрезера
Зачем нужно создавать дополнительные приспособления для оснащения ручного фрезера, который и так является достаточно функциональным устройством? Дело в том, что такие приспособления позволят вам превратить свой ручной фрезер в полноценный обрабатывающий центр. Так, зафиксировав ручной фрезер на направляющей (это может быть и направляющая для дрели), можно не только облегчить процесс его использования, но и повысить точность выполняемых операций. Конструкция такого полезного приспособления не содержит в себе сложных элементов, поэтому изготовить его для фрезера и для дрели своими руками не составит большого труда.
Многие домашние мастера, задаваясь вопросом о том, как работать с ручным фрезером с еще большей эффективностью, изготавливают для этого инструмента функциональный рабочий стол. Естественно, использовать такой стол можно и для другого оборудования (например, для циркулярной пилы или электрической дрели).
Закрепленный на подошве фрезера треугольник из фанеры позволяет выполнять скругленные углы на дверях или дверцах
Если в вашем распоряжении нет ручного фрезера, то и такая проблема решается при помощи специальных приспособлений, позволяющих успешно выполнять фрезерование на серийном токарном станке. Используя фрезерное приспособление для токарного станка, можно значительно расширить функциональные возможности серийного оборудования (в частности, выполнять с его помощью обработку плоскостей, делать выборку пазов и канавок, обрабатывать различные детали по контуру). Важно также, что такое приспособление для токарного станка не отличается сложностью конструкции, и изготовить его самостоятельно не составит больших проблем.
Виды линейных направляющих для фрезерно-гравировальных станков с ЧПУ
Практически все мебельные и деревообрабатывающие предприятия используют фрезерно-гравировальные станки с ЧПУ, и большая часть технологических процессов сосредоточена на этом оборудовании. Раскрой, фрезерование, сверление отверстий, нанесение гравировки и другие технологические операции выполняются в одном обрабатывающем цикле по алгоритму, заданному в управляющей программе. Поэтому малейший сбой в работе станка влечет за собой снижение качества готового изделия.
Владельцы предприятий понимают, что выбрать оборудование с нужными технологическими возможностями достаточно непросто. Нужно учесть массу конструктивных особенностей, поскольку изменить большинство из них будет дорого или вообще невозможно. Опорно-направляющая группа относится к особенно важным узлам. От нее зависит точность перемещений инструмента по координатным осям, а, соответственно, и качество готовой продукции.
Назначение линейных направляющих
Направляющие линейного перемещения на фрезерно-гравировальных станках выполняют три задачи:
- Являются опорами для поперечной балки, отвечают за ее движение в заданном направлении. Низкая сила трения — одно из ключевых требований к узлу.
- Отвечают за точность перемещения и не должны иметь люфтов в паре направляющая-подшипник. Повышенные требования предъявляются к позиционированию направляющих относительно рабочего поля.
- Воспринимают вторичные нагрузки. Опоры должны иметь высокие показатели жесткости на изгиб и кручение.
Существует несколько разновидностей линейных направляющих для станков с ЧПУ фрезерно-гравировальной группы. Они различаются формой сечения профиля, имеют разные показатели грузоподъемности и жесткости. Тип линейных направляющих закладывается в проект станка и уже не может быть изменен в процессе эксплуатации, поскольку связан с геометрией станины и высотой портала относительно рабочего поля.
Для изготовления деталей этих узлов используются шарикоподшипниковые стали типа ШХ-15, коррозионностойкие 95Х18, а также их зарубежные аналоги. Для повышения прочности и износостойкости их подвергают термической обработке.
Распространенные конструкции
Мы предлагаем рассматривать конструкции линейных направляющих и линейных подшипников в парах, чтобы получить более полное представление об их работе.
Полированные цилиндрические валы
Этот вид направляющих используется в маломощных станках бюджетного класса. Полированные валы имеют гладкую поверхность, крайне низкие предельные отклонения по диаметру и прямолинейности. Такие направляющие очень просты в монтаже — крепятся к станине посредством двух кронштейнов, установленных по краям. Благодаря низкому коэффициенту трения такие валы практически не дают потерь мощности при перемещении. Однако у них есть ряд недостатков, ограничивающих применение в портальных фрезерно-гравировальных станках.
Установка направляющих на станок независимо от рабочего стола плохо сказывается на точности обработки. Когда каретка или балка находятся в среднем положении, даже незначительные нагрузки вызывают прогиб валов и снижение точности обработки. То же самое происходит при высоких горизонтальных подачах. Деформации из упругих переходят в пластические, то есть геометрия вала не восстанавливается.
Если соотношение диаметра и длины вала составляет менее 0,05, он будет провисать под собственным весом. Чтобы добиться приемлемой точности обработки, необходимо провести расчет жесткости конструкции с учетом максимальных рабочих нагрузок.
В паре с цилиндрическими направляющими используются втулки двух типов:
- Подшипники качения.
- Втулки с шариками внутри имеют повышенные люфты в сравнении с другими типами подвижных опор. Они чувствительны к попаданию пыли и стружки. Из-за точечного касания шариков они имеют малую грузоподъемность и склонны к бринеллированию (оставляют отпечатки на валах) при повышенных нагрузках.
- Подшипники скольжения.
- Втулки с бронзовыми или полимерными вкладышами нечувствительны к пыли, но имеют более высокий коэффициент трения по сравнению с шариковыми подшипниками. Их можно изготавливать самостоятельно. Но, помимо станочной обработки, вкладыши требуют ручной подгонки.
Такие пары не имеют сопротивления крутящему моменту, поскольку втулка свободно проворачивается относительно вала. Для компенсации этого недостатка для каждой опоры используется две направляющих.
Шлицевые валы
Продольные шлицы вдоль цилиндрических поверхностей валов, по которым движутся тела качения, предотвращают проворачивание втулки относительно направляющей. Еще одно преимущество такой конструкции — более высокое сопротивление изгибающим и крутящим нагрузкам. В остальном шлицевый профиль не отличается от цилиндрического и дублирует практически все его недостатки.
Еще один минус — высокая стоимость производства работ. Поэтому на фрезерно-гравировальных ЧПУ станках направляющие «шлицевой вал-шариковая втулка» применяются крайне редко.
Цилиндрические рельсовые направляющие
Рельсовая направляющая представляет собой шлифованный цилиндрический вал на опоре призматического типа. Такая конструкция отличается повышенной жесткостью, что исключает провисание под весом балки или шпинделя. Цилиндрические рельсы крепятся на несущие конструкции станка при помощи болтов. Для этого в основании опоры сверлятся отверстия.
В случае прогиба станины под нагрузкой направляющие копируют (и компенсируют) ее деформации.
Втулки для таких опор имеют незамкнутую цилиндрическую поверхность, поэтому реакция на нагрузки в разных направлениях также будет различаться. Из-за повышенного люфта в вертикальном направлении может оказаться, что точность такого станка с тяжелым шпинделем окажется ниже, чем у аналогичной по конструкции модели с направляющими в виде полированных валов.
Цилиндрические рельсы сравнительно недороги в производстве, поэтому есть в ассортименте большинства брендов с именем и без него. Поэтому разброс по качеству тоже значителен. Бывает, что втулки безымянного производителя «не лезут» на его же рельсы, и такие случаи — не редкость.
Призматические направляющие и ласточкин хвост
Такие направляющие применяются на промышленных металлообрабатывающих станках, к которым предъявляются высокие требования относительно жесткости и устойчивости к знакопеременным и статическим нагрузкам.
Призматические направляющие и ласточкин хвост выполняются как часть станины. Движущиеся по ним каретки представляют собой линейные подшипники полусухого или полужидкостного трения. После высокоточной станочной обработки пара подгоняется вручную на прилегание. Это трудоемкая и дорогостоящая операция.
Если в направляющих появляется износ (а он, как правило, неравномерен по длине), перешлифовать их в ремонтный размер чаще всего может только производитель. Заменить наделки в подшипнике можно самостоятельно, если не пугает ручная подгонка.
Из-за описанных выше сложностей случаи применения призматических направляющих на ЧПУ фрезерно-гравировальной группы единичны.
Профильные рельсовые направляющие
Профильные системы считаются наиболее надежными в работе, но вместе с тем требуют от производителя станка точности в установке. Рельсы закрепляются на станине при помощи винтов, по ним движутся каретки с шариками или роликами. Тела качения располагаются в дорожках. Такая конструкция имеет ряд преимуществ перед другими системами:
- Профиль дорожек обеспечивает равномерное распределение нагрузок на весь участок, находящийся под кареткой. Контактная поверхность между направляющей и телом качения представляет собой линию или дугу.
- Момент инерции сечения профиля рассчитан с высокой точностью. Рельс одинаково хорошо справляется с крутящими и изгибающими нагрузками независимо от направления их приложения.
- Профильные линейные направляющие с каретками работают практически без люфтов. Минимальные зазоры между телами качения и дорожками, высокий класс точности обработки позволяют собирать такие пары с преднатягом (отрицательным зазором).
- Профильные системы комплектуют пыльниками, сальниками, маслосъемными элементами. Их подключают к системе централизованной смазки, управляемой станком, поэтому подшипники такого типа имеют повышенный ресурс.
Чтобы преимущества профильных направляющих были полностью реализованы, производитель станка должен выполнить высокоточную обработку посадочных мест под рельсы: поверхность должна быть гладкой, нужно добиться хорошей соосности отверстий для крепления, применять качественные метизы.
Направляющие на станках MULTICUT
Во всех сериях станков компании MULTICUT используются профильные направляющие и линейные подшипники HIWIN — одного из наиболее известных производителей комплектующих с бескомпромиссным качеством. Все узлы доставляются со склада официального представителя компании в России, что является гарантией оригинальности продукции. HIWIN специализируется на технологиях линейного перемещения. Компания создает высокоточные компоненты, которые используются в станкостроении, производстве авиационной и космической техники, медицинского оборудования.
Производитель разработал четыре серии профильных линейных направляющих для ЧПУ, которые выпускаются в типоразмерах от 15 до 45. Шариковые и роликовые линейные направляющие имеют 4 ряда тел качения, что обеспечивает высокую несущую способность, устойчивость портала и каретки со шпинделем.
Одно из преимуществ компонентов HIWIN — плавность хода. Благодаря этому даже черновые проходы на станках MULTICUT дают высокую чистоту поверхности изделия. В линейных подшипниках применяются пластиковые сепараторы, благодаря которым снижен уровень вибрации и шума.
Получить консультации, касающиеся направляющих линейного перемещения, а также других узлов, предусмотренных в станках MULTICUT, можно у наших сотрудников по телефону.
Каретка для фрезерного стола
Для полноценной работы с ручным фрезером кроме самого инструмента, материала и соответствующего набора фрез необходимо иметь еще один компонент – приспособления. Чтобы фреза могла формировать заготовку в соответствии с замыслом мастера, – срезая материал именно там, где требуется, – она в каждый момент времени должна находиться в строго определенном положении относительно заготовки. Для обеспечения этого и служат многочисленные приспособления для ручного фрезера. Некоторые из них – самые необходимые – входят в комплект поставки инструмента. Другие приспособления для фрезерования, приобретаются или изготавливаются своими руками. При этом самодельные приспособления так просты, что для их изготовления можно обойтись и без чертежей, используя только их рисунки.
Параллельный упор
Чтобы установить приспособление в рабочее положение, необходимо штанги 2 вдвинуть в отверстия станины 3, обеспечивая необходимое расстояние между опорной поверхностью упора и осью фрезы, и зафиксировать их стопорным винтом 4. Для точного позиционирования фрезы, нужно отпустить стопорный винт 9 и вращением винта точной настройки 5 установить фрезу в нужное положение. У некоторых моделей упора, размеры опорной поверхности можно менять, сдвигая или раздвигая опорные накладки 8.
Если к параллельному упору добавить одну простую деталь, то с его помощью можно фрезеровать не только прямолинейные, но и криволинейные пазы, например, обрабатывать круглую заготовку. Причем внутренняя поверхность бруска, расположенного между упором и заготовкой, не обязательно должна иметь округлую форму, повторяющую кромку обрабатываемой детали. Ей можно придать и более простую форму (рисунок «а»). При этом траектория движения фрезы не изменится.
Конечно, и обычный параллельный упор, благодаря выемке в центре, позволит ориентировать фрезер вдоль округлой кромки, однако положение фрезера может быть недостаточно устойчивым.
Направляющая шина
К столу или детали направляющая шина крепится струбцинами или специальными зажимами. Шина может быть укомплектована адаптером (башмаком), который соединен с основанием фрезера двумя штангами. Скользя по профилю шины, адаптер задает прямолинейное движение фрезы.
Иногда (при слишком близком расстоянии шины от фрезера) опорные поверхности шины и фрезера могут оказываться в разных плоскостях по высоте. Для их выравнивания некоторые фрезеры оснащают выдвижными опорными ножками, которые изменяют положение фрезера по высоте.
Подобное приспособление легко сделать своими руками. Самый простой вариант – это длинный брусок закрепленный на обрабатываемой детали струбцинами. Конструкцию можно дополнить боковыми упорами.
Положив брусок сразу на две, и более, выровненные заготовки, у них можно сделать пазы за один проход.
При использовании в качестве упора бруска, неудобно располагать брусок на определенном расстоянии от линии будущего паза. Этого неудобства лишены два следующих приспособления. Первое сделано из скрепленных вместе доски и фанеры. При этом расстояние от края упора (доски) до края основы (фанеры) равно расстоянию от фрезы до края базы фрезера. Но это условие соблюдается только для фрезы одного диаметра . Благодаря этому приспособление быстро выравнивается по линии края будущего паза.
Следующее приспособление можно использовать с фрезами разного диаметра, плюс при фрезеровании фрезер упирается всей своей подошвой, а не половиной, как в предыдущем приспособлении.
Выравнивание упора происходит по краю откидываемой на петлях доски и центральной линии паза. После фиксации упора, откидываемая доска откидывается, освобождая место для фрезера. Ширина откидываемой доски вместе с зазором между ней и упором (если он есть) должна быть равна расстоянию от центра фрезы до края базы фрезера. Если ориентироваться на край фрезы и край будущего паза, то приспособление будет работать только с одним диаметром фрезы.
При фрезеровании пазов поперек волокон, на выходе из заготовки, при фрезеровании открытого паза, нередки случаи задира древесины. Минимизировать задиры помогут следующие приспособления, которые прижимаю волокна в месте выхода фрезы, не давая им отщепиться от заготовки.
Две доски, строго перпендикулярно, соединяются шурупами. С разных сторон упора используются разные фрезы, чтобы ширина паза в приспособлении совпадала с шириной паза фрезеруемой детали.
Другое приспособление для фрезерования открытых пазов, можно сильнее прижать к заготовке, что еще больше минимизирует задиры, но оно подходит для фрезы только одного диаметра. Состоит оно из двух L-образных частей соединяемых на заготовке струбцинами.
Копировальные кольца и шаблоны
Диаметр копировального кольца должен быть как можно ближе к диаметру фрезы, насколько это возможно, но при этом кольцо не должно касаться её режущих частей. Если диаметр кольца больше диаметра фрезы, то шаблон должен быть меньше чем готовые детали, чтобы компенсировать разницу между диаметром фрезы и диаметром копировального кольца.
Шаблон закрепляется на заготовке двухсторонним скотчем, затем обе части прижимаются струбцинами к верстаку. Закончив фрезерование, проверьте, что кольцо прижималось к краю шаблона в течение всей операции.
Можно сделать шаблон для обработки не всей кромки, а только для закругления углов. При этом, используя шаблон изображенный ниже, можно сделать закругления четырех разных радиусов.
На рисунке выше используется фреза с подшипником, но шаблон можно использовать и с кольцом, только либо кольцо должно точно соответствовать диаметру фрезы, либо упоры должны давать возможность отодвинуть шаблон от края на разницу радиуса фрезы и кольца. Это касается и более простого варианта изображенного ниже.
Шаблоны используются не только для фрезерования кромок, но и пазов на пласти.
Шаблон может быть регулируемым.
Фрезерование по шаблону – отличный метод для того, чтобы вырезать пазы для петель.
Приспособления для фрезерования округлых и эллиптических пазов
Лучше конечно, чтобы циркуль был из двух штанг.
Вообще, циркули являются очень распространенным приспособлением. Существует большое количество фирменных и самодельных приспособлений для фрезерования по окружности, различающихся размерами и удобством пользования. Как правило, циркули имеют механизм, обеспечивающий изменение радиуса окружности. Обычно он выполняется в виде винта со штифтом на конце, перемещающегося по пазу устройства. Штифт вставляется в центральное отверстие детали.
Когда нужно фрезеровать окружность маленького диаметра, штифт должен находиться под базой фрезера, и для таких случаев используют другие приспособления, прикрепляемые к низу базы фрезера.
Обеспечивать движение фрезы по кругу с помощью циркуля довольно просто. Однако нередко приходится сталкиваться с необходимостью выполнения эллиптических контуров – при врезке зеркал или стекол овальной формы, устройстве окон или дверей арочного типа и т.п. Приспособление PE60 WEGOMA (Германия) предназначено для фрезерования эллипсов и окружностей.
Оно представляет собой основание в виде плиты, крепящейся к поверхности с помощью вакуумных присосок 1 или винтами, если характер поверхности не позволяет закрепиться с помощью присосок. Два башмака 2, движущиеся по пересекающимся направляющим, обеспечивают движение фрезера по эллиптической траектории. При фрезеровании окружности используется только один башмак. В комплект приспособления входят две монтажные штанги и кронштейн 3, с помощью которых производится соединение фрезера с плитой. Пазы на кронштейне позволяют установить фрезер таким образом, чтобы его опорная поверхность и основание плиты находились в одной плоскости.
Как видно из фотографий выше, фрезер использовался вместо лобзика или ленточной пилы, при этом, за счет высоких оборотов фрезы, качество обработанной поверхности получается гораздо выше. Так же при отсутствии ручной циркулярной пилы, фрезер может заменить и её.
Приспособления для фрезерования пазов на узких поверхностях
Для выполнения пазов в торце, можно изготовить простое приспособление в виде плоского основания, крепящегося к подошве фрезера. Его форма может быть не только круглой (по форме основания фрезера), но и прямоугольной. С двух его сторон нужно закрепить направляющие штыри, которые будут обеспечивать прямолинейное движение фрезера. Главное условие при их устройстве заключается в том, чтобы их оси находились на одной линии с центром фрезы. При обеспечении этого условия, паз будет располагаться точно по центру заготовки, независимо от ее толщины. Если потребуется сместить паз в ту или иную сторону от центра, на один из штырей нужно надеть втулку с определенной толщиной стенки, в результате чего паз сместится в ту сторону, с которой расположен штырь с втулкой. При использовании фрезера с таким приспособлением, его нужно вести таким образом, чтобы штыри прижимались с двух сторон к боковым поверхностям детали.
Если к фрезеру прикрепить второй параллельный упор, тоже получится приспособление для фрезерования пазов в кромке.
Но можно обойтись и без специальных приспособления. Для устойчивости фрезера на узкой поверхности, с двух сторон детали закрепляют доски, поверхность которых должна образовывать с обрабатываемой поверхностью единую плоскость. При фрезеровании фрезер позиционируется с помощью параллельного упора.
Можно сделать усовершенствованный вариант, увеличивающий площадь опоры для фрезера.
Устройство для обработки балясин, столбов и прочих тел вращения
Иногда возникает необходимость во фрезеровании различных пазов в телах вращения. В этом случае полезным может оказаться приспособление, изображенное ниже.
Устройство служит для фрезерования продольных канавок (каннелюр) на балясинах, столбах и т.п. Оно состоит из корпуса 2, передвижной каретки с установленным фрезером 1, диска установки угла поворота 3. Работает приспособление следующим образом. Балясина помещается в корпус и закрепляется там с помощью винтов 4. Поворот на нужный угол и фиксация заготовки в строго определенном положении обеспечивается диском 3 и стопорным винтом 5. После фиксации детали, приводится в движение каретка с фрезером (по направляющим планкам корпуса), и осуществляется фрезерование паза по длине заготовки. Затем производится расстопорение изделия, поворот его на требуемый угол, стопорение и выполнение следующего паза.
Подобное приспособление можно использовать вместо токарного станка. Заготовка должна медленно вращаться помощником или простеньким приводом, например, из дрели или шуруповерта, а лишний материал снимается движущимся по направляющим работающим фрезером.
Приспособления для фрезерования шипов
На рисунке ниже представлен промышленный образец шипорезного устройства для изготовления трех видов соединений – «ласточкин хвост» (глухой и сквозной вариант) и сквозное соединение прямым шипом. Две сопрягаемые детали устанавливаются в приспособление с определенным сдвигом друг по отношению к другу, контролируемым штифтами 1 и 2, затем производится их обработка. Точная траектория фрезы задается формой паза в шаблоне и копировальным кольцом фрезера, которое скользит по кромке шаблона, повторяя его форму.
Фрезерный стол своими руками – опыт пользователей FORUMHOUSE
В поисках достойного ответа на тот дискомфорт, который возникает при работе с ручным фрезерным инструментом, владельцы домашней столярки со временем приходят к необходимости в покупке удобного фрезерного стола.
Про стол задумывалась уже давно. Особенно после того, как вручную выполнила фрезерование 22 м забора.
Вариант с покупкой может оказаться дорогостоящим, габариты станка, собранного в производственных условиях, не соответствуют размерам небольшой домашней мастерской. Оптимальным решением в данном случае будет самостоятельная сборка фрезерного стола.
Желающие сделать самодельный фрезерный станок чертежи и пошаговые инструкции найдут в соответствующем разделе FORUMHOUSE.
Как сделать фрезерный стол
Самодельный фрезерный стол представляет собой простейший станок для обработки древесины. Основной рабочий узел в нем – это ручная фрезерная машина. Работа с ручным электроинструментом подразумевает перемещение рабочей фрезы по поверхности неподвижной заготовки (что далеко не всегда удобно). Фрезерный стол для ручного инструмента позволяет изменить способ обработки и фрезеровать облегченным способом: ручной инструмент закрепляется на рабочем столе неподвижно, а обрабатываемая заготовка легко подается на фрезу руками.
фрезерный стол для ручного фрезера состоит из основных и дополнительных элементов. Дополнительные элементы не обязательны, но их использование позволяет максимально облегчить большой труд мастера, сделать конструкцию устройства более безопасной, а функционал – приближенным к возможностям серийных установок.
Универсальный фрезерный стол: основные элементы конструкции
Основные элементы фрезерного стола обозначены на рисунке.
Самодельный фрезерный стол представляет собой простейший станок для обработки древесины. Основной рабочий узел в нем – это ручная фрезерная машина. Работа с ручным электроинструментом подразумевает перемещение рабочей фрезы по поверхности неподвижной заготовки (что далеко не всегда удобно). Фрезерный стол для ручного инструмента позволяет изменить способ обработки и фрезеровать облегченным способом: ручной инструмент закрепляется на рабочем столе неподвижно, а обрабатываемая заготовка легко подается на фрезу руками.
фрезерный стол для ручного фрезера состоит из основных и дополнительных элементов. Дополнительные элементы не обязательны, но их использование позволяет максимально облегчить большой труд мастера, сделать конструкцию устройства более безопасной, а функционал – приближенным к возможностям серийных установок.
Универсальный фрезерный стол: основные элементы конструкции
Основные элементы фрезерного стола обозначены на рисунке.
Очень нужен был мобильный фрезерный стол. Сварил каркас, покрасил и собрал конструкцию.
Размеры фрезерного стола зависят от габаритов обрабатываемых деталей, а также от роста самого мастера. Длина и ширина должны быть немного меньше столешницы, а высота станины составляет 850…900 мм, что соответствует наиболее комфортным условиям для работы стоя. Ножки самоделки можно сделать регулируемыми, что позволит компенсировать неровности пола или изменять высоту станины.
Столешница для фрезера
Размеры столешницы зависят от размеров обрабатываемых деталей.
В домашней мастерской достаточно небольшого столика 500х500 мм.
Для обработки сравнительно длинных деталей (для профилирования кромок на дверных наличниках) понадобится столешница соответствующих размеров. Смотрим чертеж:
Для изготовления станины чаще всего используются материалы на основе древесины, способные эффективно гасить возникающие вибрации. Это может быть столешница из ДСП, которую используют при изготовлении кухонной мебели или лист толстой фанеры. Вот, к примеру, столешница из обрезка ДСП, образовавшегося после установки кухонной мойки.
На этом обрезке столешницы, после несложной доработки, можно делать вполне приличные вещи.
Кто-то делает столешницу из металла, кто-то – из обрезной доски, но, как показывает практика, ДСП и фанера – всегда в приоритете.
Если буду делать, то из ламинированной фанеры (у меня на прицепе такая). Прошла уже сотни тысяч километров под зноем и под «минусом». Ее не испортили ни соли, ни дожди. И до сих пор можно использовать, но собирать нужно либо в 2 слоя, либо низ делать из простой фанеры.
Монтажная пластина под ручной фрезер
К монтажной пластине с помощью резьбовых соединений крепится ручной фрезер. Поэтому к ее изготовлению необходимо отнестись со всей ответственностью. Материал, из которого будет изготовлена пластина, должен быть достаточно прочным, чтобы фрезер не вырвало во время работы (последствия можно себе представить). Это может быть прямоугольник из металлического или фанерного листа (но металл надежнее).
У мощной машины дури много. И если ее вывернет из стола во время работы – мало не покажется.
– не рекомендуется, ведь чем толще пластина, тем меньше вертикальный вылет фрезы.Д
Ножки могут быть и деревянными, но столешницу желательно делать из металла 3 мм. Для максимального поднятия фрезы.
Длина и ширина монтажной пластины должны соответствовать размерам подошвы ручного фрезера, с помощью которой электроинструмент будет крепиться к столу.
Продольный упор для заготовки
Продольный упор можно изготовить из обычного листа ДСП или из обрезной доски. Упор необходимо делать подвижным, чтобы обеспечить возможность регулировки горизонтального вылета фрезы. Для более точной регулировки по бокам столешницы можно прикрепить измерительные линейки.
Конструкция фиксирующего механизма, позволяющего закрепить продольный упор в требуемом положении, предельно проста. Она может состоять из двух реек со сквозными продольными пазами и из двух резьбовых фиксаторов с барашками.
Чтобы пыль и стружка не мешали работе, продольный упор желательно оснастить пылесборником, к которому подключается стружкоотсос или небольшой столярный пылесос.
Продольный упор может делаться двойным, что заметно расширяет функционал фрезерного стола.
Монолитный упор лишает возможности проведения массы операций, выполняемых на фрезерном столе, то есть делает стол малофункциональным.
Фрезерный стол может выполнять функции небольшого фуговального станка, если между двумя половинами продольного упора организовать регулируемый перепад рабочих плоскостей. Данная конструкция позволяет смещать одну половину упора относительно другой, выставляя один упор заподлицо с фрезой при помощи тонких деревянных пластин. Регулировочные пластины подкладываются под нерабочую поверхность упора.
Ручная фрезерная машина
От технических характеристик ручного инструмента (мощность, количество оборотов в минуту и т. д.) будет напрямую зависеть производительность фрезерного стола. Выбирать фрезер для фрезерного стола следует, исходя из предполагаемой нагрузки. Добавочный функционал машины станет для мастера дополнительным плюсом. Если у вас еще нет ручного фрезера, то выбирайте инструмент с регулируемой скоростью вращения фрезы и с возможностью выставления глубины обработки (погружные фрезеры). Очень удобны в обращении машины с блокировкой шпинделя (для легкой замены режущего инструмента), а также устройства с плавным пуском и быстрой остановкой шпинделя.
Мы рассмотрели основные элементы фрезерного стола, который позволит владельцу выполнять самые простые фрезерные операции. Для того чтобы расширить функционал устройства, сделать его универсальным и увеличить эксплуатационную безопасность, необходимо позаботиться о наличии дополнительных приспособлений. Рассмотрим самые распространенные из них.
Продольная направляющая для подвижной фрезерной каретки
С помощью продольной направляющей, встроенной в поверхность столешницы, к фрезерному столу можно крепить разнообразные приспособления: угловой упор с транспортиром, перпендикулярный упор и т. д.
Продольная направляющая может иметь разную конструкцию, но чаще всего она представляет собой алюминиевый С-образный профиль, в который вставляются болты с гайками-барашками. Такая конструкция позволяет быстро установить на фрезерный стол нужное в данный момент приспособление.
Для того чтобы сконструировать станок ЧПУ, необходимо использовать несколько вариантов агрегатов. Устройства не заводского производства часто имеют рельсы из каретки машинки для печати, а также принтера. Основные качественные показатели влияют необратимым образом на показатели обработки и устройства на базе фрезерного станка с шипорезной кареткой, поэтому излишняя экономия может только навредить.
Детали
Чаще всего используются полированные валы, которые отличаются невысокой ценой. Покупка этих элементов труда не составит. Они подлежат монтировке и обработке. Чаще всего изготавливаются из прочной стали.
После этого верхние слои подлежат закаливанию индукцией, что благотворно влияет на период использования и показатель износа. Идеальная гладкость дает возможность перемещаться каретке по полированному слою предельно удачно. С обеих оконечностей валы можно крепить двумя руками без лишних проблем.
Но также на рынке имеется немало поддельных элементов из низкокачественного металла, так как вероятность точной проверки на месте равна нулю.
- Основание не фиксируется. Вал можно поддерживать только на основании двух крепежных устройств. Это дает возможность значительно облегчить инсталляцию собственноручно, но при этом в независимости от настольной опоры. Из-за этого повышается возможность допущения дефектов во время обработки изделия. По истечении времени направляющие для каретки токарного станка скатываются и искривляются.
- Имеются провисания на длинных промежутках. Из-за провисов вал с длиной более 100 см не используют при обработке для станка. Имеют также значение толщины и длины валовой поверхности. Наилучший вариант – это 0, 05, а еще выгодней 0,06 – 0,1.
Подшипники в каретке для фрезера
Выделяют две разновидности подшипников при инсталляции направляющих:
- Втулки для шариковых элементов.
- Подшипники для обеспечения скользящей поверхности.
Недостатки такого рода подшипников:
- Выдерживают небольшую нагрузку.
- Образование высокого давления вследствие невысокого ресурса функционирования. Необходимость периодической замены вала из-за образования канавки.
- Опилки и липкая пыль забивают слоты.
Подшипники для обеспечения скольжения по поверхности производят из нетвердых металлов, таких как капролон. В случае выдерживания всех допусков показатели грузоподъемности и прецизионности подшипника скольжения достаточны высоки. Тем не менее опилки и грязь не способны навредить агрегату. Но это относится только к деталям из бронзы, которые качественно обработаны.
Со временем происходит износ изделия, который требует периодической подгонки, чтобы избавиться для избавления от зазоров. Как правило, для изготовления собственными руками применяют более доступные подшипники.
Валы для шлицевых втулок
Внутри продольного вала двигаются определенные втулочные шарики. Конструкция имеет высокий уровень жесткости, намного жестче, чем обычные валы после шлифовальной обработки. Имеют также более длительный период использования. Усиления крутильного вала имеют дополнительное значение. Они очень удачно могут быть инсталлированы на крепежную конструкцию вала.
Валы с сечением в форме цилиндра
Цилиндрическая конструкция дает возможность удерживать равновесие по всей длине, не допуская провисающих элементов из-за веса, который имеет шипорезная каретка. Данный вид направляющих получил еще название линейных опорных валов. Имеют точную фиксацию вдоль корпуса механизма благодаря резьбовым отверстиям. Такие направляющие позволяют передвигать каретки с большим весом, не допуская провисания.
Недостатки, связанные с цилиндрическими валами станков:
- Недолгий период эксплуатации.
- Значительный показатель люфта стержней.
Если в линейных подшипниках в равной степени взаимодействуют с нагрузками разных направляющих векторов, то на валах с цилиндрическим сечением шипорезная каретка не настолько устойчива.
Это является следствием закрытой втульной поверхности, которой не обладает шипорезная каретка. А посему необходимо учитывать тот факт, что аппаратная часть с ЧПУ будет функционировать менее устойчиво, чем похожий станок, используя обыкновенные круглые рельсовые движители.
Направляющие на рельсах для профильных целей
Данный вид направляющих устанавливается в высокоточных металлорежущих станках с ЧПУ.
Основные разновидности: с шариками и роликами.
Направляющие с конфигурациями
Стандартные направляющие имеют дорожку, на которой установлены специальные каретки. Это дает возможность распределить нагрузку по всей длине дорожки – шарик прикрепляется к рельсовому движителю по дуге с высокой долей точности. Каретки с тяжелым весом не перестают двигаться прямолинейно. Имеют высокую долговечность с низким уровнем люфта.
Недостатки рельсов на шариках:
- Места крепления должны быть прямолинейными и без всяких шероховатостей.
- Трудный процесс монтирования на станок.
В открытой продаже имеется множество моделей кареток очень неоднозначных по грузоподъемности и натяжным элементам. По этой причине их производство не является домашним, в большей степени рыночная продукция высокого качества. Самые лучшие направляющие элементы выпускаются под брендом ТНК, а также Хивин.
Профильные направляющие с роликом внутри
Одно из лучших направляющих, которое имеет плоские качающие пазы. Вместо шариков встроены ролики.
Это сказывается на эффективности работы направляющих модулей. Лучше всего подходят для обработки камней, а также для таких металлов, как сталь и чугун.
Рельсы с призматическим сечением
Основное место установки: обрабатывающая промышленность. Рельсы не подлежат демонтажу, входят в структуру станины.
Очень сложно производить и ремонтировать. Не подлежат демонтажу своими руками. Использование: оборудование для профессионалов на базе ЧПУ.
Видео: точная каретка для фрезерного стола.
Как сделать каретку для фрезера своими руками
Что можно использовать для изготовления самодельной каретки либо салазки в домашних условиях:
Используется только уголок из стали, и никогда алюминий. Сталь или кругляк можно еще больше закалить или ничего не менять. Но обязательно отшлифовать. Для инсталляции не надо выбирать широкие подшипники, лучше узкие, но с высокой долей трения. Диаметр болтов не может быть больше, чем внутренний поперечник своего катка.
Направляющие для фрезерного стола своими руками размеры
Как сделать полезные приспособления для работы на фрезере по дереву
Фрезер для аккуратной работы требует вспомогательных устройств, в то же время комплект аппарата при продаже включает ограниченный набор таких предметов.
Рынок дополнений к фрезерным устройствам простирается от транспортира до многочисленных насадок. Пользователь, которому этого недостаточно, может сделать подсобные приспособления самостоятельно.
Параллельный упор
Полезные приспособления для фрезера по дереву составляют довольно длинный список. Многие владельцы инструмента в состоянии сделать их из подручных материалов или, если это удобнее, попросту купить отдельно.
Одно из таких приспособлений – параллельный упор. Это компонент базового набора любого фрезера, и хозяину инструмента не придётся изготовлять упор самому. Нужен он для прямого следования фрезы вдоль поверхности базы, которой может служить ровный край детали или верстака.
Упор позволяет обрабатывать кромки и пазы, накрепко фиксируя деталь.
Состоит это полезное дополнение к фрезерному инструменту из следующих частей:
- входящие в выемки на фрезере штанги;
- винтовой крепёж, затягивающий их в нужной позиции;
- настроечный винт для мелкой регулировки расстояния оси фрезы от края;
- опорная часть, которая удерживает конструкцию на базе.
Чтобы привести упор для фрезера по дереву в готовность, надо, чтобы штанги заняли положение в выемках на корпусе инструмента и были затянуты стопором. Ослабив затяжку стопора, настроечным винтом можно при необходимости сделать мелкую регулировку.
С небольшим добавлением параллельный упор позволяет делать, помимо прямых резов, и более сложные. Добавление это представляет собой деревянный брусок с одной ровной стороной. Другая сторона имеет угловатую или круглую выемку. Брусок вставляется между опорной частью и кромкой материала, имеющей изогнутую форму.
Брусок соприкасается с опорой своим ровным краем. Сторона, где выемка, находится в контакте с изогнутой базой. Манипулировать инструментом с таким приспособлением следует предельно внимательно, так как брусок вносит элемент неустойчивости.
Направляющая шина
Имея схожее назначение с параллельным упором, шина ответственна за аккуратный ход фрезы по прямой. Время, затраченное на работу, за счёт применения шины заметно сокращается. Она также позволяет направлять инструмент на столе под любым углом к краю.
Обратите внимание! Закрепить шину на столешнице или материале можно струбцинами.
Некоторые шины серийного производства имеют в комплекте отдельный компонент – башмак. Он соединяется с фрезером штангами и, проходя по шине, двигает фрезерную головку по заданной траектории.
Лучше всего шина сочетается с инструментом, чья база стоит на выдвижных ножках. Это позволяет устранить разность высоты между шиной и фрезером.
Бывает, функциональность шин, выпускаемых серийно, не подходит пользователю. Можно всегда создать индивидуальный вариант направляющих для фрезера своими руками. Самый элементарный представляет собой длинный ровный брус, – проще говоря, линейку. Мастеру нужно только обеспечить её креплениями, и шина, по сути, готова. Для изготовления простого приспособления даже не требуется чертёж.
Конечно, такая самодельная версия не будет отличаться устойчивостью. Более стабильным в работе окажется сочетание фанерной основы с прибитой к ней доской. Край фрезерной базы будет упираться в доску, а край основы обозначит зону обработки. Такая конструкция применяется в случае использования фрез одинакового диаметра.
Другой вариант работает, когда фрезы по дереву могут быть разного размера. Здесь доска, выступающая линейкой, не прибита к основе, а укреплена зажимами. Благодаря этому она может корректировать расстояние от рабочей зоны соответственно диаметру фрезы.
Шаблоны и копировальная втулка
Копировальное кольцо – это круг с выступом, скользящим по шаблону, гарантирующим точность обработки. Кольцо может прикручиваться к основанию фрезера или закрепляться усиками. Диаметр приспособления подбирается с таким расчётом, чтобы оно не соприкасалось с рабочей частью инструмента.
Кольцевой шаблон фиксируется на обрабатываемом материале, крепко прилегая к столешнице. Надёжный прижим обеспечивается двусторонним скотчем и струбцинами. Закончив деталь, нужно убедиться, что втулка при работе плотно проходила по краю шаблона.
Сделанный своими руками шаблон для фрезера найдёт применение и для обработки углов детали, когда необходимо, чтобы они были круглыми. В зависимости от расположения и габаритов шаблона, радиусный размер закругления может быть любым.
В шаблонную конструкцию зачастую включаются подшипники либо кольца. Если это кольцо, то его следует подбирать соответственно размеру фрезы. При разнице в диаметрах необходимо добавить в конструкцию шаблона упоры, с помощью которых можно будет сдвинуть приспособление от кромки детали.
Среди вспомогательных устройств для фрезера самые гибкие шаблоны, кроме обработки краёв материала, позволяют также выпиливать сложные пазы. Специальная компоновка аксессуара даёт возможность эффективно создавать выемки под дверные петли. С помощью шаблона можно даже проводить фрезером декоративную работу, например вырезать деревянные узоры.
Циркуль
Этот вспомогательный инструмент предназначен для создания круглых и овальных вырезов. В схему базового циркуля входит штанга с штифтовым креплением на конце. Вставив крепление в дырку по центру круга, по которому делается паз, можно менять размер круга простым смещением штанги.
Обратите внимание! Удобство и надёжность конструкции повышает добавление второй штанги.
Существуют разные подсобные элементы, работающие на циркульном принципе. Они дают преимущество в создании разного радиуса круговых пазов. Обязательный компонент таких вспомогательных устройств – штифт с винтом для регулировки длины радиуса.
Если вырезается отверстие малого размера, циркульная конструкция должна быть приспособлена для крепления на основании фрезера. Штифт при обработке детали находится непосредственно под инструментом.
Фрезер по дереву, помимо круглых, способен вырезать и эллиптические отверстия. Приспособление для этого можно собрать своими руками из следующих частей:
- база с фиксацией на материале из винтов или присосок;
- перемещаемые на скрещивающихся направляющих башмаки – 2 шт.;
- штанги для монтажа – 2 шт.;
- кронштейн для соединения конструкции с инструментом.
Скрепляющий кронштейн благодаря предназначенным для этого пазам позволяет станине конструкции находиться в той же плоскости, что и основа фрезера. Резка круглых проёмов идёт с использованием одного башмака. Если отверстие нужно овальное – задействуются оба. Подобная вспомогательная конструкция даёт возможность выполнять отверстия точнее и быстрее других инструментов, таких как ленточная пила или лобзик.
Для пазов на узких поверхностях
Выемки под замки или дверные петли можно выполнить и дрелью с долотом, но фрезер для этого подходит значительно лучше. Нужно только оснастить инструмент определённым приспособлением. Состоит оно из плоской пластины, которая крепится на основании устройства. Форма пластины может быть округлой или прямоугольной. На ней делаются 2 штыря, обеспечивающих ровный ход инструмента во время работы.
Главный параметр, которого необходимо придерживаться при изготовлении такого элемента, – ось каждого штыря должна быть на той же линии, что и центр фрезы. С условием соблюдения этого параметра паз будет вырезан именно в середине обрабатываемой детали безотносительно толщины. При необходимости смещения паза вправо или влево на соответствующий штырь надевается втулка такого размера, который нужен для желаемого сдвига.
Используя эту конструкцию, фрезер ведётся с плотным прижатием штырей к обеим сторонам заготовки.
Такой же эффект достигается, если использовать с фрезером два параллельных упора.
Даже одного упора может быть достаточно. Нужно укрепить заготовку между двух поверхностей, например досок, так, чтобы все три элемента находились в одной плоскости. Проблема недостаточной ширины детали в этом случае устраняется.
Когда часто приходится работать с узкими поверхностями, неплохим решением будет соорудить специальный стол из двух половин. Зажимая материал между ними, мастер легко добьётся эффекта одной плоскости.
Тела вращения
В работе с заготовками круглого сечения, такими как столбы или балясины, составляется конструкция из рамки, внутрь которой помещается деталь, каретки под фрезер и поворотного диска. Деталь вставляется в раму, надёжно фиксируется, после чего каретка с инструментом выдвигается на участок для обработки. Положение детали в раме можно изменять посредством поворотного диска.
Эта же рама с фрезером в каретке может служить как токарный станок. Всего лишь нужно поворачивать диск с одновременной работой фрезера, едущего по направляющим. Делать это может помощник мастера или подсоединённая к диску дрель.
Шипорезные приспособления
Такие приспособления обеспечивают создание соединений на основе шипов. Требующие высокой точности обработки материала подобные профили легко выполняются фрезером.
Используя ручной фрезер, мастер подводит его к материалу свободно. Следовательно, материал нуждается в надёжном креплении для безошибочной шипорезки.
Такие условия может создать простое устройство, сделанное из следующих деталей:
- жёстко фиксированные направляющие, нижние верхние и боковые;
- планка с одной степенью свободы, которая будет ограничивать выборку.
Параметры частей зависят от конкретного инструмента, под который будет собираться устройство. Порядок сборки следующий.
По краям фанерного основания устанавливаются равного размера вертикальные рёбра с вырезами по центру. К этим рёбрам крепятся рельсы, на которых станет двигаться инструмент. Для безопасности движения фрезера на рельсах они запираются ограничителями, которыми могут служить простые деревянные рейки.
К фанерной основе присоединяется подвижная часть – регулятор выборки края детали. Фиксатором может быть барашковый винт либо иное крепление на выбор мастера.
Независимо от производителя, ручной фрезер с добавлением такого сооружения способен легко обеспечить вырезание простого шипового профиля.
Ещё одно средство для производства шипов – кондуктор. Составляют его основание, упоры и подвижная часть в виде салазок. Приступают к его изготовлению и использованию уже опытные пользователи для очень мелкой и точной работы.
Скрытые возможности
Перечисленный кейс подсобных средств может показаться излишним, когда мастер выполняет фрезером только простейшие операции. Но если взглянуть на этот инструмент под углом его потенциальных возможностей, то перед пользователем возникает целый ряд направлений.
Те работы, которые мастер и не думал, что он может проводить, оказываются вполне доступны – стоит только соорудить несколько вспомогательных конструкций. Словно это не простой ручной фрезер, а координатный станок с ЧПУ.
Самодельный стол для ручного фрезера
Точно и по размерам вырезать пазы бывает очень трудно. Для изготовления ножек столов и стульев применяют фрезерные, фуговальные или сверлильные станки со специальными приспособлениями и движущимися столами. При отсутствии стационарных станков, пазы вырезают ручным фрезером при помощи упора.
Чтобы выпилить паз, необходимо настраивать всю систему столов и прижимных устройств на глаз, и с первого раза почти всегда получается погрешность. После дополнительной настройки, погрешность устраняется, и можно делать задел деталей. Ручной фрезер своими руками удержать трудно, и порой при вибрации бывают ошибки и заезды в сторону упора, особенно при попадании на сучок.
Проблема еще более усложняется, если деталь единичная, или паз располагается на большом расстоянии от края доски.
Предлагаемый стол для ручного фрезера позволяет вырезать пазы в любом месте бруска и доски с большой точностью.
Оригинальная идея
Рекомендуемый в статье стол имеет небольшой вес и размеры. Он оперативно переносится, перестраивается и позволяет выбирать пазы с большой точностью, качественно и без ошибок. Работа ручным фрезером при помощи предлагаемого стола становится простой и безопасной.
Важно! Преимущество и особенность идеи в том, что при помощи прозрачного материала оргстекла очень быстро и удобно устанавливать конструкцию, совмещая ее с отметками на заготовках.
Схема внешнего вида стола и термины, применяемые в статье, представлены на рисунке.
Представленный в статье стол для ручного фрезера несложно сделать своими руками.
Подготовка к работе
Для того, чтобы изготовить конструкцию стола для ручного фрезера, необходимо иметь в наличии следующие материалы и комплектующие:
Материалы
Комплектующие
Инструменты
Перечень инструментов, используемых при изготовлении самодельного приспособления:
- линейка;
- отрезной нож;
- толстый фломастер;
- карандаш;
- фрезы пальчиковые 10 мм, 16 мм;
- фреза коническая;
- ручной фрезер;
- циркулярный станок;
- столярный угольник;
- струбцины;
- сверлильный станок;
- сверло 8 мм;
- головка для фаски на сверло;
- фрезерный станок.
Процесс изготовления самодельного стола
Вырезать из оргстекла пластину для платформы размерами 50х40 мм. При помощи отрезного ножа прорезать две линии по центру листа вдоль и поперек.
Совет! Для защиты от сколов, в местах прорези наклеивают скотч. С этой целью им также защищают места сверления отверстий в оргстекле, сверлом с головкой для фаски.
После этого скотч снимают. Простым фломастером зарисовывают линию прорези для того, чтобы она четко проявилась.
Из оргстекла отрезают две полосы размером 500х50 мм для изготовления направляющих фрезерного стола. Грани направляющих шлифуют для снижения трения.
Далее, в нижней стороне пластины для платформы, с двух сторон просверливают по 3 отверстия. Выполняют эту операцию сверлом с головкой для фаски В эти отверстия снизу будут вставляться винты с потайной головкой. На одной из направляющих полос оргстекла прорезают соответственно 3 отверстия. Затем соединяют одну направляющую с платформой и наживляют гайки с шайбами.
На ручной фрезер устанавливается коническая фреза. Фрезер прижимают к платформе, при этом конец фрезы совмещают с линией по центру платформы, и зажимают болт на направляющей. Повторяют эту операцию на другом конце направляющей, и зажимают все болты. Аналогично прикручивают вторую направляющую.
Таким образом, ручной фрезер скользит по платформе из оргстекла вдоль направляющих, которые жестко фиксируют его с двух сторон, не допуская погрешностей и ошибок.
Затем с помощью фрезерного станка прорезают паз для фрезы, предварительно разметив фломастером на платформе ее размеры. Поскольку ее ширина должна быть на 1 мм больше самой крупной имеющейся пальчиковой фрезы, паз делают за 3 прохода.
Аналогично размечают и прорезают пазы для фиксации стола.
На следующем этапе из полистирола необходимо изготовить оснастку для крепления ограничителей. Ограничители передвигаются и фиксируются на основании для ограничителей, которое крепится на платформе стола.
Последовательность выполнения операций:
- Вырезают заготовки из полистирола на циркулярной пиле.
- Фрезеруют пазы.
- Сверлят отверстия для крепления.
Заготовку разрезают на 2 симметричные части. Вставляют винт в основание для ограничителя, и приклеивают его к платформе стола.
Фрезеруют в заготовках ограничителей пазы и вставляют в основания, продев винты в отверстия пазов. При необходимости, торчащие винты спиливают болгаркой и зашлифовывают заусенцы напильником.
Следующие операции проводят в 3 приема:
- Сверлят отверстия в прижимных брусках.
- Фрезой выбирают потай для шляпок мебельных болтов.
- Вставляют болты в отверстия.
С обратной стороны платформы вставляют бруски так, чтобы болты прошли в пазы для фиксации стола. На мебельные болты и винты ограничителей накручивают барашки.
Конструкция фрезерного стола изготовлена своими руками, и готова к использованию.
Порядок применения самодельного стола
Фрезеровка брусков
Для вырезания пазов выполняют следующие операции:
- Заготовку устанавливают снизу, охватывают с двух сторон прижимными брусками и зажимают. При помощи разметки на оргстекле платформы и нанесенных меток на бруске, конструкцию ориентируют таким образом, чтобы центр бруска находился по центру платформы. Зажимают барашки прижимных брусков. После этого конструкцию с заготовкой зажимают в столярных тисках.
- При помощи разметки на брусках, и конической фрезы выставляют и фиксируют ограничители.
- Двигая ручной фрезер вдоль направляющих от одного ограничителя до другого, несколько раз меняя глубину, выбирают пазы.
Фрезеровка пазов на доске
Для проведения этой операции понадобится двусторонний скотч. Прижимные бруски с устройства снимаются.
Для выполнения данной работы проводят следующие операции:
- На доске карандашом делают разметку, приклеивают к доске скотч и прижимают к нему платформу в соответствии с разметкой.
- Устанавливают и прижимают ограничители.
- Фрезеруют паз.
На следующем рисунке представлена работа ручным фрезером, выполненная на брусках и доске. Также показан результат сборки на шипах. Все размеры выдержаны идеально точно, а процесс длился в течение часа.
Заключение
Самодельный стол для ручного фрезера прост в исполнении, имеет низкую себестоимость. Наряду с этим, он быстро устанавливается на деталь, легко и безошибочно выполняет ручные фрезерные работы. Используя в мастерской это приспособление, можно существенно повысить производительность труда столяра.
Видео
Надёжный фрезерный стол своими руками
Профессиональная обработка и изготовление деревянных деталей возможна только с использованием фрезерного станка. Полноценно использовать этот инструмент можно в специальной установке. Таковым является фрезерный стол. Эта установка редко встречается, а те варианты, которые представлены в продаже, довольно дорогостоящие. Нет смысла тратить большие деньги на покупку этой конструкции, так как изготовить её можно своими руками.
Фрезерный стол: предназначение, типы
Удобство использования фрезера, размещённого в столе, заключается в оптимизации и безопасности работы с древесиной, а также скорости изготовления деталей. Принцип действия этой установки довольно прост, так как не фрезер перемещается по обрабатываемой поверхности, а деталь двигается относительно него. Фрезер, закреплённый в столе, даёт более широкие возможности обработки деталей. В результате заготовки изделий получаются как в профессиональных мебельных мастерских, обладающих соответствующим оборудованием. Прежде чем изготавливать фрезерный стол, нужно определиться с внешним видом и размером. Нужно учесть возможность модернизации стола. Важно, чтобы стол был надёжным и устойчивым в использовании. Наличие ящиков создаст дополнительный комфорт в работе
Компактная самодельная конструкция заменит промышленный станок
Существуют три основных типа фрезерных столов:
- Стационарный — специализированная конструкция, как правило, громоздкая и неперемещаемая.
- Портативный — имеет компактные габариты и относительно небольшой вес. Такой стол легко перенести.
- Агрегатный — конструкция предусматривает расширение поверхности пильного стола.
Схема конструкции
Для самостоятельного изготовления столешницы обычно используют МДФ-плиты, оклеенные различными пластиковыми покрытиями, толстую фанеру или доски. Эти материалы легки в обработке, имеют небольшой вес и долговечны.
Деревянная конструкция легка в обработке и использовании
Некоторые мастера считают, что металлическая столешница наиболее прочна и долговечна. Они правы, но такой стол с электроприбором станет отличным проводником, что небезопасно. Также металл подвержен коррозии, поэтому его необходимо покрасить.
Крышки фрезерных столов должны быть гладкими. Часто их изготавливают из пластика или металла. Эти столы имеют идеально ровную поверхность, которая невосприимчива к влаге. Фенольные пластики хорошо поддаются обработке. Это очень удобно при изготовлении пазов для алюминиевого профиля или при высверливании отверстий для креплений продольного упора. Как и МДФ, фанера и доски, эти материалы имеют приемлемые цены.
В фирменных столешницах, изготовленных из стали или алюминия, уже предусмотрены отверстия под определённую модель фрезера. Если выпускаемые модели столешниц из МДФ-плит или пластика, то фирмы подготавливают только отверстия под пластины. Хотя это бывает не всегда.
В подошве пластины есть отверстия, через которые фрезер крепится винтами к её основанию. Эти пластины могут изготавливаться из металла, пластика, поликарбоната или алюминия. Пластину для фрезера необходимо устанавливать вровень с поверхностью столешницы. Если какая-либо часть пластины выступит над поверхностью, обрабатываемые детали будут зацепляться за неё.
Крышка стола оборудована регулировочными винтами или другими приспособлениями для выравнивания пластины. Лучше выбирать пластину со сменными кольцами. Это необходимо, чтобы подбирать отверстия колец по размеру диаметра фрезы. Этим облегчается удаление стружки и другого мусора с рабочей поверхности фрезерного стола.
Создают удобство при подборе диаметра фрезы
При выполнении фрезерных операций часто необходим продольный упор, который направляет заготовку под нужным углом. Чтобы работа выполнялась точно, он должен быть ровным по всей длине, расположен строго перпендикулярно относительно поверхности стола и легко перенастраиваться для различных процессов. Лицевые части упора можно делать как сплошными, так и в виде нескольких накладок. Чтобы скапливалась стружка и мусор, боковой упор оборудуют патрубком. К нему подключается шланг пылесоса.
Лицевые части упора в виде нескольких закрепляемых накладок
Фрезерный стол можно модернизировать станиной, в которую будет закреплена болгарка. Подробнее о самостоятельном изготовлении этой конструкции вы можете прочесть здесь.
Необходимые инструменты и материалы
- Клей столярный.
- Болты с гайками.
- Шурупы.
- МДФ-плита и лист берёзовой фанеры
- Электролобзик.
- Гаечные ключи.
- Наждачная бумага.
- Линейка.
- Карандаш
Чертежи и расчёт
Для изготовления стола под фрезер можно использовать отдельную поверхность, которая закреплена в деревянных опорах или между двумя тумбами. Наиболее простым способом создания столешницы, опорной части и деталей для фрезерного стола будет использование МДФ-плиты либо берёзовой фанеры толщиной от 16 до 25 мм. Если плита покрыта пластиком, то в процессе работы будет меньшее сопротивление. Ламинированная с двух сторон плита не покоробится при эксплуатации. В нашем случае при изготовлении фрезерного стола использовались:
- 1 МДФ-панель, размером 19х1000х1800 мм.
- 1 фанерный лист, размером 19х1000х1650 мм.
- 1 пластина, размером 4х30х30 мм.
- Направляющие из алюминия — 2,3 м.
- Колёсная опора с тормозом — 4 шт.
Как сделать стол для фрезера своими руками, пошаговая инструкция и чертежи
Изготовление фрезерного стола своими руками — пошаговая инструкция. Конструкция и главные детали. Какие материалы и инструменты использовать. Схемы и советы.
Наличие самодельного или покупного фрезерного стола для домашних работ, стройки – самый нужный агрегат в гараже. Это универсальный станок для обработки современного стройматериала, если есть широкий набор фрез разных диаметров.
Важно знать, что при наличии ручного фрезера любой марки, не нужно тратить средства на фирменный станок. Не трудно собрать фрезерный стол своими руками.
Конструкция фрезерного стола
Именно за основу конструкции принято брать крепкий листовой материал. Это может быть:
- МДФ-плита;
- толстая фанера;
- щит из доски любой толщины.
К каждому типу стола подбирают материал, удобный для обработки. Но логично предположить, что сама рабочая часть (крышка) или же плоскость получает больше всего нагрузки. Поэтому она должна быть из металла. Нержавейка – это идеальный вариант.
Важно! Рабочие плоскости конструкции не должны впитывать влагу, смолу сырой древесины.
Под установку ручного фрезера используют классический верстак или же собирают отдельную конструкцию. Последняя обязана быть максимально устойчивой, поскольку вибрация в процессе работы гарантирована.
Сам инструмент устанавливается снизу стола или верстака, поэтому предусматривают такое положение, чтобы снять, поставить обратно ручной фрезер было просто. Ведь именно стационарные фрезеры все чаще применяют для деревообработки не в промышленном масштабе. В теории ничего сложного: собирают стойку, монтируют электроинструмент (дрель, далеко не новый фрезер). Если постараться, то такая установка не уступит коммерческой версии, ведь мастер готовит приспособление для себя.
Главные детали фрезерного стола
Подразумеваем тот набор элементов, из которых не трудно собрать установку своими силами:
- Алюминиевые направляющие.
- Стальная пластина для рабочей площади. Она же монтажная пластина. Ей крепят фрезер.
- Лист фанеры.
- Для основы МДФ-панель.
На такого рода столах желательно ставить кнопки, необходимые для включения и быстрой остановки (аварийку). Верхние прижимные устройства включают в план сборки на случай работы с крупными деталями.
Тип стола
Их всего три. Фрезерные столы бывают:
- Агрегатными. Есть возможность для расширения пильной плоскости.
- Портативными. Небольшие размеры, удобный для переноски вес.
- Стационарными. Весомая конструкция, переместить своими силами очень тяжело.
Материал крышки
- Основа, крышка или рабочая плоскость обязательно обклеивается пластиком (если речь идет об МДФ-панели). Но такой столик может пропитаться влагой, от этого пострадает качество обработки фрезером, плюс пазы в разбухшей панели теряют нормальную подвижность.
- Фенольный пластик. Оптимально для станка, но дороже МДФ-панели.
- Сталь. Алюминиевый, нержавеющий или прокатный лист. Иногда ставят и чугунное литье. Но вопрос коррозии решают при помощи краски.
Паз для упора
Это как раз выемка для подвижного продольного упора или встраиваемой каретки. Паз – это идеальный элемент конструкции стола, за счет него используют дополнительные приспособления. Аналог паза – это подвижные салазки. Они перпендикулярны продольному упору, плюс еще и подвижны.
Фиксация фрезера
Ручной инструмент устанавливается на жесткой пластине из стали, нержавейки, алюминия, текстолита и т.д. Сама пластина монтируется с выборкой, чтобы ее можно было утопить в уровень с крышкой.
Чтобы прикрепить подошву ручного фрезера, нужно подготовить винтовые соединения потайного формата.
Продольный упор
Закрепляется на столе. Его назначение в правильной подаче заготовки. Продольные упоры бывают неподвижными. Это удобно для обработки однотипного материала.
Раздвижные упоры идеальны для фрезерования разных элементов по габаритам. Именно от продольного упора, его устойчивости и гладкости зависит качество работы всего станка.
Подготовка к работе
До сборки изучаем конструкцию по частям. Если не из чего выбрать, то докупаем необходимые материалы для поочередной сборки.
Какие материалы использовать?
Не запрещено своими руками собирать конструкцию из имеющихся материалов. В дело идет все:
- Фанера любой толщины.
- Доски или щиты из них. Бруски любые.
- ДСП, ДВП.
- Стальной прокат и алюминий.
- Трубный прокат.
Необходимые комплектующие
Именно докупать комплектующие нужно в том случае, если задуман фрезерный стол с ЧПУ. Но классический стационарный станок не трудно сделать из:
Инструменты для работы
Для работы готовим:
- Столярный клей.
- Гайки, саморезы и болты нужного размера.
- Материал для крышки (МДФ или фанера).
- Электроинструмент (лобзик, торцовую пилу и т.д.).
- Наждачную бумагу.
- Инструмент для разметки.
Этапы изготовления стола
Перед началом покупки материала, определяются с местом в мастерской для будущей установки. Когда будущая конструкция будет использоваться изредка, то выбирают именно портативные столы. Но если в столярной мастерской много места, то широкий фрезерный стол, удобный для обработки досок или панелей в 2 метра – это производительно.
Изготовление станины и столешницы
Под станиной подразумевают каркас с опорой, но который и ставится сама столешница. Станину принято собирать из того, что не жалко. Особых предпочтений нет. Нужно добиться жесткости и устойчивости.
Перед сборкой каркаса желательно позаботиться об удобстве оператора. Обычно нижняя часть станины углубляется на 10-20 см от самой крышки. Так комфортнее, а поэтому безопаснее.
Если изучить чертежи и особенности конструкции, то не трудно под старый фрезер подогнать удобный столярный верстак. Помним, что от работы станка идет вибрация, поэтому рассматриваем такой вариант в том случае, если верстак стоит крепко.
Принято же именно для самоделок применять надежный, устойчивый, неподвижный каркас, и именно его желательно варить из профиля, так как вся нагрузка передается в основание. Подходит:
Уже потом деревянный брус и ДСП.
Недорого собрать фрезерный стол для периодического использования из профильной трубы 25х25 или 40х20. При помощи УШМ разрезают профиль на 4 ножки, прямоугольник (раму) и нижние связующие части. Все это строго по размерам.
Затем профиль сваривают в каркас, дополняя конструкцию трубой. Последняя необходима для параллельного упора. 4-6 ножек обязательно нужно обрамить профилем, либо уголком. Но это после установки самой крышки стола. Плюс металлический каркас дает возможность заранее приварить ограничитель для электрооборудования.
Как сделать монтажную пластину
Монтажная пластина обязательно шире диаметра фрезы, если предвидится работа с несколькими режущими насадками. Выгоднее или же бюджетнее сформировать этот элемент из березовой фанеры на 20 мм.
Но практичнее работать на самодельном станке с литым поликарбонатом в качестве монтажной пластины. Суть работы такая:
- Снимают с электроинструмента подошву, предварительно положив пластину для монтажа «лицом» вверх.
- Временно соединяют пластину и подошву при помощи двухстороннего скотча.
- Подбирают сверла под диаметр заводских креплений, засверливают на пластине правильные для крепления отверстия.
- Дальше соединяют самодельную пластину с фрезером, устанавливают на стол для подгонки.
- В цангу ставят сверло на 8 мм, опускают двигатель. Нужно сверлом коснуться пластины, отметить центр.
- Далее по отметке делают отверстие нужного диаметра.
Сборка фрезерного стола
Начинают со столешницы или крышки:
- Для обработки материала удобно размещается само полотно.
- Фанеру, МДФ-панель с пластиком пилим на рабочую поверхность, основу упора и стенку, косынку (4 шт), боковую планку, соединительные планки (4 шт).
- Собираем сам стол на удобный в работе крепеж. В ход идут саморезы, болты.
Имея конструкцию в сборе, можно применять лакокрасочные составы, если нужно.
Дальше идет монтаж и врезка элементов:
- Отмеряем от края 20-30 см, ставим направляющую из алюминия или оставляем паз под каретку. Выборка на всю длину.
- На столешнице готовится выемка для подошвы. Последнюю обводим, вырезаем лобзиком и помним по необходимый паз, чтобы стол и установленный инструмент имели одну плоскость. Выемку под подошву располагаем так, чтобы удобно было работать оператору.
- Теперь ручным фрезером делаем полукруглый паз под саму подошву, заранее выставив нужный размер. Еще в пазу нужны отверстия, чтобы зафиксировать инструмент.
- Крепеж желательно скрыть или утопить в столе, для этого делают углубления под зажимные шестигранные болты.
- Имеем крепления, которые поддаются регулировке плоскости фрезерной платформы.
- Берем фанеру, организуем в ней паз. Так же для крепления параллельного упора нужны 3-4 полосы одинакового размера, плюс ребро жесткости для каждой.
- Проще всего параллельный упор зафиксировать струбцинами.
Если стол на металлическом каркасе, то в нем предусмотрена труба, она необходима как раз для монтажа параллельного упора.
Изготовление верхнего прижима
Своими руками проще всего изготовить одну или несколько прижимных гребенок. Тут используют сухую крепкую древесину. Для большого стационарного стола подойдет гребенка 450х50 мм.
Для ее изготовления понадобится пильный станок, лобзик или ленточная пила. Этим инструментом проходят скосы, достаточно угла в 30 градусов, пропилов в 50 мм. Желательно выполнить скосы с двух сторон прижима.
Затем эти элементы нужно закрепить, высверлив отверстия для монтажа. Готовую «расческу» обязательно шлифуют. Прижимы удобнее всего оснастить резьбовыми фиксаторами. Так, вспомогательный инструмент поддастся быстрой перенастройке. Лучше это сделать на упоре, где заранее будет выточен паз для движения самих гребенок.
Привод для самодельного фрезерного станка
Для привода важнейшим параметром является мощность. Ручная сборка подразумевает мотор от советской или российской техники, с минимальным параметром в 500 Ватт.
Если удается на самодельный станок выставить привод мощнее, на 1-2 киловатта, то работать просто с любым типом фрезы. Важно, чтобы электродвигатель имел усиленные подшипники. Тогда гарантировано длительное сопротивление большой нагрузке, возникающей на поперечной или продольной оси вращения.
Тонкости сборки
Любой тип такого рода самоделки будет удобнее, если есть металлическая линейка. Она поможет в настройке параллельного упора, соблюсти размер и угол.
С обратной стороны очень пригодится выемка для монтажа кожуха пылесоса или циклона. Это дополнительное оборудование желательно подводить после изучения чертежей.
Безопасность при работе на самодельном фрезерном столе
Ручной фрезер или же стационарный – это класс электроинструмента повышенной опасности. Правила работы следующие:
- В процессе работы на станке нельзя терять концентрации, обрабатываемая деталь должна подаваться при помощи вспомогательного инструмента, как на циркулярной пиле.
- Обязательны защитные перчатки и очки.
- Присутствие посторонних в помещении, детей или же помощников не правильно. При работающем приборе необходимо всех удалить.
- Если фреза или сам электроинструмент дает сбои, меняет темп работы или же бракует изделия, то его нужно как можно скорее выключить из сети. По возможности произвести ремонт, уже потом продолжать работу.
Итоги
Сборка фрезерного стола подразумевает наличие вспомогательного инструмента, хорошего крепежа и нужного по количеству материала. Такой станок – мечта частного мастера. Относиться к сборке нужно максимально внимательно еще на стадии чертежа, определяясь с характером будущего станка, его основного рабочего элемента.
Фрезерование с вращающимся столом [Простое руководство по принадлежностям и советам]
Фрезерование с вращающимся столом — это факт жизни ручного фрезерного станка. Существует множество операций, требующих фрезерования на поворотном столе.
И наоборот, если вы используете ЧПУ, вы обнаружите, что поворотный стол пылится. То есть, если вы не планируете преобразовывать свою ось в 4-ю.
Несколько лет назад, до того, как я изучил ЧПУ, у меня был 8-дюймовый горизонтальный / вертикальный поворотный стол Phase II, который я купил у Getmachinetools Капа Пуллена.com магазин. У него они есть по хорошей цене, кстати, и он чертовски хороший парень, с которым можно иметь дело, а также частый участник HSM. В любом случае, это красивый столик, но я не очень много с ним делал довольно долго после покупки. Как это часто бывает, однажды у меня на пороге появился проект, и я был рад ему.
Фрезерный станок с вращающимся столом: Принадлежности
Однако, прежде чем я смог начать, мне пришлось сделать для него некоторые аксессуары. По сути, мне потребовались несколько тройников, чтобы поместиться на столе, а также небольшое приспособление, которое позволяет легко удерживать тарелку над столом через отверстие в центре, чтобы вы могли ее обработать.Последний, который я называю «приспособлением для обработки пластин», был вдохновлен чем-то похожим, что я видел, как Widgitmaster из известности CNCZone использовал для изготовления зажимов Dremel для своего мини-маршрутизатора:
ЦИФРОВАЯ КАМЕРА OLYMPUS
Приспособление для обработки пластин и 3 самодельных Т-образных гайки. Т-образные гайки легко сделать: выровняйте блок до нужных размеров, фрезеруйте боковые рельефы, просверлите и нарежьте. Они намного меньше стандартных Т-образных пазов Бриджпорта, поэтому я сделал их сам и использую с ними болты 1 / 4-20.Они сделаны из мягкой стали.
ЦИФРОВАЯ КАМЕРА OLYMPUS
Я повернул круглую цапфу на токарном станке с 4 кулачками. Я делаю приспособление из алюминиевой пластины MIC-6, которая предварительно отшлифована по бокам. Это кусок размером 5 на 3 дюйма. Я прижал его к вращающемуся валу с помощью Т-образных гаек, обычных зажимов и ступенчатых блоков. Он расположен на параллелях, чтобы я не врезался в стол. Вы также можете увидеть, как я прикрепил поворотный стол к фрезерному столу, используя большой чугунный V-образный блок, который у меня есть.У вас никогда не может быть много блоков с точными гранями!
ЦИФРОВАЯ КАМЕРА OLYMPUS
Здесь я только что закончил фрезеровать пазы, которые будут использоваться при креплении приспособления для фрезерования пластин к столу…
ЦИФРОВАЯ КАМЕРА OLYMPUS
Вот используется приспособление для фрезерования пластин…
Установка патрона на поворотный стол
Очень удобно, если на поворотном столе будет четырехкулачковый патрон! Так как это 4-кулачковая пластина, вы можете набрать заготовку, отрегулировав кулачки до тех пор, пока она не станет точно концентричной с осью вращения стола.Лучше всего сделать переходную пластину, которая прикрепляется к задней части патрона так же, как и ваш токарный станок, чтобы вы могли заменять токарный инструмент на вращающийся. Вот пример:
Правильная переходная пластина…
Для примера, патрон навинчивается на переходную пластину, а затем отверстия во фланце переходной пластины используются для прикручивания болтов к Т-образным гайкам на столе.
В моем случае я купил новую четырехкулачковую челюсть от Shars и просто просверлил несколько сквозных отверстий в патроне для установки на стол напрямую без переходной пластины:
ЦИФРОВАЯ КАМЕРА OLYMPUS
Наконечники для фрезерования с вращающимся столом
Установка поворотного столаПроцедура, которой я следую, взята из книги «Торговые секреты механического цеха», которую я рекомендую.Есть два шага.
Во-первых, вы хотите убедиться, что ваша деталь правильно отцентрирована на столе. Для этого я зажимаю стол на фрезерном столе (специальное место не требуется), кладу свой индикаторный держатель Indicol на шпиндель фрезерного станка и нахожу на детали какую-нибудь круглую деталь, чтобы указать на нее. Например, на приспособлении для фрезерования листов выше укажите на круглой втулке или на центральном отверстии. Вращайте стол и ударяйте деталью, пока вращение стола не перестанет перемещать индикатор.
Во-вторых, расположите центр вращения непосредственно под шпинделем фрезерного станка.Для этого вы можете просто использовать маховики стола X и Y. Используйте этот индикатор для обозначения кругового элемента, который вы хотите центрировать под шпинделем. Поверните индикатор на шпинделе и отрегулируйте маховики так, чтобы индикатор оставался на месте относительно положения шпинделя. Индикатор Blake Coaxial сделает это еще проще.
Приспособление для округления поворотного столаЦИФРОВАЯ КАМЕРА OLYMPUS
Поворотный стол с установленным патроном — хорошее место, как и любое другое, для установки приспособления для закругления.Эта идея от разработчика HMEM Philjoe5.
Избегайте перебега Rotab при закруглении торцевых отверстийКогда вы частично округляете, поворачивая деталь на поворотном столе, очень легко зайти слишком далеко и напортачить. Ответ состоит в том, чтобы просверлить конечные точки, чтобы сделать точную точку остановки вращения намного менее чувствительной:
ЦИФРОВАЯ КАМЕРА OLYMPUS
Эта идея от разработчика HMEM Philjoe5.
Используйте цанговое приспособление на поворотной платформе для центрирования под шпинделем
Центрирование с помощью индикатора Блейка действительно быстрое, но что, если у вас нет Блейка, или, что еще хуже, что, если ваша мельница слишком мала, чтобы вместить его? Вот хорошее решение, которое я нашел на немецком сайте.Этот парень сделал приспособление для сбора ER для своего поворотного стола и позаботился о том, чтобы при установке на столе ось цанги была выровнена с осью стола. Затем он может вставить дюбель или другой прямой штифт в цангу и выровнять, пока он не войдет в цангу такого же размера на шпинделе. Хороший трюк! Это похоже на то, как Widgitmaster показал мне, как выровнять сверлильный патрон на QCTP по средней линии токарного станка с помощью установочного штифта, удерживаемого в патроне токарного станка.
Вот используемый цанговый патрон.Их нельзя использовать только для круглого инвентаря!
Вот небольшая зажимная оправка, используемая для удержания пластины в цанговом патроне…
Присоединяйтесь к более чем 100 000 ЧПУ! Получайте наши последние сообщения в блоге, которые доставляются прямо на ваш почтовый ящик один раз в неделю бесплатно. Кроме того, мы предоставим вам доступ к некоторым отличным справочным материалам с ЧПУ, включая:
Фрезерование с ЧПУ — полное руководство по пониманию процесса
Фрезерование с ЧПУ— один из наиболее распространенных процессов при производстве сложных деталей.Почему комплексный? Если другие методы изготовления, такие как лазерная или плазменная резка, могут дать такие же результаты, их дешевле использовать. Но эти двое не предоставляют ничего похожего на возможности фрезерной обработки с ЧПУ.
Итак, мы собираемся глубоко погрузиться в фрезерование, рассматривая различные аспекты самого процесса, а также оборудования. Это поможет вам понять, требуются ли вам услуги фрезерования с ЧПУ для производства деталей или существует более экономичная альтернатива.
Что такое фрезерование с ЧПУ?
Мы собираемся рассмотреть процесс, оборудование и т. Д. В следующих параграфах. Но сначала давайте проясним, что такое фрезерование с ЧПУ, и внесем ясность в некоторые из наиболее запутывающих моментов, связанных с самим термином.
Во-первых, при фрезеровании часто спрашивают о станках с ЧПУ. Обработка включает в себя как фрезерование, так и токарную обработку, но эти два направления имеют явные различия. Под механической обработкой понимается технология механической резки, при которой для удаления материала используется физический контакт с использованием широкого набора инструментов.
Во-вторых, при любой обработке с ЧПУ используются станки с ЧПУ, но не все станки с ЧПУ предназначены для обработки. За этими тремя буквами стоит компьютерное числовое управление. Любой станок с ЧПУ использует компьютеризированные системы для автоматизации процесса резки.
Следовательно, станки с ЧПУ включают также станки лазерной резки, плазменные резаки, листогибочные прессы и т. Д.
Итак, обработка с ЧПУ — это сочетание этих двух терминов, дающее нам ответ на вопрос, поставленный в заголовке. Фрезерование с ЧПУ — это субстратный метод изготовления, который использует системы числового программного управления для автоматизации процесса .
Процесс фрезерования
Мы могли бы ограничиться описанием только процесса изготовления, но обзор всего процесса дает более целостную картину.
Процесс фрезерования включает:
- Проектирование деталей в CAD
- Перевод файлов САПР в код для обработки
- Наладка оборудования
- Производство деталей
Разработка файлов САПР и перевод в код
Первым шагом является создание виртуального представления конечного продукта в программном обеспечении САПР.Существует множество мощных программ CAD-CAM, которые позволяют пользователю создавать необходимый G-код для обработки.
Код доступен для проверки и изменения, если необходимо, в соответствии с возможностями машины. Кроме того, инженеры-технологи могут смоделировать весь процесс резки с помощью такого программного обеспечения.
Это позволяет проверять ошибки в дизайне, чтобы избежать создания моделей, которые невозможно изготовить.
КодG также можно написать вручную, как это делалось раньше.Однако это значительно удлиняет весь процесс. Поэтому мы предлагаем в полной мере использовать возможности современного инженерного программного обеспечения.
Настройка машины
Хотя станки с ЧПУ выполняют работу по резке автоматически, многие другие аспекты процесса требуют участия оператора станка. Например, закрепление заготовки на рабочем столе, а также прикрепление фрезерного инструмента к шпинделю станка.
Ручное фрезерование во многом зависит от операторов, в то время как новые модели имеют более совершенные системы автоматизации.Современные фрезерные центры также могут иметь возможность работы с живым инструментом. Это означает, что они могут менять инструменты на ходу во время производственного процесса. Так что остановок меньше, но их все равно нужно выставить заранее.
После завершения начальной настройки оператор проверяет программу машины в последний раз, прежде чем дать машине зеленый свет для запуска.
Производственные работы
В процессе фрезерования используется вращающийся инструмент, который входит в контакт с заготовкой для отрезания стружки.Непрерывная резка приводит к желаемой форме.
Однако есть несколько различных способов выполнения резки:
- Обычное фрезерование
- Фрезерование с подъемом
Как следует из названия, традиционное фрезерование было более распространенным способом фрезерования, по крайней мере, в прошлом. Механика обычного фрезерования:
- Толщина стружки увеличивается. Это может вызвать повышение температуры, что приведет к деформационному упрочнению.
- Начало резания включает больше трения и трения, что ускоряет износ инструмента и сокращает срок его службы.
- По мере того, как зубья уносят стружку вверх, они могут упасть обратно на траекторию резания, что ухудшит качество полировки.
- Более плотный зажим и фиксация заготовки необходимы, чтобы избежать смещения, вызываемого большими силами, направленными вверх.
Более новые фрезерные станки с ЧПУ используют подъемно-поворотное фрезерование . Особенности подъемного фрезерования:
- Толщина стружки уменьшается, вызывая нагрев стружки, а не заготовки.
- Режущая поверхность чище, что снижает трение и увеличивает срок службы инструмента.
- Стружка попадает за фрезу, что снижает проблему загрязнения траектории резания.
- Горизонтальное подъемное фрезерование создает направленные вниз усилия, уменьшая необходимость в дополнительном зажиме.
Процесс измельчения обычно состоит из нескольких различных операций, но это зависит от формы конечного продукта и состояния заготовки. Часто фрезерование необходимо для получения точной отделки и добавления некоторых элементов, таких как прорези или резьбовые отверстия.
Но он также подходит для создания готовой детали из блока материала. Первые операции используют более крупные инструменты, чтобы быстро вырезать материал, чтобы закрепить процесс до получения приблизительной формы конечной детали.
Для создания высокоточных обработанных деталей необходима смена инструмента. Высокая точность фрезерования достигается на последнем этапе, благодаря чему технические допуски и шероховатость поверхности достигаются до уровней, трудно сопоставимых с любым другим производственным процессом.
Компоненты фрезерного станка
Теперь давайте посмотрим, из чего состоит фрезерный станок. Хотя новые фрезерные центры могут выполнять все виды операций, они также более сложные. Поэтому здесь мы придерживаемся более традиционных верстаков, чтобы дать обзор компонентов машины.
Станок горизонтально-фрезерный
Источник изображения: technologystudent.comГоризонтальные фрезерные станки получили свое название от расположения инструмента — их ось расположена горизонтально.На изображениях выше показан один из способов их использования — плоское фрезерование. Конечно, для концевого фрезерования подходят и горизонтальные фрезы.
Построить горизонтальную мельницу довольно просто. Режущий инструмент прикрепляется к оправке. Когда необходима смена инструмента, вы можете снять кронштейн оправки и распорки для замены инструментов.
Для фиксации заготовки на рабочем столе необходимы тиски. Траверс может перемещать стол по осям X, Y и Z для перемещения заготовки.
Конечно, новые машины выглядят немного иначе, что делает их пригодными для автоматизации.Горизонтальные фрезерные центры могут иметь несколько шпинделей с различными инструментами на них для сокращения времени оборачиваемости. Кроме того, стол и инструменты могут перемещаться в большем количестве направлений, включая оси вращения.
Тем не менее, основы те же, и понимания более традиционной машины достаточно, чтобы понять современные.
Преимущества горизонтального фрезерования :
- Возможность изготовления деталей с меньшим количеством операций
- Возможность создавать более сложные детали
- Примерно в 3-4 раза быстрее, чем при вертикальном фрезеровании
- Увеличенный срок службы инструмента
- Лучшее качество поверхности (последние 2 балла относятся к меньшему количеству стружки, попадающей на траекторию резания)
Станок фрезерный вертикальный
Источник изображения: technologystudent.comОпять же, название вертикальной мельницы довольно очевидно, если посмотреть на изображение выше. Поскольку ось инструмента расположена вертикально, она лучше подходит для концевого фрезерования.
Есть несколько различий между горизонтальными и вертикальными фрезерными станками. Но основные компоненты по-прежнему похожи. Головка машины находится на конце ползуна. К головке прикреплен шпиндель для режущих инструментов.
Расположение стола идентично горизонтальной фрезы, что дает возможность перемещать его в тех же трех направлениях.
Современные 5-осевые вертикальные фрезы позволяют вращать деталь для большего доступа и сокращения времени оборота. Автоматизация всех перемещений позволяет повысить точность, сократить время выполнения заказа и получить почти идентичные партии деталей.
Преимущества вертикального фрезерования:
- Значительно дешевле горизонтальных фрез, разница в цене до 4-5x
- Доступность, потому что больше мастерских могут себе это позволить
- Легче использовать, потому что вертикальная фреза обеспечивает лучшую видимость того, что на самом деле происходит
- Больше машинистов, которые могут обеспечить отличные результаты
- Станки меньше по размеру, занимают меньше места в цехе с ЧПУ
Типы фрезерных станков
Сегодня на рынке доступно большое разнообразие.Также существует множество способов классификации. Основы остаются практически одинаковыми везде, с некоторыми модификациями, открывающими больше возможностей и, следовательно, с другим типом фрезерного станка.
Вот самые распространенные типы фрезерных станков:
- Кровать
- Колено
- Барабан типа
- Рубанок
Фрезы станины
В конструкции станиново-фрезерных станков предусмотрена устойчивая станина станка.В то время как большие и тяжелые детали могут привести к нестабильности коленных машин, станины могут удерживать свои позиции. Длинная станина означает, что к станине можно прикрепить сразу несколько частей, что сокращает время простоя и повышает эффективность работы на рабочем полу.
Рабочий стол прикрепляется непосредственно к станине станка и может двигаться в 2 направлениях. Головка шпинделя, конечно, может перемещаться в осевом направлении для определения глубины резания. Положение оси зависит от станка, так как бывают как горизонтальные, так и вертикальные станины, а также универсальные станки.Все они также могут быть автоматизированы с помощью ЧПУ.
Самым распространенным из этих вариантов является универсальный фрезерный станок с ЧПУ. Хотя горизонтальные и вертикальные мельницы имеют значительные ограничения, эти машины обеспечивают большую гибкость.
Еще один способ увеличения производительности — использование двухмашинного стенда. Это помогает установить на стол несколько деталей для одновременной обработки или одну большую деталь. Это избавляет от необходимости повторно зажимать его для обработки другого конца.Важно отметить, что эта настройка открывает возможность столкновения инструментов, которое можно предотвратить с помощью правильной программы ЧПУ.
Станки фрезерные коленчатые
Эти станки подходят для производства деталей от малых до средних. Ограничение проистекает из того факта, что коленные мельницы обеспечивают меньшую устойчивость, чем, например, фрезерные станки со станиной. Также рама устанавливает собственные ограничения для размеров деталей.
Традиционная фреза с коленом — отличный вариант для производства единичных деталей, работ по техническому обслуживанию, подготовительных работ и т. Д.Однонаправленное движение режущей головки ограничивает возможность несчастных случаев. Их часто используют для подготовки заготовки для последующей обработки на станциях с ЧПУ.
Эти машины требуют ручной смены инструментов после каждой операции, что немного замедляет весь процесс. Тем не менее, современные обрабатывающие центры с ЧПУ включают в себя возможности коленных фрезерных станков.
Станки фрезерные ползунковые
Режущая головка плунжерной мельницы установлена на плунжере, который может двигаться вперед и назад.Это увеличивает перемещение инструмента до двух осей — X и Y. На рынке доступны как горизонтальные, так и вертикальные варианты ползуна. Многие из таких фрез также имеют возможность поворота режущей головки.
Стан строгальный
Строгальные фрезы очень похожи на фрезерные станки со станиной. Оба имеют большие рабочие столы и шпиндели, которые могут двигаться в 3-х направлениях. Основное отличие заключается в способности фрезерных станков строгального типа одновременно работать с большим количеством фрезерных инструментов.Количество различных инструментов обычно достигает 4.
Дополнительная гибкость повышает их эффективность и снижает необходимость остановки обработки для смены инструментов.
Сколько топоров?
В этой статье мы уже упоминали о различных осях. Но давайте проясним, что каждый из них означает.
3-осевой фрезерный станок
Трехосевой вертикальный фрезерный станок означает, что стол может перемещаться в двух направлениях — X и Y. Это позволяет позиционировать заготовку относительно режущего инструмента, при этом расстояние остается неизменным.Таким образом, третья, ось Z, добавляется, позволяя опустить режущий инструмент.
Контроллерыс ЧПУ обеспечивают одновременное перемещение трех, обеспечивая необходимую гибкость для большинства потребностей обработки.
4-осевой фрезерный станок
4-осевой фрезерный станок имеет все 3 оси, как описано выше. Но приходит еще один — ось A. Теперь стол может вращаться вокруг оси X, что позволяет производить торцевое фрезерование сторон без изменения положения заготовки.
5-осевой фрезерный станок
Как вы можете догадаться, все, что было верно для 4-осевого фрезерного станка, применимо и к 5-осевому.Но теперь мы добавляем ось B, которая дает вращательное движение вокруг оси Y.
5-осевые обрабатывающие центры с ЧПУстоят намного дороже, чем другие варианты, но позволяют изготавливать очень сложные детали за один раз. Никаких дополнительных настроек не требуется, поскольку срок службы инструмента увеличивается за счет возможности подходящего позиционирования детали.
6-осевой фрезерный станок
Обычное фрезерование
Плоское фрезерование также широко известно как фрезерование поверхности.В нем используется горизонтальная фреза, что означает, что ось вращения режущего инструмента параллельна режущей поверхности.
Для фрезерования поверхности можно использовать разные фрезы, широкие или узкие, в зависимости от необходимого результата. Использование широкой фрезы может привести к быстрому съему материала в сочетании с низкой скоростью резания, высокой скоростью подачи и крупными зубьями фрезы. Конечно, обработка поверхности такой резки может не соответствовать требованиям.
Следовательно, второй этап может включать смену инструментов для использования более мелких зубов.Это также требует более высоких скоростей резания и более низких скоростей подачи, поэтому количество снимаемого материала в единицу времени меньше. В то же время финальная отделка получается более аккуратной. Таким образом, сочетание этих двух факторов является хорошим выбором с экономической точки зрения.
Торцевое фрезерование
Торцевое фрезерование
В этой операции используется режущий инструмент с зубьями по бокам и на конце. Ось инструмента перпендикулярна обрабатываемой детали.
Торцевое фрезерование часто применяется после фрезерования поверхности, так как оно позволяет получить более сложные контуры и оставляет хорошее покрытие. Зубцы по бокам выполняют большую часть работы по резке, а зубцы на кончике обрабатывают поверхность.
Угловое фрезерование
Фрезерование фаски
Эта операция фрезерования позволяет нам создавать фаски, канавки и т. Д. Есть несколько способов выполнить эти функции.
В случае обычной 3-осевой фрезы наиболее целесообразно использовать разные фрезы.Это могут быть фрезы «ласточкин хвост» для обработки канавок под углом или просто фрезы с конической режущей головкой для снятия фасок. Обратите внимание, что эти двое в основном противоположны друг другу.
Ось фрезы может располагаться перпендикулярно или на одной плоскости с поверхностью.
Фрезерование формы
Фрезерование формы
Этот тип фрезерования требует специального инструмента для создания более сложных контуров поверхности. Выпуклые и вогнутые фрезы являются примерами инструментов, которые здесь используются.
Фрезерование формы помогает создать эти контуры поверхности за один проход. Инструменты могут помочь создать круглые выемки, скругленные края и т. Д. Инструменты должны иметь правильные параметры для достижения желаемого результата.
Групповое фрезерование — это подкатегория формового фрезерования, при котором одновременное использование нескольких фрез может создавать шаблоны.
Профильное фрезерование
Профильное фрезерование
Обычная операция фрезерования для изготовления выпуклых и вогнутых деталей.Процесс состоит из 3-х этапов — черновой, получистовой и чистовой.
Черновая обработка использует круглые пластины для выполнения начальной работы по удалению большей части материала. Концевые фрезы со сферическим концом идеально подходят для получистовой и чистовой обработки.
Такая работа в значительной степени выиграет от фрезерования с ЧПУ, поскольку 4- и 5-осевая технология может значительно ускорить операции, а также обеспечить лучшее качество.
Зубофрезерный
Зубофрезерование
Да, фрезерование также находит применение для изготовления различных типов зубчатых колес.Весь процесс изготовления шестерен состоит из двух этапов.
Сначала идет зубофрезерование. Мягкость материала позволяет с большей легкостью изготавливать деталь, обеспечивая при этом большие допуски. Затем шестерни проходят процесс термообработки для упрочнения поверхности. После этого токарная обработка с ЧПУ будет отвечать за конечный результат.
Подходящие материалы
Фрезерование с ЧПУ можно использовать для обработки самых разных материалов. Выбор, конечно же, сводится к требованиям.Процесс выбора состоит из следующих шагов:
- Создание геометрии детали.
- Определение сил, действующих на деталь. Программное обеспечение САПР с надстройками FEA может здесь очень помочь.
- Определение свойств материала на основе результатов.
- Создание списка возможных материалов.
- Выбираем тот, который соответствует требованиям с наилучшим соотношением рентабельности.
- Убедиться, что материал пригоден для фрезерования.
Итак, мы можем помочь вам с последним шагом.
Металлы, пригодные для фрезерования с ЧПУ:
- Низкоуглеродистая сталь
- Нержавеющая сталь
- Инструментальная сталь
- Алюминий
- Латунь
Пластмассы, пригодные для фрезерования:
- АБС
- Нейлон
- Поликарбонат
- ПОМ
- ПТФЭ
- ПНД
- PEEK
Сделав выбор, пора выбрать надежного производственного подрядчика для выполнения работы.Если вам нужен специалист по фрезерованию металлов, вы можете просто связаться с нашими инженерами по продажам.
Мега-справочник по фрезерным станкам— что это такое, типы и особенности
🛠 Фрезерный станок — один из самых интересных инструментов для тех из нас, кто увлечен производством и обработкой.
В этой статье мы поговорим о том, что такое фрезерные станки, какие типы существуют, для чего они используются, и какие типы деталей и операций можно выполнять с ними.
👇 Продолжайте читать! Вы найдете видео, персонализированные изображения…
📖 Что ты хочешь прочитать?
Что такое фрезерный станок и для чего мы его используем?
Пример классического универсального фрезерного станка, модель OPTIMUM MT 230 S с цифровым отсчетом, промышленный станок. Цена около 27.000 €Фрезерный станок — это станок для черновой обработки, резки или (даже) сверления различных твердых материалов, обычно металла. Это достигается за счет удаления стружки за счет высокоскоростного вращения фрезы и движения осей элемента или механизма.
Этот вид технологии изготовления деталей путем вырезания называется механической обработкой.
Фреза — это режущий инструмент, используемый во фрезерных станках. Фреза содержит одну или несколько режущих кромок, которые удаляют металлическую стружку при вращении инструмента. Существует множество различных типов фрез, в зависимости от типа работы, которую нужно проделать с деталью. Вот несколько примеров:
Разные типы фрез (фрезерный инструмент) для разных операций, которые можно выполнять на фрезерном станке.До сих пор не понятно, что такое фрезерный станок и как им пользоваться? Я думаю, что эти концепции лучше всего объяснить с помощью видео. Вот обучающее видео об использовании вертикального фрезерного станка, подобного тем, о которых мы говорим в этой статье:
Детали фрезерного станка
Теперь, когда мы знаем, каковы его функции, давайте познакомимся с анатомией фрезерного станка. Для этого мы должны принять во внимание, что его детали и аксессуары будут различаться в зависимости от модели машины.По этой причине мы назовем самые важные из них.
Стол
Здесь мы разместим деталь, которую нам нужно фрезеровать. Фрезерованный необработанный металлический блок фиксируется на столе с помощью различных систем. Наиболее распространенная система — это удерживание детали в тисках или с помощью зажимов, винтов и Т-образных гаек, так как деталь должна быть надежно закреплена и в правильном положении перед началом фрезерования.
Шатуны
Это те, которые придают движение декартовым осям.Есть по одному «X», «Y» и «Z» соответственно. С их помощью мы будем перемещать компонент, закрепленный на станине, и шпиндель, в котором находится фреза. Фрезерный станок может иметь больше этих элементов в зависимости от количества возможных перемещений, или если мы разместим четвертую ось вращения.
Голова
Он содержит устройство, которое удерживает и фиксирует режущий элемент. В некоторых случаях он может содержать кнопку питания и аксессуары, такие как лампы и шланги охлаждающей жидкости. И он содержит ось инструмента или шпиндель, вращающийся элемент, на котором размещается фреза.
Двигатель
Еще один незаменимый элемент фрезерного станка. Это сердце машины. Его мощность, обороты и крутящий момент зависят от модели и предполагаемого использования.
Существуют двигатели с регулируемой скоростью, которая осуществляется электронным способом, и двигатели с фиксированной скоростью, которые регулируют скорость и мощность с помощью системы шкивов или шестерен.
Коробка передач
Не все материалы и не все металлы режутся с одинаковой скоростью. Каждая комбинация режущего материала и обрабатываемого материала требует скорости инструмента, чтобы обеспечить наилучшее качество обработки и гарантировать, что срок службы инструмента не пострадает.
Вот почему фрезерные станки имеют редуктор, который принимает мощность от двигателя и преобразует ее с различными регулируемыми скоростями или даже в разных направлениях (чтобы иметь возможность фрезеровать вертикально или горизонтально) или элементы станка (чтобы иметь возможность иметь автоматическое движение на одной из осей).
Какие бывают фрезерные станки?
Как и большинство инструментов, существуют различные фрезерные станки с определенными функциями, размерами и характеристиками.Их можно разделить на категории по разным критериям.
Вот несколько классификаций фрезерных станков в соответствии с характеристиками, которые мы считаем наиболее важными, с практическими объяснениями и фотографиями 👇
По ориентации шпинделя
Относится к направлению режущего инструмента. В традиционных фрезерных станках это происходит только в одном положении, которое может быть следующим:
- Станок горизонтально-фрезерный .Ось шпинделя расположена горизонтально, фрезы установлены на горизонтальном валу, называемом оправкой.
Эти станки являются первой разработкой фрезерных станков. У них есть горизонтальный шпиндель, мост, который поддерживает оправку в очень жестком положении, и координатный стол, который перемещается вверх и вниз по консоли (вертикальная ось). - Вертикально-фрезерный станок . Здесь положение на шпинделе вертикальное, перпендикулярно координатному столу. Он может иметь поворотную головку, если есть возможность наклонять шпиндель для выполнения определенных операций под углом.
Вертикальные фрезерные станки сегодня более распространены, и они являются стандартом для фрезерных станков и центров с ЧПУ. На более старых моделях деталь обычно движется вверх и вниз (так же, как на горизонтальных), но на большинстве современных фрезерных станков головка поднимается и опускается для обработки детали. - Универсальный фрезерный станок . Этот станок сочетает в себе два предыдущих типа и имеет возможность использовать инструмент по горизонтали и вертикали.
В зависимости от количества осей
Они будут определять типы движения нашего фрезерного станка.Чем больше количество осей, тем больше возможности обработки, а также стоимость станка и сложность программирования операций:
- 3 оси . Это основные ортогональные направления машины с этими характеристиками. Они представляют оси X, Y, Z для обработки в трех измерениях пространства.
- 4 оси . Это добавляет к упомянутым возможность вращения обрабатываемого объекта на столе.4 боковые поверхности могут быть фрезерованы, или также может быть установлен инструмент для фиксации 4 частей вместо одной в каждом цикле.
- 5 осей . Добавьте к трем типичным осям стол, способный вращаться по двум разным осям. Это позволяет наклонять деталь для фрезерования со всех сторон, кроме одной, сводя к минимуму различные захваты и позволяя резчику получить доступ ко многим укромным уголкам и трещинам в детали. Как правило, 5-осевое фрезерование выполняется на обрабатывающих центрах, о которых мы поговорим позже.
По структуре
Конструкция обычного фрезерного станка
Обычные фрезерные станки имеют С-образную конструкцию , на которой распределены элементы станка.Наиболее важной особенностью конструкции фрезерного станка является жесткость, позволяющая выдерживать усилия фрезерования без деформации и выдерживать допуски на заготовку.
Classic вертикальные или горизонтальные фрезерные станки ( коленные фрезы ) обычно имеют координатный стол (X и Y), который перемещается вверх и вниз по оси Z на жесткой опоре, называемой консолью. Большинство современных фрезерных станков и вертикальных обрабатывающих центров обычно имеют неподвижные оси X и Y, и именно головка (а не деталь) перемещается вверх и вниз по независимым направляющим (станины , ).Оба имеют схожую структуру C.
Конструкции, которые поддерживают силы фрезерного станка, обычно изготавливаются из чугуна для получения очень тяжелых и жестких деталей, которые поддерживают форму фрезерного станка и поглощают вибрации. Также существуют сварные стальные рамы, которые, как правило, менее жесткие.
Передвижной мост или портал
В этом случае движется не стол, а, следовательно, и заготовка. Что действительно движется, так это структура, которая держит голову.Обычно они очень большие и используются на плоских предметах, с которыми трудно обращаться.
Фрезерный станок для колонн
В них шпиндель помещен в вертикальную колонну, по которой он движется вверх и вниз и выходит из нее и входит через плечо. Эта конструкция используется, когда детали большие или тяжелые, поскольку это машина, которая перемещается вокруг детали для ее обработки, и движения сводятся к минимуму. Расточные станки, которые специализируются на обработке отверстий с очень точными допусками, обычно представляют собой стационарные или мобильные станки с колонной.
По методу контроля
Ручные фрезерные станки
На большинстве основных фрезерных станков используются кривошипы с нониусом (шкалы для просмотра подачи), чтобы оператор мог перемещать оси при их повороте. Некоторые фрезерные станки также включают автоматическую подачу на один из валов, оператор может задействовать вал для его автоматического перемещения и завершить операцию без необходимости перемещать кривошип.
Фрезерный станок с УЦИ (цифровое считывание)
Одним из наиболее распространенных аксессуаров ручного станка является УЦИ.Считыватель указывает положение осей на экране, поэтому нет необходимости использовать кривошипы нониуса или проводить больше измерений, чем необходимо.
Короче говоря, управление по-прежнему осуществляется вручную, но у вас есть помощь читателя, который поможет вам.
УЦИ можно купить прямо на фрезерный станок или установить позже в относительно простой модификации. Вот видео о том, как использовать и установить УЦИ на фрезерный станок:
Фрезерные станки с ЧПУ (ЧПУ)
Машины этого типа имеют полностью цифровое управление.Идеально подходит для автоматизации производственных процессов. Операции резки и фрезерования предварительно разрабатываются на компьютере в программном обеспечении CAM и передаются на станок в формате GCODE.
Эти фрезерные станки можно приобрести с числовым программным управлением или преобразовать в ручной фрезерный станок, чтобы им можно было управлять с помощью ЧПУ. Вот один пример того, как преобразовать фрезерный станок в систему ЧПУ:
Фрезерные станки для любителей и небольших мастерских
Мы говорили о промышленных машинах с ценами порядка нескольких десятков тысяч евро.Вы знаете, что есть более дешевые модели для небольших мастерских и для обучения?
Мы собрали несколько обзоров существующих более дешевых моделей и типов, чтобы вы могли получить представление о вариантах, которые существуют за пределами промышленных фрезерных станков.
Тормах
Фрезерные станки Tormach значительно дороже и очень популярны в США в качестве стартовых станков или для небольших мастерских.
Фрезерные станки Grizzly
Фрезерные станки с ЧПУ
Подобно тому, как мы говорили о первоклассных портальных фрезерных станках для фрезерования очень крупных деталей, этот тип конструкции также используется в станках для любителей, известных как фрезерные станки с ЧПУ .
Они не обладают жесткостью обычного фрезерного станка с чугунной рамой, поэтому их часто используют для фрезерования дерева, пластика, углеродного волокна или алюминия. Из-за больших размеров по осям X и Y и уменьшенного хода по оси Z они в основном используются для обработки простых пластин или плоских деталей. Они всегда численно контролируются.
Фрезерный станок с ЧПУ с алюминиевой профильной структурой, модель OX CNC. Фрезерный станок с ЧПУ с алюминиевой структурой для легкой работы с алюминием. Модель 6040.Какие применения есть у фрезерного станка?
Для чего используется фрезерный станок? Фрезерные станки используются для изготовления обрабатываемых деталей, которые обычно изготавливаются из металла (стали, алюминия или других металлов), хотя они также могут быть изготовлены из пластика или дерева.
Детали, изготовленные механической обработкой, могут быть единичными, короткими или средними сериями; для промышленного применения, машиностроения, аэрокосмической, медицинской промышленности … Они также изготавливаются путем механической обработки или детали обрабатываются для массового производства, например, в автомобильной промышленности.
Фрезерные станки, которые мы представили в этой статье, в основном представляют собой открытые фрезерные станки, 3-осевые, ручные, с цифровым считыванием … Этот тип традиционных фрезерных станков используется для небольших серий или отдельных деталей, они позволяют работать быстро и в ручном, или в автоматическом режиме. управление машиной.Обычно они используются в небольших мастерских, в инструментальных мастерских или мастерских прототипов, в школах механической обработки, мастерских…
Цех прототипирования с вертикальными фрезерными станками с цифровым считыванием (DRO)Для производственных циклов в больших цехах часто используются обрабатывающие центры с ЧПУ, которые представляют собой станки, которые по сути являются фрезерными станками, но закрытыми и управляемыми компьютером (ЧПУ), и обычно имеют автоматическую смену инструмента и часто более 3 осей.
Обрабатывающий цех с обрабатывающими центрами и токарными станками с ЧПУДетали с более сложной геометрией производятся на 5-осевых обрабатывающих центрах , которые позволяют вращать деталь по двум осям вращения, чтобы фреза могла получить доступ ко всем сторонам объекта ( кроме захвата) и фрезеровать под любым углом.
Фрезерные работы
Функции этого устройства очень разнообразны и будут зависеть от характеристик каждой машины. Однако можно назвать основные.
- Строгание.
- Обработка канавок. Для создания точных полостей в некоторых материалах. Они могут быть прямыми или фигурными. Они будут иметь толщину, определяемую фрезой, и траекторию, ограниченную перемещением осей.
- Бурение. Универсальность фрезерного станка позволяет делать отверстия точного диаметра и длины. Первый обычно определяется размером используемой фрезы. Эти отверстия могут быть гладкими, коническими или под винт.
- Производство зубчатых колес. Одно из основных применений четырехкоординатного фрезерного станка с косозубой функцией — изготовление коронок, шестерен, кулачков, шестерен и всех видов деталей трансмиссии.
Чем фрезерный станок отличается от токарного?
Токарный станок и фрезерный станок — две опоры механической обработки, но они имеют совершенно разные применения и характеристики.
Токарный станок предназначен для изготовления вращающихся деталей . То есть детали, которые можно создать, повернув металлический цилиндр и удалив металл токарными инструментами.
Токарный станок возник до фрезерного станка и может использоваться для производства более дешевых деталей, если они имеют правильную форму и могут быть адаптированы к станку. Некоторые детали, такие как винты, шпиндели, валы, могут быть изготовлены только на токарном станке… С другой стороны, токарный станок — менее универсальный станок, поскольку фрезерный станок позволяет создавать большее разнообразие геометрических форм и различных деталей.
Вот видео с дополнительной информацией о токарном станке, если вам интересно узнать об этом станке:
Что такое обрабатывающий центр?
Обрабатывающие центры — это станки, которые имеют много общих характеристик с фрезерными станками. Фактически, можно сказать, что это подгруппа фрезерных станков, но они были модернизированы для производства обработанных деталей в больших объемах и с высокой точностью.
Обрабатывающие центры имеют следующие характеристики:
- Они имеют числовое программное управление (ЧПУ)
- Они могут выполнять различные операции обработки, в дополнение к фрезерованию, нарезанию резьбы и сверлению
- У них есть крышка, которая закрывает их
- У них есть автоматическая смена инструмента
- Их может быть больше трех оси
Как и в случае фрезерных станков, существуют вертикальные и горизонтальные обрабатывающие центры, хотя различие не так просто, как у фрезерных станков.
В настоящее время фрезерные станки обычно используются в небольших мастерских и для изготовления прототипов, отдельных деталей, крупных деталей … Обрабатывающие центры с ЧПУ — это те, которые несут большую часть производственной нагрузки на детали с ЧПУ.
Хотите изготавливать детали механической обработкой?
В Bitfab мы можем помочь вам с вашими проектами обработки.
Если вы пришли к этой статье в поисках дополнительной информации о механической обработке и считаете, что это правильный выбор для ваших производственных нужд, не стесняйтесь оставить нам контактное сообщение.
Связаться с Bitfab% PDF-1.4 % 1662 0 объект> эндобдж xref 1662 88 0000000016 00000 н. 0000003013 00000 н. 0000003379 00000 п. 0000002102 00000 п. 0000003424 00000 н. 0000003789 00000 н. 0000003827 00000 н. 0000005992 00000 н. 0000008233 00000 н. 0000010451 00000 п. 0000012709 00000 п. 0000014904 00000 п. 0000016982 00000 п. 0000017611 00000 п. 0000018021 00000 п. 0000018253 00000 п. 0000020060 00000 н. 0000022054 00000 п. 0000024725 00000 п. 0000024954 00000 п. 0000108035 00000 н. 0000108117 00000 п. 0000108194 00000 н. 0000108254 00000 н. 0000108359 00000 н. 0000108509 00000 н. 0000108616 00000 п. 0000108733 00000 н. 0000108911 00000 п. 0000109020 00000 н. 0000109133 00000 п. 0000109256 00000 н. 0000109387 00000 п. 0000109520 00000 н. 0000109707 00000 н. 0000109863 00000 н. 0000109991 00000 н. 0000110112 00000 п. 0000110316 00000 н. 0000110467 00000 н. 0000110628 00000 н. 0000110763 00000 н. 0000110935 00000 п. 0000111072 00000 н. 0000111258 00000 н. 0000111440 00000 н. 0000111604 00000 н. 0000111786 00000 н. 0000111951 00000 н. 0000112099 00000 н. 0000112301 00000 н. 0000112480 00000 н. 0000112636 00000 н. 0000112761 00000 н. 0000112902 00000 н. 0000113023 00000 н. 0000113162 00000 п. 0000113283 00000 н. 0000113429 00000 н. 0000113561 00000 н. 0000113689 00000 н. 0000113873 00000 н. 0000114026 00000 н. 0000114185 00000 н. 0000114342 00000 п. 0000114481 00000 н. 0000114620 00000 н. 0000114759 00000 н. 0000114898 00000 н. 0000115047 00000 н. 0000115180 00000 н. 0000115305 00000 н. 0000115446 00000 н. 0000115597 00000 н. 0000115766 00000 н. 0000115942 00000 н. 0000116053 00000 н. 0000116215 00000 н. 0000116342 00000 п. 0000116504 00000 н. 0000116631 00000 н. 0000116758 00000 н. 0000116907 00000 н. 0000117054 00000 н. 0000117163 00000 н. 0000117326 00000 н. 0000117441 00000 н. 0000002802 00000 н. трейлер ] >> startxref 0 %% EOF 1665 0 obj> поток xb«`b`ZAXX8XXX $ 8: 0005 (i% & lUrMX̊ +> [r` k3v, U ۺ) Ե Q : | UyY džtvh 䲶 z) ZeNy7j @ R ‘, l cU {X «tƗ`) / e-2M * 2% 1d Ȣ ~ S; پ @ [Z @ B [@ v4q} ARf @ aSm @ _He _-O’e # D; — @ 0Aba @ F0`ZGH @! CP d Hq (4bXP $ 6bRa d [Z f 1% T {Y $ nE8] ȰA 072H8MUTawIfcC q` «aZFhf
Основное руководство по фрезерным станкам с ЧПУ
Итак, каковы различные части фрезерного станка с ЧПУ или обрабатывающего центра? На приведенной ниже диаграмме представлена разбивка его основных компонентов.
# 1 РамаРама — это основная конструкция, которая поддерживает фрезерный станок и помогает придать ему устойчивость и жесткость. Обычно он поставляется с основанием и съемными колоннами.
Важной частью рамы является передняя бабка станка, на которой установлен главный шпиндель. Передняя бабка, хотя и важна, часто упускается из виду. Если передняя бабка не является жесткой и не может обеспечить стабильность и поддержку шпинделя, вы можете получить вибрацию и вибрацию во время операции обработки.Это может привести к ошибкам при обработке и сокращению срока службы режущего инструмента.
# 2 ШпиндельШпиндель можно рассматривать как «сердце» фрезерного станка с ЧПУ. Обычно он состоит из вращающегося узла и конической секции, в которой могут быть размещены держатели инструмента. Вал шпинделя обычно находится там, где крепится инструмент, обычно с помощью держателя инструмента.
Для вращения шпинделя используется двигатель с разными уровнями передачи.
Чтобы ваш шпиндель оставался в хорошем состоянии в течение длительного времени, используются различные формы смазки. Они могут включать консистентные смазки (не подходящие для длительных операций на высоких скоростях), воздушно-масляные смазки (достаточные для более продолжительных циклов на более высоких скоростях) или масляно-струйные смазки Hwacheon (идеально подходящие для всех условий — даже экстремальных, длительных и высокоскоростные приложения).
В зависимости от типа станка шпиндель может располагаться вертикально или горизонтально.
# 3 осиКак правило, фрезерные станки с ЧПУ имеют оси X / Y / Z, а также дополнительную ось вращения или C / A или B (в зависимости от конфигурации).Их можно запрограммировать с помощью g-кода в контроллере ЧПУ.
# 4 Колонна / сКолонны обрабатывающего центра с ЧПУ могут быть одиночными (например, подвижная колонна HiRex 4000 или также C-образная рама, такая как HiT 400/360; линия VESTA с буквой «B»; SIRIUS-650 / 850/1050) или двойной (SIRIUS 1250/2500 / L1 / L2). Это зависит от уровня сложности, необходимого для обработки.
# 5 Панель управления ЧПУЭто основная «нервная система» станка.Он содержит электронику, которая помогает управлять различными режущими операциями с помощью функций программирования. На панели управления есть монитор ЧПУ и кнопки программирования, куда можно вводить данные и коды. Обычно она также предлагает ручную функцию. Для облегчения работы с машиной панель управления должна быть легко доступна и легко доступна.
# 6 Инструмент / устройство смены инструмента (автоматическое устройство смены инструмента или ATC)Они устанавливаются либо на стойке, либо отдельно на станке.Последнее предпочтительнее, если требуются устройства смены инструмента большего размера, содержащие от 40 до 300 различных инструментов. Это не только помогает сэкономить время и силы, но и помогает вашим операторам избежать ненужных вибраций во время работы.
# 7 Держатели инструментаОни бывают разных размеров, систем и для различных применений. Стандартные размеры державок — от BT 30 до BT 40 и BT 50 (BT означает угол конуса конуса на держателе).
(В Европе используется термин SK 30, SK 40 или SK 50, который имеет тот же угол, что и держатель BT, но с дополнительной направляющей канавкой на фланце.Вместе с замочным камнем, установленным на вершине шпинделя, держатели SK можно ориентировать в определенном положении. Например: расточные мосты, расточные оправки, угловые фрезерные головки и т. Д.)
Для большей жесткости и сбалансированного быстрого вращения рекомендуются версии BBT или система HSK.
Версия BBT — это усовершенствованная версия стандартной системы BT, обеспечивающая двойные точки контакта между держателем инструмента и шпинделем. Таким образом, он соединяется и скрепляется более прочно, обеспечивает значительно меньшую вибрацию, поскольку держатели инструмента сбалансированы по классу Q 2.5. Это улучшает не только возможности обработки и результаты вашего станка, но и улучшает поверхность вашей детали / пресс-формы, продлевает срок службы инструмента и, наконец, экономит замену шпинделя в долгосрочной перспективе, поскольку подшипники служат дольше.
Как насчет системы HSK? Он легче (подходит для обработки HSC), короче (подходит для более быстрой смены инструмента) и прочнее, чем система BT (держатель HSK-A63 на 2,5 в раз прочнее, чем держатель BT 50). Система HSK также предлагает отличную балансировку (класс Q 2.5). Благодаря прочному и мощному зажиму изнутри наружу соединение между держателем инструмента и шпинделем идеально подходит для тяжелых операций, тяжелых резаний или операций с чрезвычайно высокой скоростью одновременно.
Обе версии BBT и HSK предлагают гораздо более жесткое и более жесткое соединение между держателем инструмента и шпинделем, поскольку эти системы поставляются с двойным контактным зажимом (то есть между капером / конусом и передней поверхностью торца шпинделя).
# 8 СтолСтол обеспечивает прочное основание для зажима обрабатываемой детали непосредственно на нем и может использоваться для установки приспособлений или тисков, чтобы удерживать деталь на месте.В большинстве столов используются Т-образные пазы для облегчения зажима тисков, приспособлений или деталей.
На горизонтальных фрезерных станках с ЧПУ поддоны также доступны с летками. Это обеспечивает большую гибкость при перемещении различных обрабатываемых деталей. Все чаще используются магниты для простого, быстрого и надежного зажима. Их желательно встроить в стол станка, чтобы избежать потери высоты оси Z.
(См. Пример SIRIUS UM + Hwacheon.)
# 9 Резервуар для СОЖБольшинство обрабатывающих центров с ЧПУ имеют резервуар для СОЖ, который помогает подавать СОЖ к режущей поверхности или шпинделю с инструментом во время обработки.Это помогает продлить срок службы машины и ее частей. Помимо этого, охлаждающая жидкость также будет отводить тепло, выделяемое при механической обработке, и, следовательно, поддерживать температуру под контролем.
Чтобы удерживать достаточное количество СОЖ для операций резания, здесь действует правило «чем больше, тем лучше». Большее количество охлаждающей жидкости помогает операторам машин избежать ее перегрева.
Как правило, система CTS или охлаждающая жидкость через шпиндель рекомендуется для операций более глубокого сверления (более 4 диаметров) или при обработке более глубоких полостей в пресс-формах и штампах.Стандартное значение должно быть 30 бар с опциями до 70 бар давления охлаждающей жидкости. Только очень специфические области применения потребуют еще более высокого давления охлаждающей жидкости.
Следует обратить внимание, если используются инструменты с большим диаметром отверстия для охлаждающей жидкости. Для такой обработки может потребоваться использование насоса высокого давления — высокого расхода .
Руководство по фрезерованию с ЧПУ: все, что вам нужно знать
Производители используют методы фрезерования с числовым программным управлением (ЧПУ) для быстрого и экономичного производства сложных компонентов.Обработка с ЧПУ управляет вращающимися режущими инструментами через интерфейс компьютерного программирования. Следуя дизайну программы, эти инструменты систематически преобразуют исходный материал в индивидуализированный готовый продукт.
В этих процессах может использоваться ряд обычных материалов, в том числе:
- Алюминий
- Титан
- Латунь
- Дерево
- Камень
- Медь
- Сталь
- Нержавеющая сталь
- Механические пластмассы (СВМП, Ultem, Ацеталь, Поликарбонат, Нейлон и т. Д.)
- Смолы (стекловолокно, углеродное волокно и т. Д.)
Фрезерование с ЧПУ позволяет создавать высокоточные изделия на заказ из различных твердых и мягких материалов.Вращающиеся инструменты, управляемые компьютеризированными инструкциями, постепенно сбривают, режут и сверлят материал для создания отверстий, пазов, форм и других элементов, требуемых конструкцией.
Фрезерование с ЧПУ состоит из четырех основных этапов:
- Дизайн. Используя моделирование системы автоматизированного проектирования (САПР), инженеры создают визуальные представления желаемого конечного продукта.
- Конверсия. Модели CAD преобразуются в файлы автоматизированного производства (CAM), которые инструктируют станки с ЧПУ о необходимых операциях для реализации проекта.
- Настройка. Оборудование настроено на принятие запрограммированных инструкций и установку соответствующего инструмента, чтобы можно было начинать фрезерование.
- Эксплуатация. Станок с ЧПУ следует инструкциям программы, детали проверяются на протяжении всего производства, чтобы гарантировать точность готовой продукции.
На протяжении всего процесса инженеры могут корректировать программу для соответствия новым параметрам, вносить улучшения или реагировать на непредвиденные ситуации.
Преимущества фрезерования с ЧПУ
Фрезерная обработка с ЧПУ предлагает ряд важных преимуществ производителям в различных отраслях промышленности.
- Точность и однородность результатов. Пятиосевые фрезерные станки с ЧПУ отличаются высокой степенью доступности и сложности при минимальных требованиях к креплению.
- Крупносерийное производство и масштабируемость. После первоначальной настройки фрезерные станки с ЧПУ могут быстро изготавливать большое количество компонентов. После оптимизации программ единственный способ масштабировать производство механической обработки — это либо дополнительные фрезерные центры, либо увеличение количества рабочих часов шпинделя в день за счет дополнительных смен, либо автоматизация и отключение инструментов.
Затраты на рабочую силу ниже, чем при ручном фрезеровании, но это не лучший аргумент в пользу обработки с ЧПУ в нашу эпоху. Обработка с ЧПУ является одним из самых дорогих методов производства и требует высокой почасовой оплаты труда. Благодаря фрезерованию с ЧПУ производители производят больше продукции за меньшее время с меньшим риском отклонения от первоначальной конструкции. Существует множество новых технологий, которые поддерживают уменьшение отклонений, датчики инструмента, динамические смещения, диагностику в инструменте и гашение вибрации, тепловые индикаторы для уменьшения износа инструмента и теплового коробления в деталях, автоматическую загрузку и разгрузку с помощью робототехники и многое другое. .
Фрезерные услуги с ЧПУ
Есть несколько вариантов фрезерных операций с ЧПУ. У каждого типа есть свои уникальные преимущества и возможности применения.
- Торцевое фрезерование использует инструмент с зубьями как на периферии, так и на торце. Этот инструмент используется для создания плоских поверхностей, гладких контуров и получения более качественной отделки, чем другие методы формования.
- Плоское фрезерование позволяет формировать большие куски материала. Широкие режущие зубья позволяют обрабатывать большие площади материала, а их более узкие зубья позволяют выполнять более глубокие пропилы.
- Угловое фрезерование регулирует угол резцов для получения фасок, зубцов, канавок и других угловых элементов.
- Фрезерование формы использует формованные фрезы для создания круглых полостей, контуров и сложных узоров.
- Портальное фрезерование — это процесс резки нескольких деталей на одном станке. Фрезы крепятся оправкой и одновременно перемещаются по смежным поверхностям.
- Фрезерный станок использует несколько фрез на одной оправке станка.Эти режущие инструменты способны выполнять одни и те же действия, создавая сложные детали за меньшее время.
- Профильное фрезерование относится к процессу резки вертикальных или наклонных траекторий поперек заготовки.
- Кажется, в этом разделе есть только слова, которые могли бы возникнуть, если бы вы искали в Google «типы фрезерования», но, похоже, они не совпадают с «вариантами для фрезерных операций с ЧПУ», указанными в заголовке. Сверление, расточка, развертка, ступенчатая / наклонная фреза, резьбовая фреза, метчик, трехмерная контурная обработка, стружка, высокоскоростная обработка (постоянное зацепление) — вот лишь некоторые из распространенных операций.
Также существуют различные типы фрезерных станков с ЧПУ. Какая машина подойдет, зависит от сложности и деталей конструкции.
- Вертикальная фреза ориентирует ось шпинделя вертикально. Это упрощает резку и сверление некоторых материалов.
- Горизонтальные фрезы работают на ровной ровной поверхности. Эти устройства лучше подходят для бритья и стрижки.
- Револьверный стан имеет неподвижный шпиндель на столе, который может перемещаться как в перпендикулярном, так и в параллельном направлениях.Эти машины очень универсальны благодаря своим компактным размерам.
- Станины похожи на револьверные. Однако столы на этих машинах перемещаются только в перпендикулярном направлении.
Фрезерные станки с ЧПУ состоят из ряда компонентов:
- Машинный интерфейс
- Колонна
- Колено
- Седло
- Рабочий стол
- Шпиндель
- Беседка
- Баран
- Станок
Каждый из этих компонентов является важной частью производства деталей.Фрезерование с ЧПУ — это неотъемлемый процесс при производстве широкого спектра изделий — их слишком много, чтобы перечислять их здесь. Примеры включают:
- Автомобильные двигатели
- Промышленное оборудование
- Аэрокосмические компоненты
- Мебель
- Шкафы
- Музыкальные инструменты
- Электроника
- Сотовые телефоны
- Строительство / Инфраструктура
- Потребительские товары
- Изготовление штампов для литья под давлением
Фрезерование с ЧПУ — это гибкий метод быстрого и точного изготовления компонентов с индивидуальными требованиями, позволяющий избежать высоких начальных затрат на инструменты для производства.Узнайте, какие услуги обработки с ЧПУ от Pro-Type Industries могут помочь вашей компании сэкономить время, деньги и сэкономить время на производственных процессах.
Руководство по выбору горизонтально-расточно-фрезерного станка | KURAKI Co., Ltd.
KURAKI предлагает столько моделей горизонтально-расточных и фрезерных станков, чтобы удовлетворить потребности наших клиентов. Вот несколько советов, которые помогут выбрать оптимальную машину для ваших требований.
Очки выбора
- ● Point1 Выбор по диаметру шпинделя
Главный шпиндель горизонтально-расточно-фрезерного станка KURAKI является подающим с диаметром шпинделя 110 мм, 130 мм или 150 мм.Обычно, чем больше диаметр шпинделя, тем выше жесткость скручивания при резке в тяжелых условиях. Для обработки мягких материалов, таких как алюминий, рекомендуется высокоскоростной пиновый шпиндель.
- ● Point2 Выбор по весу и размеру заготовки
Убедитесь, что обрабатываемая деталь соответствует размеру стола станка (размеру рабочего стола) и допустимой массе детали. Выберите размер больше ожидаемого, а не точный размер для заготовки, чтобы обеспечить оптимальную производительность станка.
- ● Point3 Выбор перемещением оси
Ход оси варьируется в зависимости от позиций обработки детали и ширины обработки. Чем больше ось W (ход пиноли), тем глубже машина может резать. Чем больше становятся значения по осям X и Y, тем шире и выше может быть заготовка.
Оси координат движения горизонтально-расточно-фрезерного станка
- Ход по оси X… Стол продольный
- Ход по оси Y… Вертикальный шпиндель
- Перемещение по оси Z… Крест таблицы / столбца
- Ход оси V… Крест шпинделя
* В случае KBT-15HMAX и KBF-15H. - Ход оси W… Осевой шпиндель
Сравнительная таблица горизонтально-расточно-фрезерного станка на диаметр шпинделя
■ Диаметр расточного шпинделя. 110 мм
| KBM-11SX KBM-11S | КБТ-11.А | KBT-11W.A | KBT-11Z KBT-11EZ | |
|---|---|---|---|---|
| Перемещение по оси X: мм (дюйм) | 1500 (59.06) | 1700 (66,93) | 2000 (78,74) | 2500 (98,43) |
| Ход по оси Y: мм (дюйм) | 1200 (47,24) | 1500 (59,06) | 1800 (70,87) | |
| Ход по оси Z: мм (дюйм) | 700 (27,56) | 1150 (45,28) | 1450 (57,09) | 1200 (47,24) |
| Ход оси W: мм (дюйм) | 350 (13.78) | 500 (19,69) | ||
| Рабочее пространство стола: мм (дюйм) | 950 × 1050 (37,40 × 41,34) | 1200 × 1400 (47,24 × 55,12) | 1400 × 1600 (55,12 × 62,99) | 1400 × 1750 (55,12 × 68,90) |
| Максимальная грузоподъемность стола: кг (фунты) | 3500 (7700) 4000 (8800) | 5000 (11000) | 6500 (14300) | 7500 (16500) |
| Скорость шпинделя (за каждые 1 мин-1) (мин-1) | 5 3000 5 5000 | 5 3000 | 5 3000 5 ~ 4500 | |
■ Диаметр расточного шпинделя.130 мм
| KBT-13.A | KBT-13E.A | KBT-13B.A | KBT-13EB.A | |
|---|---|---|---|---|
| Перемещение по оси X: мм (дюйм) | 3000 (118,11) | |||
| Ход по оси Y: мм (дюйм) | 2000 (78,74) | 2300 (90,55) | ||
| Ход по оси Z: мм (дюйм) | 1300 (51.18) | 1600 (62,99) | ||
| Ход оси W: мм (дюйм) | 700 (27,56) | 650 (25,59) | 700 (27,56) | 650 (25,59) |
| Рабочее пространство стола: мм (дюйм) | 1800 × 2200 (70,87 × 86,61) | 2000 × 2200 (78,74 × 86,61) | ||
| Максимальная грузоподъемность стола: кг (фунты) | 12000 (26400) | 20000 (44000) | ||
| Скорость шпинделя (за каждые 1 мин-1) (мин-1) | 5 3000 | 5 4000 | 5 3000 | 5 4000 |
■ Диаметр расточного шпинделя.150 мм
| KBT-15.A | КБТ-15Б.А | KBT-15MAX | KBT-15HMAX | |
|---|---|---|---|---|
| Перемещение по оси X: мм (дюйм) | 3000 (118,11) | 4000 (157,48) / 5000 (196,85) / 6000 (236,22) * | ||
| Ход по оси Y: мм (дюйм) | 2000 (78,74) | 2300 (90,55) | 3000 (118.11) / 4000 (157,48) * | |
| Ход по оси Z: мм (дюйм) | 1300 (51,18) | 1600 (62,99) | 1600 (62,99) / 2000 (78,74) * | |
| Ход по оси V: мм (дюйм) | – | 750 (29,53) | ||
| Ход оси W: мм (дюйм) | 700 (27,56) | 900 (35,43) | ||
| Рабочее пространство стола: мм (дюйм) | 1800 × 2200 (70.87 × 86,61) | 2000 × 2200 (78,74 × 86,61) | 2400 × 2800 (94,49 × 110,24) | |
| Максимальная грузоподъемность стола: кг (фунты) | 12000 (26400) | 20000 (44000) | 30000 (66000) | |
| Скорость шпинделя (за каждые 1 мин-1) (мин-1) | 5 ~ 2500 | |||
* Можно выбрать любое перемещение по осям X, Y и Z для KBT-15MAX и KBT-15HMAX.
■ Диаметр пиноли высокоскоростного типа. 200 мм
| KBH-16 | KBH-18 | KBH-22 | |
|---|---|---|---|
| Перемещение по оси X: мм (дюйм) | 2000 (78,74) | 3000 (118,11) | |
| Ход по оси Y: мм (дюйм) | 1500 (59.06) | 2000 (78,74) | 2300 (90,55) |
| Ход по оси Z: мм (дюйм) | 1100 (43. bani-nsk.ru - Дома и бани из бруса - Под ключ в Новосибирске © 2025 Карта сайта
| ||